
Get in touch with Zeyu lntelligent Industrial Company
Automated Assembly Machines: Types, Components, Costs, and How to Choose
A buyer’s guide for manufacturing and engineering teams · Updated June 2026
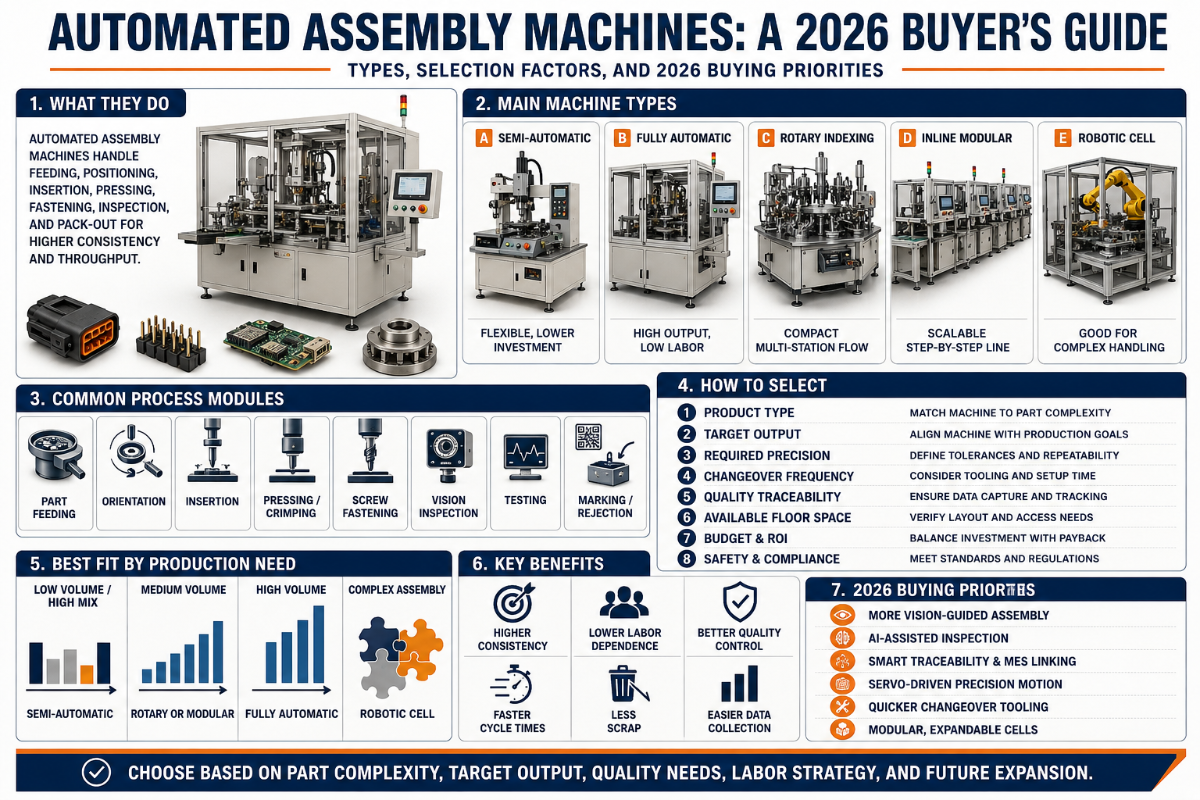
Automated assembly machines are programmable systems that join individual components into a finished product with little or no human intervention — feeding parts, moving them through a fixed sequence of stations, performing the assembly, and inspecting each unit. This guide covers the four machine types, what they cost, and how to choose the one that fits your product.
Quick Specs: A Typical Automated Assembly Machine
| Stations / cycle | 4–15 stations; 2–8 seconds per index |
| Throughput | 5–60 finished assemblies per minute |
| Footprint / power | ~2.5–12 m²; 2.5–15 kW |
| Typical capex | $150,000–$500,000 (turnkey, depending on architecture) |
| Best fit | Repetitive, multi-part products at medium-to-high annual volume |
If your line still relies on people to pick, place, fasten, and inspect the same parts thousands of times a day, you have already met the problem automated assembly machines were built to solve. This guide explains what these machines are, the four architectures you can buy, what they cost, and a neutral way to decide which type fits your product — without the vendor pitch. It is the companion to ZEUEE’s custom automated assembly machines capability page, which covers what we build; this page covers how to choose.
