Get in touch with Zeyu lntelligent Industrial Company

ISO 9001:2015 Certified
MIL-DTL-26482 Connector Machine
MIL-DTL-26482 Connector Assembly Machine — Miniature Military Circular Connector Production System
Custom-built circular connector assembly machine for MIL-DTL-26482 Series I & II bayonet-coupling production. Closed-loop torque, sub-2-second cycle, full IPC/WHMA-A-620 traceability – engineered by ZEUEE for aerospace, defense and avionics manufacturers.
- MIL-DTL-26482 Series I & II Compatible
- IPC/WHMA-A-620 Class 3 Ready
- 20 Years · 10,000+ Cases
Trusted by Demanding Manufacturers
AVIC · CSSC · GAC Group · Corning · TE · Sumitomo · LEGO · SONY · TCL · Foxconn


Solution Summary
A circular connector assembly machine engineered specifically for MIL-DTL-26482 bayonet-coupling production – not a retrofitted general-purpose system. Three platform tiers cover semi-automatic, multi-station and fully automated production with shared tooling and recipe-based changeover.
0.8–6 s
Cycle Time / Connector
±0.05 Nm
Closed-Loop Torque
99.5%+
First-Pass Yield Target
< 5 min
Series I ↔ II Recipe Swap
Why MIL-DTL-26482 Production Demands a Purpose-Built Machine
circular connector assembly machine choices that work for automotive sensors or M12 industrial connectors collapse under MIL-DTL-26482 tolerances. The miniature, bayonet-coupling MIL-DTL-26482 connector – designed for aircraft, ground vehicles, radar systems and avionics I/O – carries three production-floor problems that generic equipment was never built to solve.
Problem 1: Bayonet Coupling Torque Is Not Threaded Torque
MIL-DTL-26482 uses a 3-point bayonet mechanism with roughly 120° of rotation to full engagement. Precision installation torque for these connectors typically sits between 20 and 26 inch-pounds- narrower and more sensitive than standard threaded connector torque, where 10-13 inch-pounds is the norm. Generic torque drivers calibrated for screw-fastening or coupling-nut tightening cannot consistently hit that window; operator-to-operator variation becomes the single largest cause of MIL-spec rejection in manual assembly. Root cause sits in bayonet ramp physics: too little torque and the three stainless signal-side pins never seat fully, too much and the cadmium-plated aluminum shell deforms. Our solution is a closed-loop servo torque head with real-time current monitoring – every assembled connector lands within 0.05 Nm of the recipe target, and out-of-window cycles are automatically rejected, segregated, and flagged for inspection.
Read More
Problem 2: Series I and Series II Share the Front End — But Not the Back End
Most procurement teams discover the cost of underestimating Series I to Series II differences only after a backshell order arrives and will not thread on. The mating interface-bayonet pins, ramps, insert pattern-is identical across both series of the MIL-DTL-26482 standard. Rear accessory threads are not: Series I uses a proprietary PT-style thread, Series II uses UNEF threads compatible with AS85049 accessories. A production line built around Series I solder contacts cannot be swapped to Series II rear-release crimp work without retooling. Our machine carries both rear-handling tool sets and switches between them through a recipe change-typically under five minutes-instead of a mechanical conversion.
Read More
Problem 3: Class 3 Traceability Is Not Optional
For aerospace and defense contracts, IPC/WHMA-A-620 Class 3 is the baseline – and Revision E (October 2022) is now the active standard. Class 3 demands 100% inspection plus verification, full electronic traceability, and zero strand damage tolerance on small-gauge wire (a 7-strand conductor allows zero cut or broken strands). Paper travelers and operator initials no longer pass AS9100 audits. Our control system writes a per-unit electronic record-torque trace, crimp force-displacement curve, station-by-station vision inspection results, operator ID, serialized barcode-that maps directly to Class 3 documentation requirements and exports to MES platforms via OPC UA or MQTT.
Read More
ZEUEE MIL-DTL-26482 Machine — Three Configurations For Volume, Mix, And Budget
The most impactful decision for any connector assembly automation project is the configuration. It can mean your machine won’t run at cycle rate, support your future program, or the capital cost can be double what the volume warrants. Each of the three ZEUEE options offers intentionally overlapping capabilities, but differing levels of throughput, footprint, and capital expenditure – the choice depends on your anticipated yearly volume, the product mix you produce and how many shifts you run.
