Get in touch with Zeyu lntelligent Industrial Company

Automated Production Line Solutions — Turnkey Custom Automation Machinery
ZEUEE defines, builds, and commissions complete automated production lines for 3C electronics, auto parts, medical, hardware, new energy, whatever your product—built to your sales takt time and your factory.

20 yrs
since 2005
10,000+
lines & cases built
150+
R&D patents
30+
countries served
ISO 9001
:2015 certified
±0.02 mm
typical line repeatability
The Real Cost of Manual & Semi-Automated Production Lines
The Hidden Margin Killer
An automated production line earns its way on your floor by tackling the one number nobody talks about but quietly steals your margin—labor as a percentage of unit cost. In discrete manufacturing, direct labor makes up about 20-40% of your total process cost. And in recent years, it’s come under siege faster than productivity efficiencies.
That gap is the problem. When wages climb but output per labor hour plateaus, every manual station becomes a fixed tax on each unit you deliver.
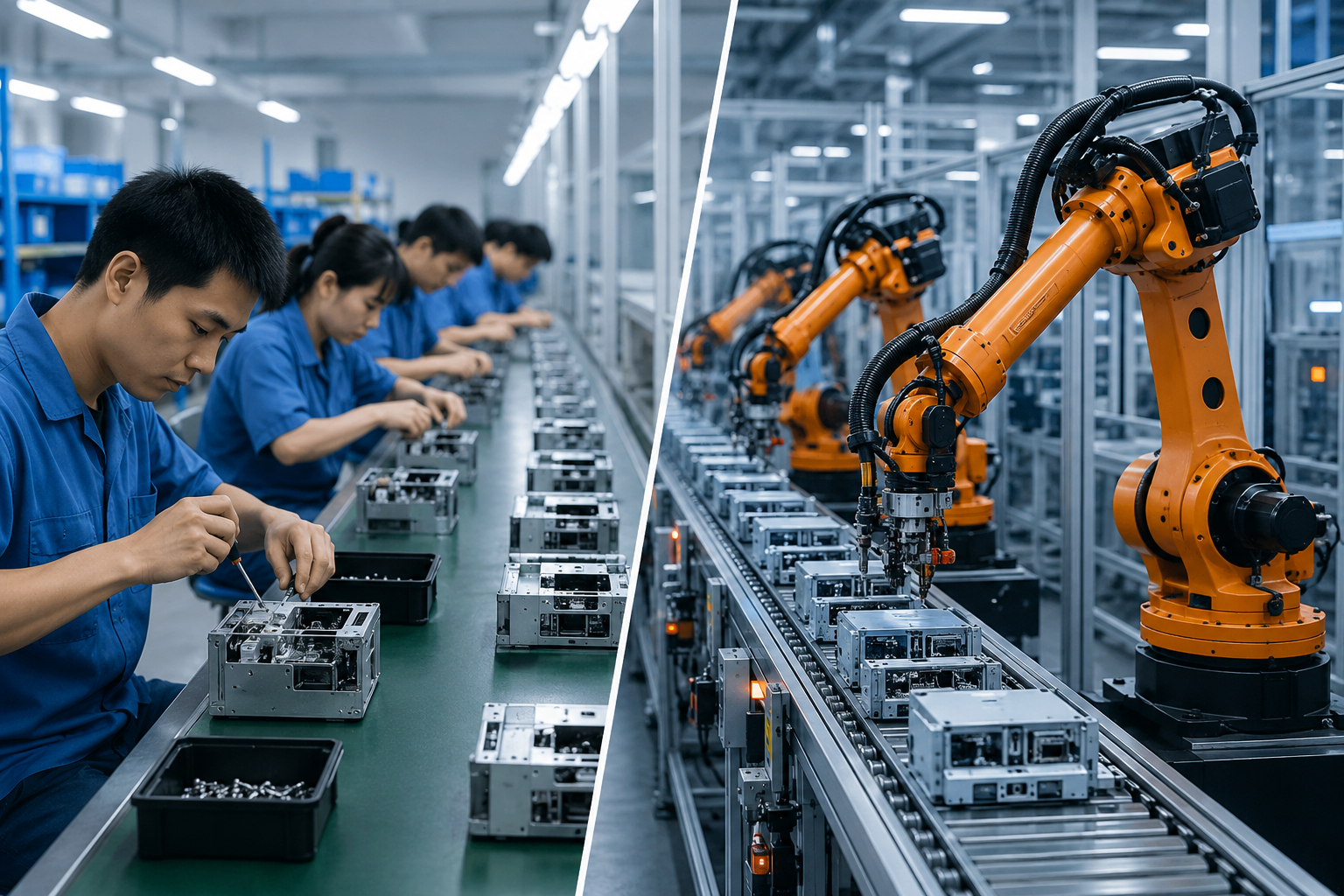
Manual cells plateau on throughput; a published robotic-assembly case increased from ~30 to ~55 units/hour with line automation.