Short answer (TL;DR)
- Over-automation, not under-automation, is the costliest mistake — fixed lines punish high product variety.
- There are four practical architectures: rotary indexing, inline (synchronous), robotic/flexible, and hybrid.
- Compare machines on Throughput-per-Dollar, not sticker price.
- First-pass yield governs real output more than nameplate cycle time.
- Typical payback runs 12–24 months; changeover-heavy variant mixes push it out.
What Are Automated Assembly Machines?

Automated assembly machines are programmable systems that join individual components into a finished or semi-finished product with little or no human intervention. A machine feeds parts, moves them through a fixed sequence of stations, performs the assembly tasks — pressing, fastening, welding, dispensing, or placing — and inspects the result, replacing the manual assembly motions a line of operators would otherwise repeat.
Its defining trait is that the process sequence is built into the equipment, so the same quality and cycle time repeat on every unit. The U.S. National Institute of Standards and Technology treats this kind of equipment as core to systems integration in smart manufacturing.
That distinguishes a fully automated machine from a semi-automatic one, where an operator still loads, triggers, or unloads each cycle. Semi-automatic cells suit lower volumes and frequent changeovers; fully automated assembly machines earn their cost when the same product runs in large, steady quantities. In automotive plants, electronics lines, and medical device factories alike, these machines are the backbone of modern mass production. By taking over a repetitive assembly process, this machinery raises productivity across the production line and standardizes the production process — and, increasingly, it supports flexible production that mixes several product styles on one platform. Engineers file these systems under broader headings — assembly line automation, industrial automation, and robotic automation — yet all describe one shift: from manual labor and human workers toward automated systems that absorb the repetitive tasks of modern assembly.
How an Automated Assembly Machine Works: Core Components
Every automated assembly machine, whatever its shape, runs the same loop: feed → transfer → join → inspect → reject or offload. Understanding the sub-systems matters because the weakest one — usually the part feeder, not the robot — sets the real throughput ceiling.
Together these sub-systems form the automation equipment behind any automated assembly system, and the quality of the vision systems in particular drives both quality control and finished product quality. Vision-guided handling is an active patent field — see US Patent 9,259,844 on vision-guided robotic systems.
Mapped below are the components by type, what each does, and why it decides whether a build succeeds.
| Sub-system | Common Type / Example | Function | Why it matters |
|---|---|---|---|
| Part feeder | Vibratory bowl, flex feeder | Orients and presents loose parts | Most common throughput bottleneck and jam source |
| Transfer / indexer | Rotary dial, inline conveyor | Moves the assembly between stations | Sets the cycle time and station count |
| End-of-arm tooling (EOAT) | Grippers, vacuum, nest | Grips and locates each part | Determines placement accuracy and changeover effort |
| Robotic arm | 6-axis robot, SCARA, cobot | Flexible pick, place, and join | Adds variant flexibility at higher cost |
| Joining station | Press, screwdriver, welder, dispenser | Performs the actual assembly | Defines the process window and quality limits |
| Machine vision | 2D/3D camera, AI inspection | Verifies presence, position, defects | Drives first-pass yield and traceability |
| Sensors | Proximity, force, photoelectric | Confirm each step before the next | Prevent compounding defects downstream |
| Control system | PLC, HMI, SCADA | Coordinates the full sequence | Holds logic, recipes, and data layer |
| Reject / sortation | Diverter, bin, lane | Removes failed assemblies | Keeps defects out of finished stock |
| Safety system | Guarding, light curtains, e-stops | Protects operators and meets code | Required by ISO 10218 for robot cells |
📐 Engineering Note
Vibratory bowl feeders deliver close to 100% repeatable orientation, but they jam at the electromagnetic drive when parts are tangled, oily, or near-symmetric. On most builds the feeder — not the robot or indexer — is the component that caps sustained output, so budget feeder development time (and a spare bowl) before you chase cycle time elsewhere.
