Get in touch with Zeyu lntelligent Industrial Company

ISO 9001 COMPLIANT
Production Line Automation
Production Line Automation Systems, Turnkey & Custom-Built by ZEUEE
Production line automation replaces manual stations with synchronized feeding, joining, in-line inspection, and sorting so your output stops depending on operator headcount. ZEUEE designs and builds the full line, not just the robot.
- System: Assembly & Robotic
- Build Model: Non-Standard Custom
- In-line QC: Vision Sensors
- Payback: 12–24 Months
10–13 pcs/min
Throughput Sample
Engineered with high-speed servo press cells.
30+ Countries
Global Footprint
Proven deployment across 9 major industries.
12–24 Months
Typical Payback
High ROI non-standard engineering model.
Why Manual Lines and Standalone Machines Cap Your Output
- The Bottleneck of Manual Operations
- The Honest Trade-off: Volume vs. Flexibility
- ZEUEE Precision Specification
- Real Cost of Labor & Risk Assessment
The Bottleneck of Manual Operations
A line built around operators hits a ceiling the moment demand climbs: every extra unit need another pair of hands, and quality control drifts shift to shift. Robots take over the repetitive tasks that cause most of that drift, while operators move to supervisory work. Standalone machines help one station but leave the gaps between stations, loading, transfer, inspection, sorting, still manual, so a single slow handoff sets the pace for the whole line.
The Honest Trade-off: Volume vs. Flexibility
Here’s the honest version most vendors skip: full automation isn’t always the right answer. Fully automatic lines pay off when volume is high, the product is stable, and variation is low. For high-mix work, short product lifecycles, or pilot runs, a semi-automatic cell or a hybrid line often returns more, because you aren’t paying to hard-tool a process that will change next quarter.
ZEUEE Precision Specification
ZEUEE specifies the automation level your numbers justify, fixed automation for steady high volume, flexible automation for changing product families, and a programmable mix where both apply. We won’t claim full automation is always right; the honest trade-off is volume against flexibility, and buyers comparing an automatic production line against a fully automated assembly line are really comparing those two. In 3C electronics, that single decision is worth 20–30% of throughput.
Real Cost of Labor & Risk Assessment
That trade-off decision sits on top of a risk most buyers underestimate. Standard ROI spreadsheets understate the true cost of a manual operator by 30–60%, because the burdened rate (payroll tax, benefits, overtime, turnover, training) runs 1.3–1.6× the base wage. When you price the real labor you are removing, the math behind a production line changes. The ISO 12100 risk-assessment framework (iso.org) is the same discipline we apply when scoping a line: identify the hazard and the bottleneck before choosing hardware.
Fixed Automation
Dedicated, high speed, low flexibility.
Programmable Automation
Reconfigurable by recipe.
Flexible Automation
Handles a product mix with near-zero changeover.
※ Most assembly systems blend all three.
ZEUEE Production Line Automation: Four System Types
Precision Engineered:
In 3C electronics, one ZEUEE line at 10–13 pcs/min took over six manual stations while holding a sensor-verified pass rate that no operator-paced bench could match.
ZEUEE builds four classes of line under one roof, each mapped to a different production reality. Because we engineer the mechanics, the control system, and the in-line inspection ourselves, the four aren’t separate product silos.
They share feeders, conveyors, servo joining heads, and a common control layer. Each automated system shares one HMI interface, so the manufacturing process runs as a single flow rather than disconnected workstations.

10–13 pcs/min
Automated Assembly Line
Multi-station joining, fastening, and verification. Servo press-fit, screwdriving, welding, and dispensing with displacement-sensor checks at each station.
View Details
High Mix / Variant
Robotic Production Line
SCARA, delta, six-axis, and collaborative robots for pick-and-place, fastening, and handling where product variants change often. Vision-guided for mixed parts.
View Details
High Volume / Steady
Automated Production Line
End-to-end automated production line linking feeding, processing, inspection, and packaging into one synchronized flow with conveyor and material handling.
View Details
Full Plant Integration
Turnkey Automation Systems
Whole-line responsibility from layout and build to installation and operator training. One accountable partner instead of dealing with multiple disconnected subcontractors.