Quality drifts from shift to shift—cut a single robotic instance from 2.5% defects to 0.2% once automated stations removed human variation.
Idle time is hidden inside a manual line; connected automated cells experience up to 50% less unplanned downtime, 20-40% longer machine tool life.
Structural Accountable Systems
The root cause is structural, not effort based. Manual lines rely on attention that fatigues and drifts; production line automation sets the cycle, the torque, and the inspection baseline into the machine instead.
That’s what an automated production line is in practice: a synchronized chain of automated stations- feeding, assembly, inspection and material transport—for a process that needs nearly human intervention. ZEUEE designs that chain as one accountable system—not a pile of independent machines.
Beyond the labor savings, a manual production process leaks product quality in ways that only reveal themselves later—via field returns and warranty claims. Dasluitend inspection—now helped along increasingly by artificial intelligence and machine vision—identifies the defect at the station, before it reaches your customer. That shifts the economics twice: on the labor line, and on the cost of poor quality.

The three losses automation removes:
Labor variation (fatigue/shifts), escapes (defects reaching customers), and idle time (unbalanced stations). An integrated line solves all three in a single investment.
Why “we’ll automate later” costs more: Most manufacturing capacity sits underutilized; waiting rarely eliminates disparity. Data (U.S. 2007-2019) shows manufacturing labor growth at ~0.1% (BLS/NIST MEP).
Line Automation Readiness Scorecard
Not every process line warrants automated first. Before we recommend a quote, we give six factors a line must score to repay its investment—rapidly, as opposed to sitting idle for volume.
| Process Factor | Lower Readiness | Higher Readiness |
|---|---|---|
| Annual volume | <50k units | >200k units |
| Labor share of unit cost | <15% | >25% |
| Defect / rework cost | Negligible | Material |
| Product mix | One-off bespoke | Family of variants |
| Changeover frequency | Rare | Frequent (flexible cell wins) |
| Process stability | Still changing weekly | Frozen design |
Score three or more factors high and a full automated line will likely pay for itself fastest. Lower the levels and often we suggest a hybrid first, combining automated stations in high volume areas and including cells over time.
Want your line scored? Book a Free Line Automation Audit[SYS-01] OVERVIEW
ZEUEE Automated Production Lines — Line Types & Configuration
While one might believe the contrary: for markets characterized by a great amount of variation, or if a production line must be changed with great frequency; it is considered that the costliest deception that the manufacture would not be the subject to it’s own automate process, on the other side of that is that automation equipment can be reconfigured at all times.
For this reason it will become important to determine a specific architecture that best meets the volumes and variation within a system – not if they may be automate process enabled. To manufacture the highest variation with specialized machinery, there are five tried and true methods that we design on.
[ARCH-02] CORE ARCHITECTURES
Five line architectures we build
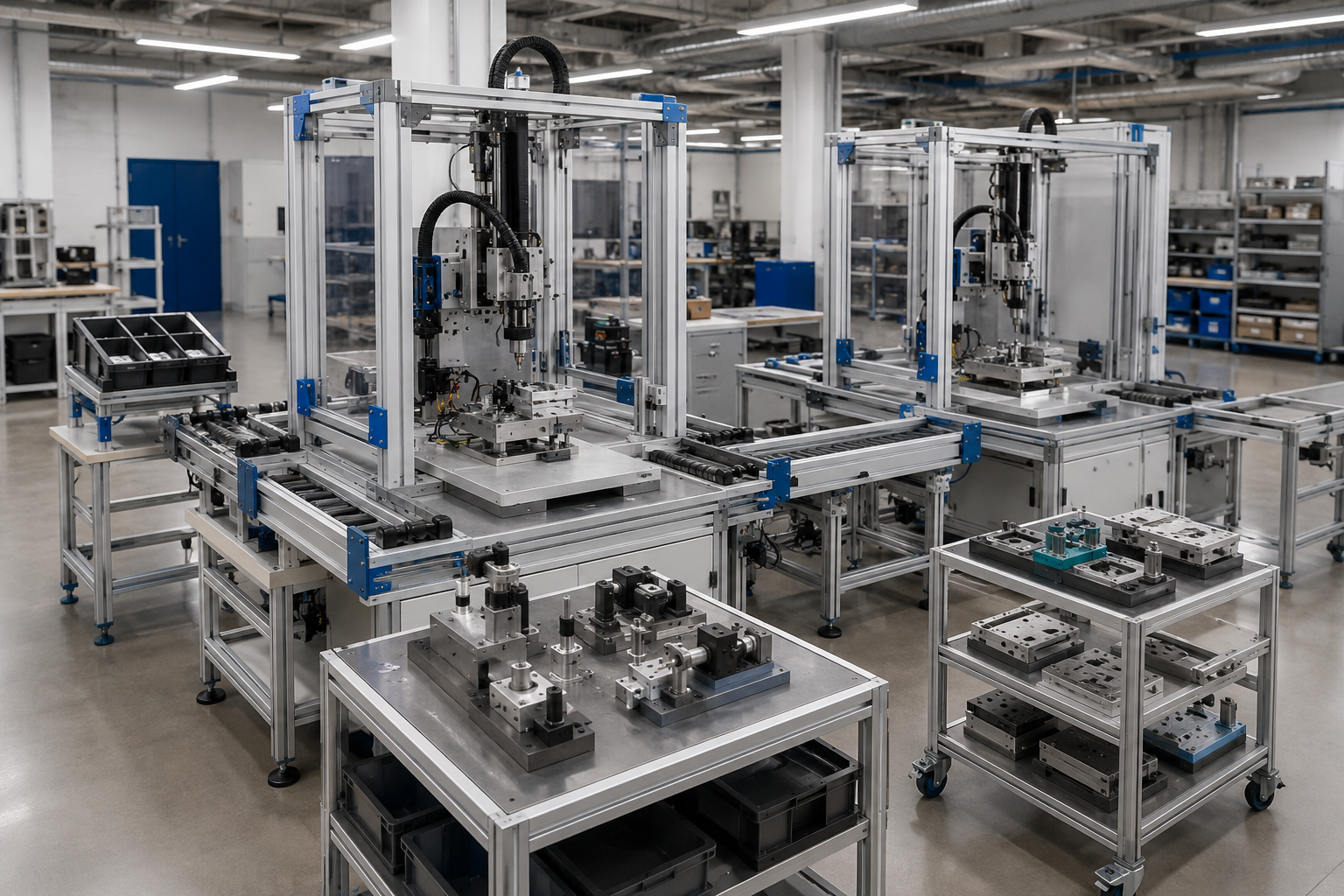
Flexible modular cell
Re-orderable cells + quick-change tooling
BEST-FIT: High mix, frequent changeover, evolving products