The Four Machine Architectures: The 4-Architecture Fit Grid
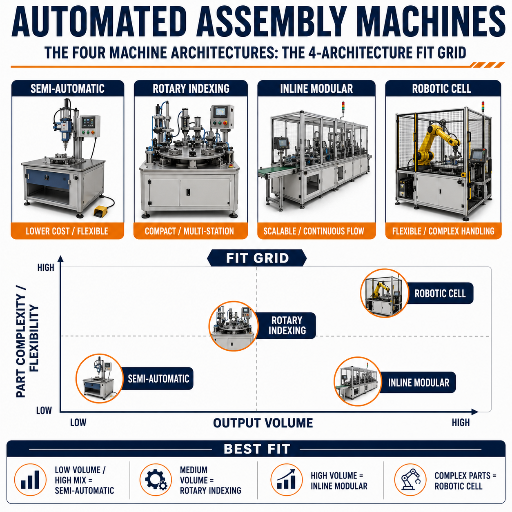
Automated assembly machines come in four practical architectures, and choosing among them is the single decision that drives cost, speed, and flexibility. Our 4-Architecture Fit Grid below maps each machine type to cycle time, station count, variant flexibility, relative capex, and the annual volume where it pays. Read it top-down by what your product demands, not by what a vendor happens to build.
| Architecture Class | Cycle / station | Variant flexibility | Relative capex | Best-fit annual volume |
|---|---|---|---|---|
| Rotary indexing (dial) | 2–8 s/index, 8–15 stations | Low | $$ ($350K–$500K, 4-station class) | High (1M+ parts/yr) |
| Inline / synchronous | 3–12 s, many stations | Low–medium | $$$ | High, larger assemblies |
| Robotic / flexible cell | 5–20 s, robot-paced | High | $$–$$$ ($150K–$500K) | Medium, multi-variant |
| Hybrid (indexer + robots) | Mixed | Medium–high | $$$ | Medium–high, mixed family |
Capex ranges are typical industry figures and vary with tooling, inspection, and integration scope.
That pattern is consistent: rigid architectures (rotary, inline) win on raw speed and cost-per-part when one product runs in huge volumes, while robotic cells win the moment you need to run several product styles on the same machine. Most real factories end up with a hybrid — an indexing backbone with one or two robotic stations where flexibility is worth the price. Vendors market these as assembly solutions, assembly machinery, or automated assembly equipment, but it is the underlying automation systems and automation technology that actually differ. The flexible-cell concept itself dates to filings such as US Patent 5,386,621 for a reconfigurable assembly cell.
Fixed vs Programmable vs Flexible Automation
Underneath the machine architectures sit three classic automation classes, and knowing which one you are buying prevents the most expensive specification errors. Fixed automation builds the sequence into hardware — cams, gears, and wiring — for the highest production rates at the lowest cost per part, but it cannot change products without a rebuild. Programmable automation runs products in batches and is reprogrammed between them, trading speed for changeability. Flexible automation, an extension of programmable, switches between part styles with virtually no lost production time, per the standard taxonomy described in Britannica’s account of manufacturing automation. These automation solutions span rigid automated lines through fully flexible automated assembly machinery, and matching the class to your production needs is what keeps an automatic assembly machine from becoming an expensive mistake. Sensor-guided robots can now replace fixed tooling at lower cost, as described in US Patent Application 2022/0371208.