View Details4-Path Production Line Build Planner
| Decision Factor | Automated Assembly Line | Robotic Production Line | Automated Production Line | Turnkey System |
|---|---|---|---|---|
| Output volume | Medium–high | Medium, variable | High, steady | Any (scoped to need) |
| Product mix | Low–medium variants | High mix / 40+ variants | Single / few variants | Any |
| Typical stations | 4–10 | 2–8 robot cells | 8–20+ | Full plant section |
| In-line QC | Displacement / pressure | Machine vision | Inline gauging + vision | Full QC stack |
| Changeover | Tooling swap | Recipe / program | Minimal (dedicated) | Designed in |
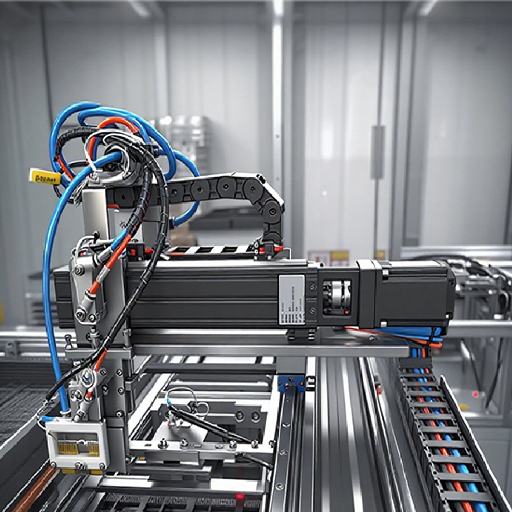
Robotic Assembly Lines: Stations, Robots and In-Line Inspection Engineer
A robotic assembly line earns its keep when product variants change faster than hard tooling can keep up. Why do 64% of procurement leaders (Deloitte-cited) name system integration as their top automation challenge? Because the robot is the easy part, the feeders, end-of-arm tooling, vision, and the control logic that ties them together are where lines succeed or stall. ZEUEE builds those layers as one system.
Read Technical Specs [ + ]
We deploy SCARA and delta robots for fast pick-and-place, six-axis articulated robots for orientation-heavy work, and collaborative robots where an operator shares the cell. A published ASSEMBLY Magazine case shows what a well-integrated robotic line reaches: two product families, 40 variants, throughput up five-fold, cycle time under 30 seconds, with a vision system letting six-axis robots handle parts reliably. Robot cells fall under ISO 10218-2:2025 (robot system integration) and cobot force limits under ISO/TS 15066, both built into our cell design, not added after.
5-Station Line Cadence Chart
Our assembly cells run a repeatable cadence. The Spirakam C40-ZY02-01 zinc-alloy joining cell is a working example: it grips three parts at once, presses them with a servo cylinder, and verifies the pressed dimension with a displacement sensor before anything moves downstream.
The 5-station cadence on a ZEUEE servo press-fit cell: feed, position, press, sensor-verify, sort.
| Station | Action | ZEUEE mechanism | In-line check |
|---|---|---|---|
| 1. Feed | Orient and present parts | Vibratory bowl + magazine feed | Presence sensor |
| 2. Position | Place into fixture | Pick-head grips 3 parts | Seating confirm |
| 3. Press / Join | Servo press-fit / fasten | Servo electric cylinder | Force + travel profile |
| 4. Verify | Confirm joined dimension | Displacement sensor | Go / no-go gauge |
| 5. Sort / Pack | Separate good vs reject | Belt + diverter | Auto good/bad sort |

Engineer Insight
“On the zinc-alloy cell we set the press to a force-and-travel window, not a fixed stroke. If a part sits 0.05 mm proud, the displacement sensor flags it and the diverter drops it, the operator never has to catch it downstream. That single check is why the line holds quality across a full shift without an inspector at the end.”
Have changing variants?
Get a robotic cell concept for your parts →
PROVEN ACROSS 9 INDUSTRIES
From 3C Electronics to Auto Parts ManagerEngineer
ZEUEE has built lines for building door and window hardware, 3C electronics, aerospace electronics, precision electronics, warehousing and logistics, auto parts, medical, toys, and new energy. Across 20 years and more than 10,000 delivered cases in 30+ countries, the same pattern holds: the line that pays back fastest is the one matched to the work, not the one with the most robots.
 CASE STUDY INSIGHT
CASE STUDY INSIGHT
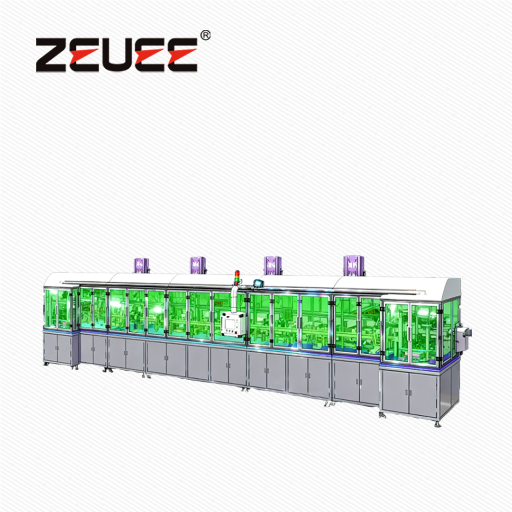
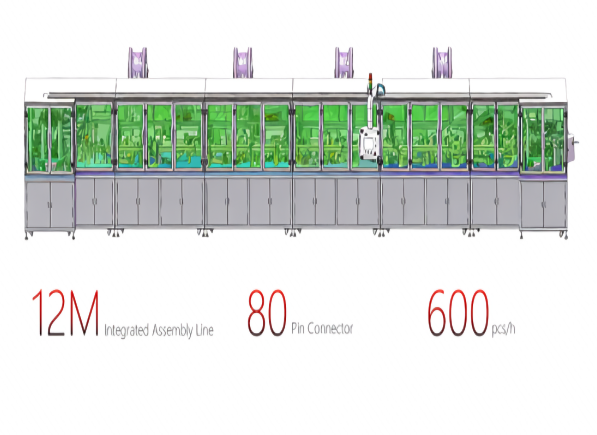
ZEUEE automated assembly line for automotive connector production
A ZEUEE automated line for automotive connector assembly, one of nine industries served.