Inline (synchronous)
Stations linked by conveyor at fixed takt
BEST-FIT: High volume, low mix, stable design
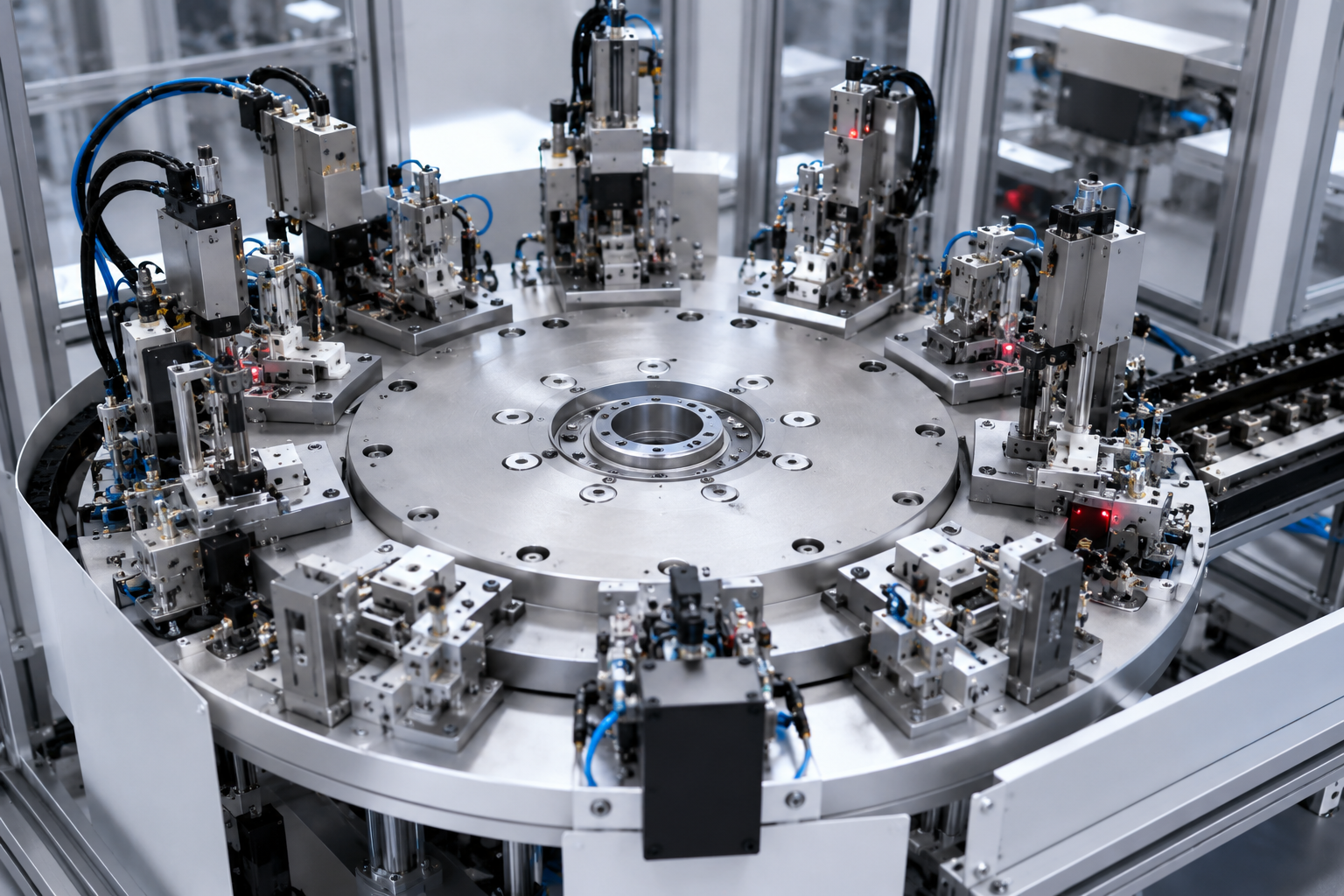
Rotary / indexing dial
Cam/servo dial, 6–24 stations
BEST-FIT: Small parts, fast cycle <3 s, compact

Fully robotic line
6-axis + SCARA + machine vision
BEST-FIT: Complex motion, heavy or precise handling