✔ Fixed automation wins when
- One product, stable design, 1M+ units/year
- Lowest cost per part is the priority
- Cycle time must be as short as possible
⚠ Flexible automation wins when
- Several product variants share a line
- Designs change yearly or demand is uncertain
- Frequent changeovers would idle a fixed line
Robots and Cobots in Assembly
Industrial robots and collaborative robots (cobots) are what make flexible assembly possible, and the difference between them decides your safety design and budget. A traditional six-axis industrial robot is fast, strong, and fenced; a cobot is slower and lighter but can share space with operators under force and speed limits. In 2024, electronics ranked among the largest industries for new industrial-robot installations, part of a record 542,000 units installed worldwide that year according to the IFR World Robotics 2025 report. Modern robotic systems also take on material handling between stations, automated guided vehicles (AGVs) increasingly feed parts to the cell, and AI and machine learning now guide the vision that keeps advanced assembly accurate.
What are collaborative robots (cobots), and how are they used in assembly?
Collaborative robots are robots designed to work alongside people without full guarding, relying on force, power, and speed limits to stay safe on contact. In assembly, they handle screwdriving, pick-and-place, dispensing, and machine tending in cells too small or too variant-heavy to justify a fenced robot.
As of the 2025 standards revision, their safety requirements moved into the main robot standard: ISO 10218-1:2025 absorbed the former ISO/TS 15066 technical specification and now speaks of a “collaborative application” rather than a “collaborative robot,” because only the specific use — not the robot itself — can be certified as collaborative. That same revision added cybersecurity requirements, so a cobot cell specified today carries obligations a 2011-era cell did not.
“Customers ask for the fastest robot in the room. Yet the robot is rarely the constraint — the feeder and the changeover are. We size the cell around the slowest reliable feed, then add a cobot only where variant flexibility actually earns its cost.”
— ZEUEE engineering team, on specifying robotic assembly integration
How to Choose an Automated Assembly Machine: The Throughput-per-Dollar Benchmark

Choosing the right automated assembly machine comes down to three inputs — annual volume, part complexity, and variant mix — and one metric that vendors rarely quote: Throughput-per-Dollar (TPD). TPD is simply the annual count of good parts a machine produces divided by its fully loaded cost, which corrects the trap of comparing machines on sticker price alone.
A cheaper machine that yields fewer good parts can cost more per unit of real output. Calculate TPD for each candidate architecture and the right answer usually stops being a matter of opinion. This output-per-dollar discipline mirrors the systems-integration cost guidance published by NIST.
💡 TPD worked example
A $400,000 rotary line producing 1,500,000 good parts a year delivers a TPD of 3.75 good parts per dollar per year. A $300,000 robotic cell producing 600,000 good parts a year delivers 2.0. The rotary line wins on TPD for a single high-volume product — until the product splits into six variants, at which point its changeover losses (next section) drag its effective good-part count below the flexible cell’s.
Selection matrix: which architecture fits your production?
| If your situation is… | Choose | Because |
|---|---|---|
| One product, 1M+/yr, stable design | Rotary or inline (fixed) | Lowest cost per part, highest TPD |
| 3–8 variants, medium volume | Robotic / flexible cell | Changeover near zero protects TPD |
| High volume + a few variants | Hybrid (index + robots) | Speed of fixed, flexibility where needed |
| Low volume or unproven design | Semi-automatic / cobot cell | Defer fixed tooling until volume is proven |
Semi-automatic vs fully automatic assembly: which should you choose?
Choose semi-automatic when volumes are modest, the design is still changing, or changeovers are frequent, and choose fully automatic when one product runs in large, steady quantities. Jumping straight to full automation on a low-volume, high-variant product is the classic way to buy a machine that never pays back.
An honest rule from the shop floor is that in a high-mix, low-volume or contract job-shop setting, fully automated parts feeding is hard to justify; the better move is to automate the manual process around the operator — making the person the load/unload function while the machine handles the repetitive, error-prone steps.
What Automated Assembly Machines Cost — and the Changeover Tax
A turnkey automated assembly machine typically costs between $150,000 and $500,000, with a four-station rotary system landing around $350,000–$500,000 and a robotic cell anywhere from $150,000 to $500,000 depending on payload, machine vision, and the integration scope, with tooling and inspection driving most of the spread between a basic build and a complex one.