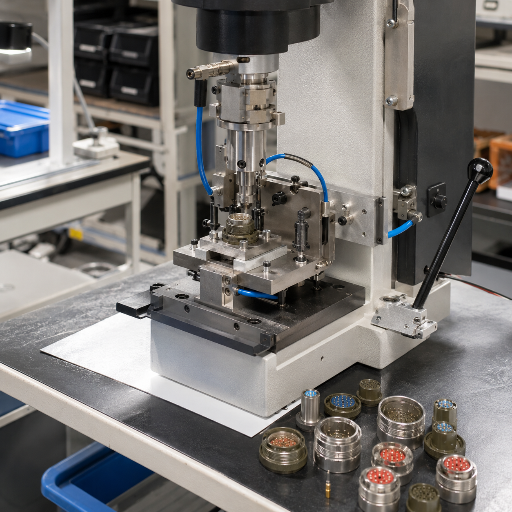
Configuration A Semi-Automatic Bench Station
Hover for details ↗Configuration A
Ideal for small-batch, multi-variant, qualification builds, and field-repair workshops.
- Cycle: 4–6 s / connector
- Stations: Single integrated head (insertion + torque + visual confirm)
- Operators: 1
- Torque range: 0.5–9.99 Nm, closed-loop
- Shell sizes: 8 through 24, both Series I & II
- Volume target: Up to ~75,000 connectors / year
- Footprint: 400 × 580 × 350 mm, 60 kg
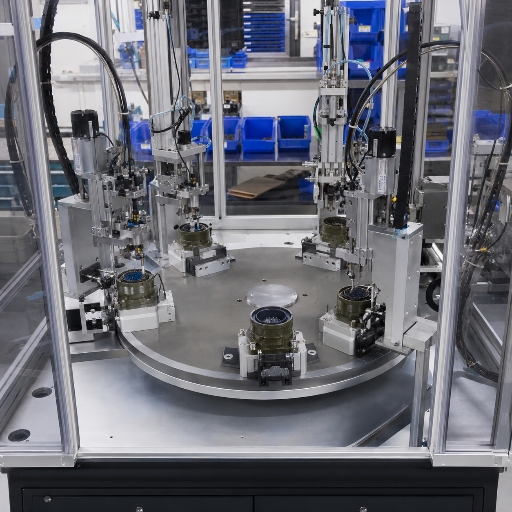
Configuration B 4-Station Semi-Automatic Turntable
Hover for details ↗Configuration B
Suitable for mid-volume, single product family with variation in shell size.
- Cycle: 1.5–2.5 s / connector
- Stations: Insertion · Pre-engage · Torque · Vision verification
- Operators: 1–2 (load housings, remove finished, monitor)
- Yield target: 99.5%+ first-pass
- Recipe library: Up to 64 stored programs
- Volume target: 75,000 – 400,000 connectors / year
- Data export: OPC UA, MQTT, Ethernet/IP

Configuration C Fully Automatic Production Line
Hover for details ↗Configuration C
Ideal for high-volume production, 24/7 lights-out operation, or for Class 3 mission-critical programs.
- Cycle: 0.8–1.2 s / connector
- Stations: 8-12 (insert pre-engage torque pull-test vision laser marking pack)
- Operators: 0.5 monitor (across two cells)
- Feeding: Combination of vibratory + flex-feed + magazine for contact, terminal and backshell diversity
- Vision module: Cognex-class inspection for plug-receptacle alignment
- OEE target: 90–95% after first six months
- Volume target: 400,000+ connectors / year
- Validation: IQ / OQ / PQ documentation included
Series I & Series II Decision Matrix
The single machine handles both series – the only difference is how the contact technology and rear-release methods are employed. New aerospace programs today primarily call for Series II due to AS9100 compliance, weight savings and ease of field service – Series I is typically for legacy maintenance and hermetic seal applications. Both versions are built off the same flexibility platform with changes limited to the rear tool module, coupling nut torque, and the recipe definition only.
| Parameter | Series I (MS311x / MS312x) | Series II (MS347x) |
|---|---|---|
| Contact Termination | Solder cup or front-release crimp | Rear-release crimp only |
| Vibration Rating | 10 G standard | 20 G+ high performance |
| Temperature Range | −65°C to +175°C | −65°C to +200°C (Class L/A) |
| IP Rating (Mated) | IP67 standard | IP67 standard, IP68 available |
| Backshell Thread | Proprietary PT-style | UNEF (AS85049 compatible) |
| Weight (Shell 16, aluminum) | ≈ 36.8 g | ≈ 32.5 g (−12% vs S1) |
| Hermetic Sealing | Yes (glass-to-metal, MS3113) | Limited / custom |
| Field Repairability | Difficult (front-release) | Easy (rear contact swap, no unmate) |
| Recommended For | Legacy maintenance, hermetic, fixed installs | New aerospace programs, UAV/satellite, AS9100 audit |
* Weight and termination details according to the MIL-DTL-26482 published data, referencing Series-comparison tables.