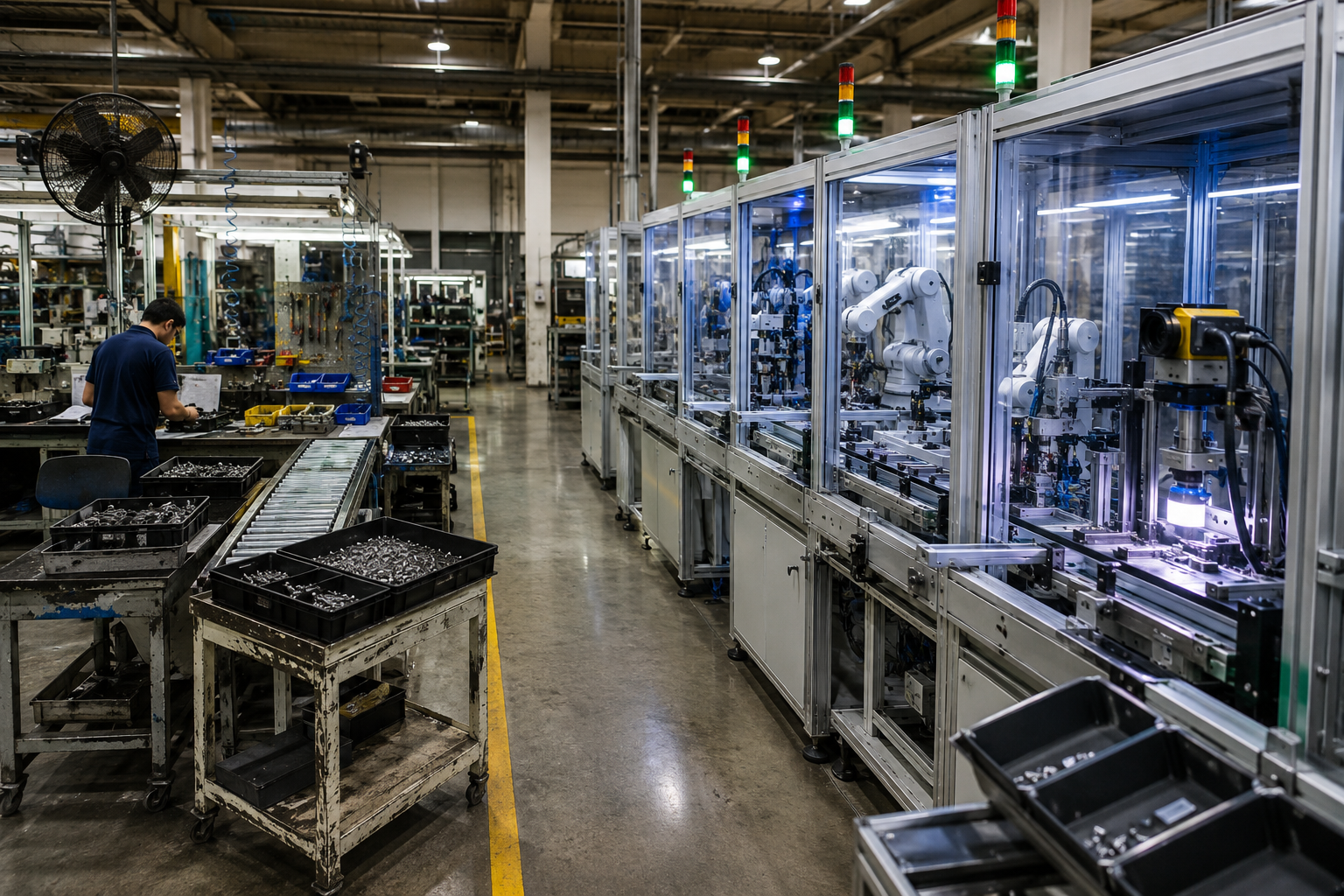
Hybrid manual-automated
Operators at judgment steps, robots at repetitive tasks
BEST-FIT: Mid volume, phased automation budget
A singular production line, which includes feeding mechanisms to automatically supply line parts, assembly and dispensing units and any number of testing stations, would represent a collection of line segments operating in conjunction with individual takt times and cleanly integrating together as production line, rather than merely as the union of disconnected devices.
[SYS-03] PROCESS INTEGRATION
Fixed, programmable & flexible automation — your line blends all three
Each machine of the automated production line lineup comprises these 3 classes of automation devices, which may be selectively combined into a single line. The proper combination of machinery will blend all three types, from fixed components with consistent volumes up to automation and Programmable automation models where either process flexibility is required for batch rotation or product variant alternation in the future.
When a facility has high demand on product volume, its fixed, automation line machinery with specific toolings-the lowest unit price at the price of decreased flexibility, but which will remain unaffected by any products-will ensure the efficiency for which they were designed.
Where changeover times range from medium to short on product batches, PLCs will be configured, controlled remotely by machine vision, and used for many product volumes throughout the year to support and maintain efficient workflow on programmable automation machinery.
Designed for changeover of products within the course of several minutes, the modular construction of the flexible automation provides for product variation to ensure the best balance across products produced in a mixed or varying product environment.