Payback follows a simple formula — Payback = Total Installed Cost ÷ Annual Net Benefit, where net benefit is labor saved plus throughput and quality gains minus ongoing costs — and industry estimates put most projects between 12 and 24 months, with cobot cells often reaching ROI in 6–12 months. But that headline math hides a cost the brochures leave out: the Changeover Tax.
The Changeover Tax
Every minute a fixed line spends switching between product variants is capacity you paid for and did not use — and the scrap from the first parts after a setup is a second, hidden charge. Run six variants with eight changeovers a day at 15 minutes each and you lose two hours of a 16-hour day, roughly a 12% capacity tax that a payback spreadsheet built on “nameplate output” never shows. Run more variants on rigid tooling and the tax climbs — which is exactly why high-mix lines drift toward flexible cells even when the fixed machine looks cheaper per part.
💡 Payback worked example
A $400,000 line removes three operator positions across two shifts. At a fully loaded labor cost of about $45,000 per position — a figure consistent with U.S. Bureau of Labor Statistics employer-compensation data — that is roughly $270,000 saved per year. Payback ≈ $400,000 ÷ $270,000 ≈ 1.5 years (18 months) — before the Changeover Tax. Add a 12% effective-capacity loss from heavy changeovers and the same machine slips past 20 months, while a flexible cell that changes over in two minutes holds closer to the original figure.
Prices and labor rates vary by region, payload, and inspection scope, so treat these as planning figures rather than quotes. What matters is including every cost category — integration, safety, training, and changeover losses — before signing, because the cheapest machine on paper is rarely the cheapest per good part.
Industry Applications: Automotive, Electronics, Medical, and Consumer
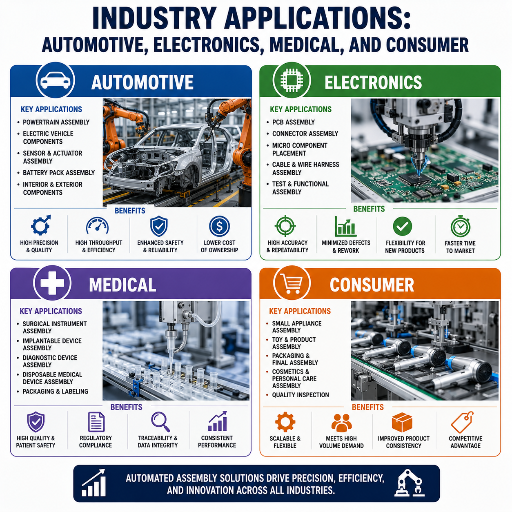
Automated assembly machines serve every high-volume manufacturing sector, but each industry pushes a different requirement to the front. Automotive demands cycle time and durability; electronics demands sub-millimetre precision and is now one of the top industries for robot installations; medical devices demand cleanroom compatibility and unit-level traceability; consumer goods demand the lowest cost per part. Each row below summarizes what a sector asks of the machine.
| Industry | Typical assemblies | Defining requirement |
|---|---|---|
| Automotive / EV | Connectors, sensors, battery modules | Cycle time, durability, traceability |
| Electronics / PCB | Components, micro-assemblies | Sub-mm precision, high speed (SCARA) |
| Medical device | Syringes, catheters, diagnostics | ISO 7/ISO 8 cleanroom, DHR traceability |
| Consumer goods | Hardware, appliances, toys | Lowest cost per part, fast changeover |
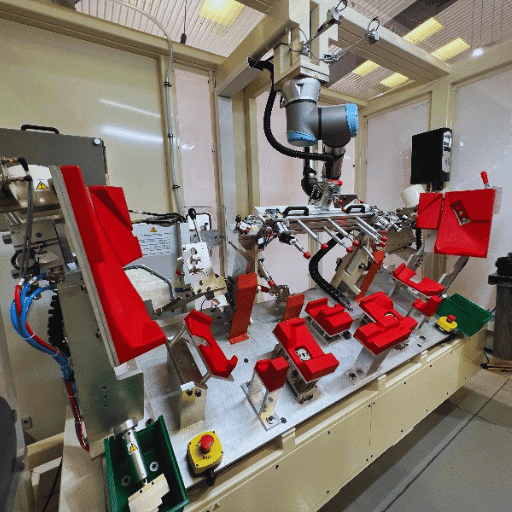
In our own builds, the defining number is rarely the cycle time. One representative example is our Handle Assembly Machine (model C22-ZY05-01): it assembles 12 parts per cycle at 5–8 pieces per minute, draws 2.5 kW, occupies a 2,800 × 1,600 × 1,850 mm footprint, and changes over in 15 minutes. For the customer, the 15-minute changeover — not the throughput — was the figure that decided the line fit their variant mix. Over two decades and more than 10,000 delivered assembly projects, that pattern repeats: the spec that wins the order is usually changeover and yield, not headline speed. ZEUEE’s machines run in plants serving customers such as TE, Sumitomo, LEGO, SONY, Foxconn, and Corning. From automotive assembly to medical device assembly, this specialized equipment supports the production systems behind modern assembly at scale — a shift the NIST Intelligent Systems Division tracks across U.S. manufacturing.