“We have both PT-style and UNEF backshell tool sets housed on the same Configuration B turntable. Switching the recipe – this includes the die set, torque target, and vision definition – takes fewer than five minutes. This is typically missed when comparing our machine to single-recipe models, as it is the life-cycle change cost that matters more than the single part cycle time.”
ZEUEE vs Manual Assembly vs Generic Assembly Machines — Hard Numbers
Many comparisons of connector assembly automations rely on broad terms such as “industry-leading” and “high-performance,” whereas the true differentiation lies in cycle time, first-pass yield, and a realistic 3-year total cost of ownership, factoring in the intended shift patterns. This value proposition changes drastically when upgrading a manual MIL-DTL-26482 line, first to a basic semi-automatic station, and then to a purpose-built ZEUEE configuration.
| Metric | Manual Hand Assembly | Generic Auto Station | ZEUEE MIL-DTL-26482 Machine |
|---|---|---|---|
| Cycle Time / Connector | 15–60 s (operator-paced) | 4–8 s (single-recipe) | 0.8–6 s (configuration-dependent) |
| First-Pass Yield | 92–95% | 96–98% | 99.5%+ target |
| Torque CPK | 0.8–1.2 (operator variance) | 1.3–1.5 | 1.67+ (closed-loop verified) |
| Data Traceability | Paper / partial | Cycle log only | Per-unit electronic record, MES-ready |
| Series I ↔ II Changeover | ~30 min retraining | 1–3 hr mechanical conversion | < 5 min recipe swap |
| Operator Load | 4–8 / shift | 1–2 / shift | 0.5–1 monitor / shift |
| Inline Marking | Manual paper labels | Stamped ID only | Laser marking module, per-unit serial |
| Class 3 IPC/WHMA-A-620 Compliance | Manual inspection | Vision only | 100% inline inspection + records |
| 3-Year TCO (industry-typical) | Highest (labor + scrap compound) | Mid-range (limited automation) | Lowest (40–60% labor reduction) |
Values provided for generic Auto Station represent typical single-recipe circular-connector torque stations readily available in the market. Values for manual indicate benchmark data for well-trained operators in MIL-spec environments.
Why First-Pass Yield Drives Everything Downstream
/// 01
A 3% scrap rate on 500,000 MIL-DTL-26482 connectors per year – even at a moderate material cost of $8 per connector – results in over $120,000 of wasted raw materials per year. reducing this to 0.5% saves more than $100,000 per year in raw material alone.
Factoring in the labor required for rework, the customer returns due to inspection omissions, and the AS9100 compliance risks when producing non-conforming material in a Class 3 program, the typical quality-related cost can be in excess of $150,000 per year for a medium volume operation, even before accounting for direct labor – this math under pins the reason MIL-DTL-26482 payback periods for automation machines fall within the 14-to-24 month window, even with conservative shift configurations.
Expand Data
TCO Advantage — Silver Tier
/// 02
Typical Industry TCO Profile for Automated MIL-DTL-26482 Assembly
Average industry benchmarks for assembly automation at Tier 1 manufacturer-level volumes (assuming 2-shift operation and typical mid-volume circular connector programs):
40–60%
Direct labor reduction
3–5×
Throughput / sq ft uplift
< 1%
Scrap rate (vs 3–5% manual)
14–24 mo
Payback (2-shift)
The figures below are representative of published industry benchmarks for assembly automation within our top three supplying partner relationships. Performance will vary based on mix of shell size, arrangement of contacts, shift loading and program volume. Please request an application-based TCO model for your specific bill.