ZEUEE design incorporates the most favorable composition of all machinery required, including any possible product variant requirements you foresee for the future of your operation, ensuring a product for many years to come with the option of automate customization. A shared control backbone integrating servo motion with machine-vision inspection-along with other standard elements such as PLC and HMI operator screens – controls the operation of each line to provide consistent safety controls, traceability standards, and overall management, a whole-line approach that single-machine vendors skip.
[DATA-04] CONTROL & TRACEABILITY
Data & traceability built into the line
Machine vision ensures a verifiable production process by logging every part inspected, machine-based sensors accurately time stamp and tag operations as performed by station, and sensors manage the work-in-process and assembly workflow of parts moving through the system – all ensuring that quality and ERP are furnished with the product-level traceability that can otherwise be considered inaccessible within systems that do not provide complete insight of “active” or “inactive” operations.
If structural damage is inherent to rigid assembly line configurations-because such an arrangement often renders much of the system’s fixtures unusable-ZEUEE has a solution. We design and build each automation with anticipation of your roadmap of product variants and production line systems include protections for ISO 13849-1.
[MAT-05] DECISION MATRIX
Decision Matrix — match the line to your numbers
| Driver | Inline | Rotary dial | Flexible cell | Robotic |
|---|---|---|---|---|
| Annual volume | >1M | 0.5–5M | 50k–1M | 20k–500k |
| Product variants | 1–3 | 1–5 | 5–30 | 3–15 |
| Cycle time | 3–15 s | 0.5–3 s | 5–30 s | 4–40 s |
| Changeover | hours | 30–90 min | <15 min | 15–45 min |
| Footprint | large | compact | modular | medium |
This column illustrates example configuration possibilities and these figures provide a frame for further considerations made by any line’s Design Audit. Designs by ZEUEE take into account of the latest in automation methods, such as those outlined in US20180276595A1 for autonomous lineside part feeding and CN115072284A for smart-factory mobile feeding.
Automated vs Semi-Auto vs Manual — Performance & Cost Comparison