Implementation: From Spec to Ramp-Up, and the First-Pass-Yield Cliff
Building an automated assembly machine follows a predictable path — user requirements specification (URS), concept and design, build, factory acceptance test (FAT), site acceptance test (SAT), process validation, and ramp-up — and most schedule overruns trace back to underspecified requirements at the start. Yet the metric that should govern the whole project is not cycle time. It is first-pass yield (FPY), and ignoring it produces what we call the First-Pass-Yield Cliff.
The First-Pass-Yield Cliff
Effective output is nameplate speed multiplied by yield, so yield losses fall off a cliff far faster than buyers expect. As trade-press engineers put it, a fast pick-and-place machine that produces 10% defects is less efficient than a slower one running 99% FPY — the “faster” machine ships fewer good parts per hour and adds rework and scrap on top. When you compare machines, multiply quoted speed by realistic FPY before you believe any throughput number.
Commissioning also has to clear machine-safety requirements such as the guarding rules in the OSHA machine-guarding standard, which a thorough SAT confirms. That is why inspection and feeder reliability deserve as much specification effort as the robot. Automatic optical inspection, force monitoring, and disciplined process control are what hold FPY high through a changeover, and they are what let a line recover quickly when a new setup starts producing scrap. A machine signed off to a real FPY target at SAT — not just a cycle-time number — is the one that actually hits its payback. Whether it is a fully automated assembly line or a moving assembly line feeding final assembly, the benefits of automation only materialize when first-pass yield holds.
Industry Outlook: What’s Changing for Buyers in 2026

For buyers planning automation in 2026, the decisive force is no longer falling robot prices — it is a structural manufacturing labor shortage that is reshaping what to automate and how. In mid-2025, the United States carried more than 415,000 open manufacturing jobs, and industry analyses project a need for 3.8 million new manufacturing workers by 2033, with nearly 1.9 million roles at risk of going unfilled. That gap, not a market forecast, is what should drive your specification: lines are being automated to cover work people are not available to do.
An important nuance — and the honest one — is that automation moves the bottleneck rather than removing it. A 2025 USA Reshoring Survey found OEMs would reshore roughly 30% more production if domestic skilled labor existed, yet the hardest reshoring hire today is the automation and controls engineer who programs and maintains these machines. Technically, two shifts reinforce the trend: AI-driven vision is cutting scrap rates by around 30% and making flexible, variant-tolerant cells practical, while ISO 10218-1:2025 consolidates collaborative-robot safety and adds cybersecurity to the spec sheet. For market context, analysts size the assembly-automation market in the tens of billions of dollars with high-single-digit annual growth — directional background only, not the reason to buy. If you are planning a 2026 line, the action is concrete: design for variant flexibility and in-line vision now, and budget for the controls talent to run it, because the labor that built fixed lines by hand will not be there to fall back on.
Frequently Asked Questions

What are automated assembly machines?