ROI / TCO Outlook (industry benchmark)
ZEUEE doesn’t publish a single ROI figure because payback depends on your labor cost, volume, and shift pattern. What the industry data support, and what we model with you:
Figures are industry benchmarks (oxmaint, Wiss, peer-reviewed studies), not ZEUEE per-project measurements. We build your specific model in the Payback Worksheet below.
Real lines we’ve built show the range. A zinc-alloy assembly cell holds 10–13 pieces per minute with one operator loading magazines. Our family of dedicated assembly machines covers the same logic across applications: a DC wire production line, a rotary-buckle packaging inspection machine, a hinge assembly machine, a pin-and-jack color-ring coating machine, a toy assembly machine, a plastic-brush assembly machine, and an aluminum-handle assembly machine.
The line study from the Pune automotive region published in Frontiers in Mechanical Engineering reaches the same conclusion we see on the floor: station balancing, not raw robot count, drives line productivity.
In new-energy assembly, lines built on this principle hold output across three shifts and 30+ export markets without an end-of-line inspector.
Want the numbers for your part and volume?
Get a payback estimate based on your output
Procurement Guide
Turnkey Automation Solutions:
From Line Design to Unmanned Factory
The most expensive mistake in automation buying is assuming a component maker sell you a finished line. Many robot-arm vendors ship hardware only, and buyers lose months afterward hunting for a system integrator to make it run.
ZEUEE removes that gap: we’re the integrator and the builder, so a turnkey automation solution arrives as one working line with one point of accountability.
ISO9001 System
SRDIEnterprise
150+Patents
20KSq.M Base
Hi-TechNational Ent.
DemoPatent Ent.
The Single-Source Turnkey Model
Turnkey automation involves more than shipping a robot: we own layout design, mechanical build, control and HMI programming, vision and sensor integration, installation, and operator training.
Lines are engineered as complete robot systems under ISO 10218-1:2025, with the whole-cell risk assessment that ISO 10218-2 requires, and built under our ISO 9001:2015 quality system.
For buyers moving toward an unmanned factory, that single-source model is what makes data, traceability, and central control consistent line to line instead of stitched together from mismatched vendors.
Audited & Trusted By: AVIC, China Shipbuilding, GAC Group, Corning (USA), Hunter, TE, Sumitomo (Japan), LEGO (Denmark), TCL, SONY, and Foxconn. Unlike a component vendor that stops at the robot, ZEUEE engineers, builds, and certifies the full line under one ISO 9001 system with 150+ patents behind it.
>> 360° Quality Certification Matrix <<











ProcurementManager
Procurement Guide: Lead Time, Pricing Factors and After-Sales
Two procurement realities decide whether an automation project lands on budget. First, lead time is a strategic risk, not a purchasing detail, long-lead components like robot arms can take months, so a credible builder plans the critical path around them from day one. Second, quotes that can’t be compared cause bad decisions; when every vendor formats scope and warranty differently, the cheapest line on paper is often the most expensive in service.
A medical-device buyer comparing three quotes found the real gap was scope, not price: our quotation included the installation and operator training the cheaper bid had quietly dropped.
We quote scope, not just a number.After-sales is part of the line, not an add-on: installation, operator training, spare-parts support, and remote troubleshooting are scoped into delivery. Supplier quality is assessed against ISO 9001 the same way a careful buyer would audit us, and unlike a broker reselling third-party machines, ZEUEE builds what it quotes, so the after-sales team that answers your call also engineered your line in our own 20,000 m² base. For a firm number, send your part drawing and volume.
Production Line Automation Suite
Build the line your numbers justify
Send a part drawing and target volume. ZEUEE returns a scoped line concept with the automation level matched to your production reality, not a one-size quote.
Request a Line AssessmentWhy We Build This Page
This guide reflects how ZEUEE application engineers scope a production line in practice: start from labor cost and product mix, choose the automation level the numbers justify, and verify every joined part in line rather than at final QC. The cost and payback ranges here are industry benchmarks, clearly attributed; the machine specifications come from lines we’ve built, such as our 10–13 pcs/min servo press-fit cell.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