3-Mode Line Economics Table
| Dimension | Manual line | Semi-automated | Full automated line |
|---|---|---|---|
| Throughput (illustrative) | ~30 units/hr | ~40–45 units/hr | ~55+ units/hr |
| Defect rate | ~2.5% | ~1% | ~0.2% |
| Operators / shift | 6–10 | 3–5 | 1–2 (supervisory) |
| Repeatability | operator-dependent | ±0.1 mm | ±0.02–0.05 mm |
| Labor share of unit cost | high (20–40%) | medium | low |
| Typical payback | — | 24–36 mo | 18–30 mo |
* This comparison is sourced from a published robotic-assembly case study; metrics are industry average.


[DOC-SYS] Compliance & Standards
Engineering Credentials, Patents & Certifications
An uncertified production line will always add risks to the overall procurement process: a documentation hole that may slow down an audit and compromise acceptance. Our goal at ZEUEE is to plug in this gap; auditors verify, rather than simply assume compliance. With 20 years of experience in machine production and more than 150 patents, our automation machinery adheres to international machine safety regulations and a stringent, certified quality system that your auditors can and do inquire about.
Safety is integrated, not retrofitted. For control systems, we adhere to the performance levels set out in ISO 13849-1:2023 and for protective measures, we use OSHA 1910.212 General Machine Requirements.
Our Quality Management System is certified by ISO 9001:2015 and a 150+ patent portfolio (with 32 inventions and 68 utility patents) is integral to our machine’s design.
Need the paperwork for your audit?
Request DocumentationProcurement Guide — Pricing Tiers, Lead Time & Global Support
Because labor runs 20–40% of unit cost (per U.S. Bureau of Labor Statistics productivity data), a ZEUEE quote is scoped around how much of that labor the line removes.
Custom automation equipment is sold based on custom quoting and does not fall into predefined catalog item prices, which ultimately leads to product prices that vary based on individual line specifications and requirements, not just model numbers. Instead of one number for everything, here is a list of variables that impact the final product cost.
[SPEC-01]
What drives an automated line quote
- Line scope – Number of assembly/production stages, level of automation (semi to full) and overall length of the assembly line will directly affect cost.
- Line complexity – Number and types of robots/robot used, depth of inspection/vision required and specific tolerances needed will drive expenses.
- Line flexibility – Number of variants supported and speed of transition, for which more flexible and modular cells often have higher initial price points.
- Integration – Connectivity requirements with other systems such as MES and ERP, and compliance needs regarding product traceability.
- Certification – Global destination-market safety requirements and certification standards.
[CTRL-02]
What to confirm before you sign
- Requirements: We begin by considering acceptance criteria, making clear written agreements of your pass rate (FAT & SAT), yield and up-time from the out-set.
- Spares & support – identify your spare part kit, turnaround time and availability of remote-diagnostics access for your country.
- The accompanying documentation – such as electrical drawings, PLC/HMI program backup and the safety conformity files for your auditors.
- Scope of the training, including maintenance and operating requirements at site as well as remotely.
[SYS-INTEGRATOR]
OEM vs system integrator — choose by complexity
When purchasing one machine, it is more often the case for buyers to rely on original manufacturers; in cases where a line requires more than one machine and the machines will share the same system of controls, an assembly line integrator who offers lifelong support is the most reliable option. ZEUEE will play both the role of assembly line designer and equipment builder, so we stand to offer a single point of contact and responsibility throughout the lifetime of your assembly lines.
Since lead times and budget will depend on the factors above, we scope the driver against your needs, instead of guessing general price ranges. The U.S. Bureau of Labor Statistics cite a median per unit labor estimate as anywhere between 20 and 40% (per productivity data), thus the price closely reflects the reduction in your unit costs and the labor associated with doing so.
Support does not stop once it is shipped. Our multi region service model with remote diagnostics ensures keeping your line running anywhere in our 30+ country domain.
[SYS-02] ENGINEERING BLUEPRINT
From Concept to Commissioning — How We Build Your Line
A line is a failure when design assumptions don’t make it to the shop floor. Our 6-Stage Production Line Automation Blueprint fills that gap, verifying cycle time and ROI prior to cutting any metal and proving the line – at our shop floor and yours.
-
01[STAGE-01]
Discovery & Line Audit
We identify what constitutes success for your line via process maps, takt time and OEE base-lines.