View Answer
Automated assembly machines are programmable systems that join individual components into a finished product with little or no human intervention, feeding parts, moving them through a fixed sequence of stations, performing the assembly, and inspecting each unit. They replace the repetitive manual motions of an operator line and hold consistent quality and cycle time in any plant that builds the same product at scale, which is what makes them the backbone of high-volume, repetitive manufacturing in modern factories.
What are the four types of automation?
View Answer
Manufacturing automation is usually grouped into three classes. Fixed automation is hard-tooled for the highest volume but cannot change products easily; programmable automation runs products in batches and is reprogrammed between them; and flexible automation switches between variants with almost no lost time. Many guides add a fourth, integrated or “smart” automation, where machines, data, and control software link into one system, and your production volume and variant mix should ultimately decide which class fits your line.
What is the difference between fixed and flexible automation?
View Answer
Fixed automation builds the process sequence into hardware for the highest speed and lowest cost per part but cannot change products without a costly rebuild, whereas flexible automation can switch between part styles with virtually no lost production time. Fixed automation suits one high-volume product; flexible automation suits several variants on one line.
How much does an automated assembly machine cost?
View Answer
Most turnkey automated assembly machines cost between $150,000 and $500,000, with a four-station rotary system typically in the $350,000–$500,000 range and a robotic cell anywhere from $150,000 to $500,000 depending on station count, payload, machine vision, and the integration scope.
Are there fully automated, “lights-out” factories?
View Answer
Yes, lights-out (fully unattended) production exists, but it is far rarer than the marketing suggests and works best for narrow, stable, high-volume processes where parts feed reliably and inspection catches every fault before it compounds. Most “fully automated” plants still rely on people for setup, changeover, maintenance, and exception handling, because feeders jam, tooling wears, and variants change over time. Lights-out is the outcome of a mature, well-characterized process, not a day-one purchase you can switch on overnight.
How long does it take to design and build a custom assembly machine?
View Answer
A custom automated assembly machine usually needs several months to progress from an approved user requirements specification through detailed mechanical design, fabrication, and assembly to a fully validated production line that has cleared both factory and on-site acceptance testing, with an underspecified requirements document being the single biggest risk to that schedule.
Planning an automated assembly line?
ZEUEE designs and builds custom automated assembly machines — rotary, inline, robotic, and hybrid — backed by 20 years and 10,000+ delivered projects. Tell us your product, volume, and variant mix, and we’ll map it to the right architecture.
Why We Wrote This Guide
At ZEUEE, this guide reflects two decades of building rotary, inline, and robotic assembly machines, including real builds like our Handle Assembly Machine (12 parts per cycle, 15-minute changeover). We focused on the decisions vendors usually skip — Throughput-per-Dollar, the Changeover Tax, and first-pass yield — because those are the numbers that decide whether a machine pays back. Reviewed by the ZEUEE (Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd) technical team.
References & Sources
- World Robotics 2025 Report — Industrial Robots — International Federation of Robotics (IFR)
- ISO 10218-1:2025 Robotics — Safety requirements, Part 1 — International Organization for Standardization
- Job Openings and Labor Turnover Survey (JOLTS) — U.S. Bureau of Labor Statistics
- US Patent 5,386,621 — Flexible Assembly Cell — USPTO via Google Patents
- US Patent 9,259,844 — Vision-Guided Robotic System — USPTO via Google Patents
- US Patent Application 2022/0371208 — Robotic Gripper Apparatus — USPTO via Google Patents
- Smart Manufacturing Operations Planning and Control Program — U.S. National Institute of Standards and Technology
- Machine Guarding Standard — U.S. Occupational Safety and Health Administration
- Updated ISO 10218 — FAQ — Association for Advancing Automation (A3)
- Automation — Manufacturing applications — Encyclopædia Britannica
- US Manufacturing Labor Impact study — Deloitte & The Manufacturing Institute
Related Articles
- Custom assembly machine builds — what to send us to get a quote
- Machine vision inspection systems for first-pass yield
- Automated testing equipment for in-line validation
- Smart factory solutions and data integration
- Connector assembly machines for electronics
- Industries we serve with assembly automation