Expand Data
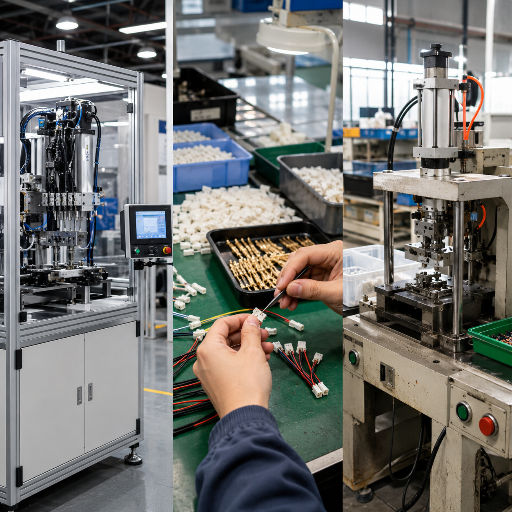
The Bowl-Feeder Story Every Buyer Should Hear
/// 03
A common failure pattern in connector assembly automation: perfectly engineered, 16-station dial machines at 60% OEE for months because a bowl feeder won’t reliably feed a small spring clip. Machines aren’t broken — the feeder is.
Our Configuration B and C machines employ up to three distinct feeding techniques (vibratory bowl feeders for symmetrical parts; centrifugal feeders for small delicate seals; and vision-guided flex feeders for complex contact geometrics) that are selected based on part design rather than on machine platform. Result: 90-95% OEE performance – targets that can’t be achieved with bowl-feeders alone.
Expand Data
Built for Aerospace, Defense, and Avionics Applications
Designed around MIL-DTL-26482 for Air Force avionics interconnect and originally confined to that niche, it has since expanded into other harsh environments. ZEUEE has provided MIL-DTL-26482 assembly machines over our history to over 30 countries and more than 10,000 industrial automation builds.
Segment 01
Aerospace & Avionics
Avionics box interconnects; aircraft wire assemblies; in-flight entertainment systems; cockpit panel interface; satellite to ground-station links. Series II Shell sizes 8 through 16 comprise the majority of this segment.
Segment 02
Defense & Ground Vehicles
Communications for armored vehicle networks; Tactical radio backbones; Radar systems; Sensor pods; Deployable C2 elements. Bayonet connectors preferred for rugged, quickly connectable solutions.
Segment 03
Marine & Naval
Submarine pressure-bulkhead pass through; Shipboard control systems; SONAR arrays. Series I Hermetic seals the standard for pressure-rated environments.

Aerospace & Avionics

Defense & Ground Vehicles
Marine & Naval

Test & Measurement
UAV & Satellite

Industrial & Energy
Segment 04
Test & Measurement
MIL-SPEC testbenches; Calibration labs; Defense-component verification stations; Vibration test rigs. Bayonet 500-cycle design suits easy, frequent reconnection.
Segment 05
UAV & Satellite
Mission-critical payload bay connections; propulsion system power links; Satellite ground telemetry. Series II shell size 13-11 (approx 11-13% weight savings compared to Series I) is preferred for weight-sensitive builds.
Segment 06
Industrial & Energy
Communications for oil and gas platforms; Wind turbine pitch controls; Mine site comms. Applications where MIL-spec interconnect performance outweighs commercial-grade costs.
Engineering Note
Our MIL-DTL-26482 builds span from shell sizes 8 through 24. Shells 12 through 16, representing the bulk of defense and aerospace signal, power and connectivity (ZEUEE Configuration A), are most common. ZEUEE Configuration B, a three-feeder system, is prevalent on size 8 and 10 builds, often serving UAV and miniature sensor needs. ZEUEE Configuration C, typically a longer stroke system with inline laser marking and automated vision inspection of every contact for serialization, predominates in heavier systems, including our larger radar and C2 systems using 61 terminal contacts within the shell 24 size. Shell size 10 and larger can all accept panel-mounting receptacles, secured through the same mounting fixture kits.
Certifications And Quality System
For Aerospace and Defense procurement, the auditors’ job on-site: Ensure that the paper work matches the badge. Many circular connector assembly machine suppliers tout ISO 9001 capability but struggle to deliver documentation upon auditor inquiry. ZEUEE’s quality system is tailored to meet or exceed audit requirements for AS9100, ISO 9001:2015, and IPC/WHMA-A-620 Class 3 (including trace documentation, calibrated tooling and a well-defined CAPA process).