-
02[STAGE-02]
Concept and simulation
Line Layout, Cycle Time Simulation and a Line Specific ROI Model- The AI Design Tooling is now finding a space here.

-
03[STAGE-03]
Mechanical & Controls Design
PLC/HMI configuration, servo drive technology, machine vision, and safety to ISO 13849-1.

-
04[STAGE-04]
Build & In-house FAT
Assemble and test the machinery, running a Factory Acceptance Test (FAT) from our 20,000m premises prior to dispatch.
-
05[STAGE-05]
Installation, SAT & Commissioning
onsite install, Site Acceptance Test and controlled ramp up to full rating.

-
06[STAGE-06]
Training and Global After-Sales
Operator/maintenance training plus remote diagnosis of 30+ countries.

ZEUEE Automated Production Line Engineering & Diagnostic Tools
[SYS-TOOL-01]
Line Automation ROI Calculator
Quantify your capital deployment recovery, unit cost reductions, and efficiency payback timelines based on independent productivity data.
Launch ROI Calculator →
[SYS-TOOL-02]
Line Automation Readiness Scorecard
Benchmark your manufacturing process against 6 critical viability factors to determine automation suitability before generating quotes.
Evaluate Line Readiness →
[SYS-TOOL-03]
Production Line Configurator
Scope staging parameters, robotic integration levels, and custom layout footprint configurations customized to your specific part architecture.
Configure Production Line →DATA-FAQ MATRIX
FAQ — Frequently Asked Questions
Technical specifications, integration parameters, and deployment metrics for ZEUEE automated lines.
It is a synchronized set of automated stations — feeding, assembly, inspection, and material handling — that manufactures a product with minimal human intervention. Unlike a single standalone machine, the stations share one control layer, so a part flows from raw input to finished, inspected output without manual hand-offs between steps. ZEUEE builds that whole chain as one integrated system with shared PLC control, machine-vision inspection, and part-level traceability, rather than wiring together a set of separate vendors’ boxes.
Yes. The belief that high-mix work can’t be automated is a myth — flexible, modular cell lines are designed for exactly that, with sub-15-minute changeovers in many configurations.
Industry studies put it around 18–36 months, driven by labor, scrap, and downtime reduction. Your specific payback is modeled during the Line Audit rather than promised up front.
Yes. As both builder and system integrator we tie the line into existing machines, conveyors, and MES/ERP, with data and traceability flowing through one control layer.
Every line is FAT-tested in-house before it ships, then SAT-tested and commissioned on-site so problems surface in our plant, not yours. After ramp-up, a multi-region service model plus remote diagnostics cover our 30+ country footprint, and because the engineers who designed your line also service it, support calls reach people who already know your configuration.
Yes. Hybrid lines automate the repetitive stations first, then add cells as budget allows.
Control systems target ISO 13849-1 Performance Levels, guarding follows OSHA 1910.212, and robot safety aligns with ANSI/RIA R15.06. Destination-specific scope is confirmed in design.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



