Get in touch with Zeyu lntelligent Industrial Company

ISO 9001:2015 CERTIFIED
Custom Automation Equipment
Custom Automation Equipment — Non-Standard Machine Building by ZEUEE
One engineering partner for five build capabilities: assembly machines, vision inspection, automated testing, robot integration, and smart-factory lines. Twenty years of non-standard machine building, ISO 9001:2015 certified, 150+ patents, delivered to 30+ countries.
Custom automation equipment is purpose-built machinery engineered for one factory’s exact part, tolerance, and takt — not adapted from a catalog. Where an off-the-shelf machine cannot hit your geometry, cycle time, or quality target, we design and build the equipment that can. Where a standard machine forces you to change your part to fit the tool, a custom build shapes the tool around your part. This page maps our five build capabilities, shows where custom genuinely pays off (and where it does not), and gives you the real machine specs and procurement steps most builders keep off the page.
- Five build capabilities span assembly, vision inspection, automated testing, robot integration, and smart-factory lines
- Placement repeatability of 0.1 mm, mapped to the ISO 9283 test method
- Proven throughput of 10–13 parts/min on servo press-fit assembly (C40-ZY02-01)
- Manufacturing scale: a 20,000 m² factory, 120+ staff, and 150+ patents (32+ invention)
- Quality system certified to ISO 9001:2015, with 10,000+ machines delivered across 30+ countries
- Customers include TE Connectivity, Sumitomo, LEGO, SONY, Foxconn, Corning, GAC, and AVIC

20
Years of Machine Building
150+
Registered Patents
10,000+
Machines Delivered
30+
Export Countries
The Off-the-Shelf Gap: Why Standard Machines Stall on Non-Standard Parts
Most production stalls do not come from a bad machine — they come from the right machine for the wrong part. Off-the-shelf automation is engineered to run “well enough” across many companies, which means it assumes a standard part, a standard tolerance, and a standard cycle. When your component is non-standard — an odd geometry, a tight press fit, a mixed-material assembly — a catalog machine either rejects good parts or runs below its rated speed. That is the off-the-shelf gap: the distance between what your part needs and what a shelf product was designed to do.
That gap is where a custom assembly machine built around your part replaces three manual stations or a mis-matched catalog cell. Quality systems exist precisely to keep custom builds disciplined: we work under an ISO 9001:2015 quality management system, so “custom” never means “unproven process.”

Here is the honest version most builders will not print: custom is not always the right answer.
For a stable, standard part at moderate volume, off-the-shelf equipment usually wins on cost and lead time, and you should buy it. Industry guidance is consistent on this — standard products “remain the default choice,” and custom automation “is not always the first step.” Custom automation equipment earns its keep in a narrower band: non-standard geometry, sub-millimetre tolerances, multi-process consolidation, or volume high enough to amortize the engineering. Our engineers will tell you when you are in that band and when you are not — because a machine that ships to fit an artificial deadline, with flaws, costs more than the standard unit you could have bought instead. On that point we will not claim custom always wins; for non standard automation the trade-off between upfront cost and long-run fit is real, and naming it honestly is how trust gets earned.
[ SYSTEM ARCHITECTURE ]
The 5-Capability Build Stack One Partner, Five Capabilities
Buyers lose months stitching together separate vendors for assembly, inspection, and testing — then discover the cells will not talk to each other. The pain is integration risk, not capability shortage.
We remove that risk by designing all five capabilities in-house under one project team, so the inspection logic, the robot cell, and the assembly fixture are engineered to the same part definition from day one. This Build Stack maps each capability to a typical part or process and the outcome it drives, so you can match your application to the right starting point.