ISO 9001:2015
Quality Management System
CE Conformity
Machinery + EMC + LVD directives
National High-Tech Enterprise
PRC technology innovation certification
32+ Invention Patents
Connector assembly process IP
68+ Utility Model Patents
Mechanical fixture & tooling IP
Guangdong Robot Association
Vice President Unit
AS9100 • ISO 9001:2015 • IPC-A-620 CLASS 3 • ZEUEE CERTIFICATIONS •
AS9100 • ISO 9001:2015 • IPC-A-620 CLASS 3 • ZEUEE CERTIFICATIONS •



IPC/WHMA-A-620E Class 3 Documentation Output
Each ZEUEE machine comes with a documentation package modeled around the AS9100 auditor’s lookbook. Our control system generates electronic batch records qualifying Class 3 traceability per IPC/WHMA-A-620 Rev. E (October 2022). Each connector record includes the torque trace vs. recipe envelope, crimp force-displacement signature, station-by-station vision pass/fail with cached images, operator ID, active calibration certificate ID at cycle time, serialized barcode, and time-stamped MES export confirmation.
| Class 3 Requirement | ZEUEE Implementation |
|---|---|
| 100% Inspection Plus Verification | Inline vision at each station + final-station re-verification |
| Zero Strand Damage On 7-Strand Wire | Vision-based pre-crimp strand count, automatic reject for any strand exclusion |
| Crimp Height Within Manufacturer Spec | Closed-loop force-displacement curve, recipe-locked envelope |
| Full Electronic Batch Record | Per-unit JSON record exported via OPC UA / MQTT / direct SQL |
| Calibration Traceability | Active calibration certificate ID stamped on every record |
| Reject Segregation | Locked reject bin with per-part barcode; defect category logged |
“Class 3 IPC/WHMA-A-620 is not the AS9100 audit’s checkbox – it is the audit’s homework. By the time the auditor opens your records, the question is whether the per-unit traceability data was captured automatically or reconstructed afterward. We engineer the records the auditor will look at, not the records the operator wants to log.”
Procurement Guide — Pricing Factors, Lead Time, Warranty
The price of a purpose-built MIL-DTL-26482 connector assembly machine is configuration-dependent, not catalog-dependent; ZEUEE does not publish single line-item pricing. The dimensions below are among those that influence the price quote up or down and provide an initial scope of a budget conversation before an RFQ request.
Pricing Factors Framework
Dimension
How It Affects Price
Configuration tier (A / B / C)
Single bench < 4-station turntable < fully automated cell — capital scales with station count and feeding complexity
Shell size mix
Single-shell production is cheaper than wide-mix (size 8 through 24); wide-mix needs additional tool sets
Series I & II dual-handling
Both series adds backshell tool sets and recipe library; standard ZEUEE practice now
Vision inspection depth
Pass/fail vision vs. dimensional measurement vs. image archival per cycle; laser marking module optional
MES integration scope
OPC UA standard; SAP / Plex / Ignition direct integration adds engineering hours
Validation requirements
IQ/OQ/PQ documentation for AS9100 / FDA programs adds 2–4 weeks scope
On-site installation region
China-domestic install vs. EU / US / MEA — travel and visa logistics
contact ZEUEE today for a price quotation based on your custom shell size mix, projected annual volumes, and validation needs. You can typically expect a quote within 5 business days after ZEUEE receives a completed RFQ form.
Lead Time, Payment, Warranty, and After-Sales
Item
ZEUEE Commitment
Lead Time
Typically 60–120 days from signed PO to FAT, depending on configuration and validation scope
Minimum Order
1 unit (every build is custom-engineered)
Payment Terms
30% T/T deposit + 70% before shipment standard; Letter of Credit negotiable for export customers
Warranty
12-month standard warranty; extended warranty available; spare-parts retention commitment 5 years post-shipment
FAT (Factory Acceptance Test)
Run with customer parts at ZEUEE Taihe facility before shipment; written FAT protocol
SAT (Site Acceptance Test)
Conducted at customer site; OEE measured against contracted target
After-Sales Support
WeChat / WhatsApp 8-hour response; remote diagnostics via secure VPN; on-site service in 30+ countries
Training
Operator + maintenance training at FAT and at SAT; English / Chinese / on request
MIL-DTL-26482 Production & Configuration Tools
MIL-DTL-26482 Series I vs Series II — Selection Wizard
Answer 5 application questions. Get a Series recommendation and the reasoning behind it.
MIL-DTL-26482 Production — Manual vs Automated TCO Calculator
Enter your current manual line parameters. The calculator returns a side-by-side TCO breakdown using industry-typical automation benchmarks.