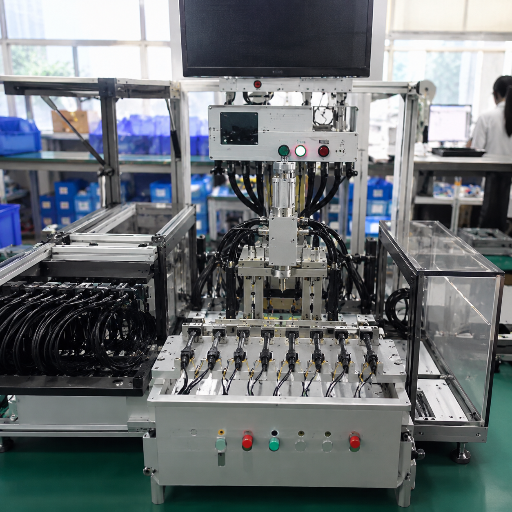
Custom Assembly Machine
- Typical part / process Multi-part press-fit, insertion, fastening
- Core technology Servo electric-cylinder press + vibratory feed
- Outcome it drives 3 manual stations → 1 cell; 10–13 parts/min
Assembly machines
Vision Inspection Systems
- Typical part / process Dimensional check, defect / surface sorting
- Core technology CCD / AI machine vision, sub-mm measurement
- Outcome it drives Inline 100% inspection, scrap caught at station
Vision inspection
Automated Testing Equipment
- Typical part / process Electrical / mechanical / insertion test
- Core technology Functional test rigs, data capture
- Outcome it drives Pass/fail traceability per unit, no manual logs
Automated testing

Robot Integration
- Typical part / process Pick-place, machine tending, material handling
- Core technology 6-axis robot cells (KUKA / ABB / Epson)
- Outcome it drives 24/7 handling without added labor
Robot integration

Smart Factory Solutions
- Typical part / process Line-wide data, MES / IoT integration
- Core technology Industrial IoT, intelligent warehousing
- Outcome it drives Real-time line data, predictive maintenance
Smart factory
Build, Buy, or Stay Manual?
The Break-Even Line
Counterintuitively, the most expensive automation mistake is not overspending — it is the opposite.
Industry data is blunt about it: “choosing based on lowest upfront price is one of the most common, and costly, mistakes manufacturers make.” A lowball catalog cell that cannot hold your tolerance is one trap. A rushed build pushed out to hit an artificial deadline is the other. Both cost more over five years than the right machine bought once. Below, the Break-Even Line shows where each option wins, using concrete decision drivers instead of a vague “it depends.”
ROI & TCO — how custom pays back
(Silver-tier framework) Return on a custom build follows a standard formula: ROI = (net annual saving ÷ total invested) × 100, and the payback period is the time those savings take to repay the build. Those savings stack from reduced labor, higher throughput, and lower scrap — and a “X-factor” like a chronic labor shortage can justify automation on top of its own.
Build-or-Buy Break-Even Line — when each option wins
| Decision driver | Stay manual | Buy off-the-shelf | Build custom (ZEUEE) |
|---|---|---|---|
| Part geometry | Any, low volume | Standard, catalog-friendly | Non-standard / mixed-material |
| Tolerance need | Loose, human-judged | ±0.2 mm typical | 0.1 mm, sensor-verified |
| Volume / takt | < ~50k/yr | Standard takt fits | Custom takt, 10–13 parts/min |
| Process count | 1 simple step | 1–2 fixed steps | 3+ steps consolidated in one cell |
| Upfront cost | Lowest | Low–medium | Highest upfront |
| 5-year TCO | Highest (labor, scrap) | Medium | Lowest for non-standard, high-volume parts |
| Labor dependency | Full | Partial | Minimal — runs unattended |
| Lead time | None | Short (in stock) | Longer (engineered build) |
| Best when | Volume is low or uncertain | Part is standard and stable | Part is yours alone, at volume |
A ZEUEE servo press-fit cell that consolidates three manual stations typically shifts a line from many operators to one supervisor; on our connector-assembly precedent, a single plug line running ~35 parts/min displaced the work of 25–30 manual workers. Exact payback depends on your wage base and volume, so we model it with you rather than quote a generic percentage。
None of the catalog builders put this break-even logic on the page, because it sometimes points away from a sale. Printing it costs us the occasional sale, but a customer who buys the right thing once becomes a repeat customer。
Run your own numbers in the Payback Estimator
→
See also our note on manufacturing productivity drivers from NIST MEP。
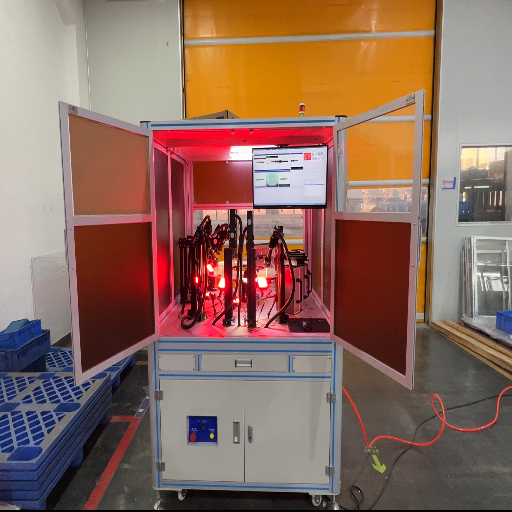
Proven on Real Parts: Machine Specs & Throughput
“Will it actually work on my part?” is the question that kills offshore custom-build deals — and most builders answer it with adjectives, not numbers. Here is a real ZEUEE machine, on the page, with its specification intact. Even a 0.1 mm positioning error can ruin a weld, misalign an assembly, or scrap a part, so precision is not a slogan; it is a tested value measured by the method in ISO 9283:1998, the standard that defines industrial-robot pose repeatability.