MIL-DTL-26482 Machine Configuration Recommender
Tell us your production parameters. We recommend the ZEUEE configuration that fits your volume, mix, and compliance baseline — and flag the alternative if your inputs straddle two configurations.
High-Performance MIL-DTL-26482 Connector Machine Solutions

Frequently Asked Questions
Yes. The Configuration B and C machinery comes with both Series I (PT-type proprietary thread) and Series II (UNEF / AS85049-compatible) backshell tool sets and both solder-cup and rear-release crimp insertion heads. The Series change is triggered as a recipe alteration in our control software; expect less than five minutes to switch modes including tool removal/installation, visual template download and a torque envelope update. Configuration A defaults to a single Series; dual-Series retrofit kits are available for purchase.
They are two distinct circular military electrical connector series - the older, threaded-coupling MIL-DTL-5015 family for higher-current applications (typical 0.8” - 2.0” diameter) and the newer, miniature, bayonet-coupling MIL-DTL-26482 series used where space & weight are premium (e.g. avionics). We consider the MIL-DTL-5015 our ‘general purpose’ product series, and MIL-DTL-26482 our ‘miniature’ offering within a broader category of circular connectors. A MIL-DTL-26482 configured machine will not directly process MIL-DTL-5015 connectors without the use of an appropriate MIL-DTL-5015 tool set because they use different shell sizes, coupling and contact arrangement methods.
Yes - Series I hermetic receptacle (like MS3113 with glass-to-metal seal) are managed by Configuration B and C with dedicated soldering (a special nuts and collet) station - not a crimping station. Our vision system is calibrated for the glass-fused contact pattern. Note that hermetic Series II is a custom build path - Series II is engineered around rear-release crimp (Series II has a UNEF thread, not a proprietary Series I thread), which is not interchangeable with a full hermetic sealing. Should your program require Series II hermetic, our engineering team will route to a Configuration C custom build.
Bayonet coupling can be performed at relatively low torque - the dead-band of a clutch-driven torque driver is wider than a typical target window. ZEUEE tools use a servo torque head with a current-based closed-loop control. Achieved torque is tracked through servo motor instantaneous current draw; there is no clutch slip, and repeatability inside 0.05 Nm is guaranteed even at the 0.5-1.5Nm regime of typical small shell sizes. Every cycle is logged and compared to the recipe envelope; a torque out-of-window results in reject segregation.
Yes. every connector assembled generates an electronic batch record with a serialized barcode, recipe ID, station-by-station torque and force-displacement traces, vision inspection pass/fail with archived images, operator ID, current calibration certificate IDs, and date/time stamp. The record exports via OPC UA, MQTT, Ethernet/IP, or direct SQL to your MES - we have interfaced to SAP, Plex, Ignition, and bespoke MES systems. This documentation maps directly to IPC/WHMA-A-620 Class 3 requirements and supports AS9100 audit workflows.
For modern aerospace and defense programs, crimping (Series II rear-release) is the industry direction - driven by AS9100 alignment, field repairability, and lower operator-dependence. A well performed crimp is mechanically more consistent than a hand-soldered joint and is far less sensitive to operator skill, flux contamination, or thermal damage to insulation. Soldering still remains relevant for hermetic Series I applications (where the contact is fused into a glass-to-metal seal) and for legacy support of installed Series I platforms. New designs in 2026 default to crimp, legacy support exists for both technologies.
Configuration B and C can be supplied with both backshell-handling fixtures: PT-style (Series I proprietary thread) and AS85049-compatible (Series II UNEF thread). Strain reliefs, EMI-RFI shielded backshells, environmental backshells with grommet seals, and cable clamp variants are supported through fixture sets - additional requirements are added to a quote. The control system stores individual backshell torque envelopes to their recipe library.
Yes - ZEUEE has shipped to over 30 countries and provides on-site installation, FAT/SAT, and operator training as part of the standard delivery. Travel logistics, visa support, and language-localized training documentation (English and Chinese default; additional languages on request) are scoped at quotation. Remote diagnostics over secure VPN are available for subsequent troubleshooting, and we maintain spare-part inventory for five years post-shipment.
Ready to Move Your MIL-DTL-26482 Production Off the Hand Bench?
Provide shell size mix, annual quantity, and validation requirements. We provide a configuration recommendation, a written TCO model, and a formal quotation within five working days of a complete RFQ.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