Performance Specifications
| Parameter | Value | Impact on line |
|---|---|---|
| Throughput | 10–13 parts/min | Three parts gripped and pressed per cycle |
| Repeatability | 0.1 mm (ISO 9283) | Holds press alignment part after part |
| In-line QC | Displacement sensor | Press depth checked every part; good/scrap sorted |
Mechanism Specifications
| Parameter | Value | Impact on line |
|---|---|---|
| Press method | Servo electric | Programmable stroke & force for fit consistency |
| Feed | Bowl + magazine | Continuous supply of both mating components |
| Buffer storage | > 3 hours | Runs unattended across a shift break |
Facility Specifications
| Parameter | Value | Impact on line |
|---|---|---|
| Footprint | 1400×900×1850 mm | Single-cell floor space, not a full line |
| Power | 2 kW | Standard single-phase shop supply |
| Air / supply | 0.4–0.6 MPa / 220V | No special facility upgrade |
“We size the servo press to the part, not the other way around. On the C40 line we lock press stroke and force in the recipe, then let the displacement sensor reject anything outside the window. That is how a press-fit holds 0.1 mm part after part instead of drifting by mid-shift.”
Lead-Time & Readiness Planner
Check what to send so your quote is accurate the first time — and skip the lowball trap.
0/5
Gather your inputs
The more boxes you can check, the tighter and faster your quote. We stage payment to project gates (concept → design review → FAT → install) so cost and schedule surprises surface early.
C40-ZY02 // Vendor Audit
Certifications & Manufacturing Scale For: Procurement (primary) · Engineering (standard applicability)
For a buyer in the US or EU, the real hesitation about an Asian machine builder is not capability. It comes down to recourse: who answers when a cell drifts, and is the quality claim real? Audited credentials answer that — plus a manufacturing base you can verify, not a logo wall. Our quality system is certified to ISO 9001:2015, and the company holds China’s National High-Tech Enterprise and Sp-Inn (SRDI) qualifications.
That customer list is first-party and checkable: ZEUEE has built equipment used by TE Connectivity, Sumitomo, LEGO, SONY, Foxconn, Corning, GAC Group, and AVIC across automotive, medical device, pharmaceutical, electronics, toy, and consumer-product production — each running as its own validated automation system. That is the difference between a builder that “claims quality” and one whose machines already run inside the plants your own buyers respect.
ISO 9001:2015
Certified quality system
150+
Patents (32+ invention)
20,000 m²
Taihe production base
10,000+
Machines delivered
30+
Countries served
120+
In-house staff











×
FAQ — Custom Automation Equipment
Choose custom when your part is non-standard, your tolerance is tighter than ~0.2 mm, you need to consolidate three or more processes, or your volume is high enough to amortize the engineering up front. If your part is standard and stable at moderate volume, an off-the-shelf machine is usually the better and cheaper choice, and we will tell you so rather than push a build you do not need. The break-even table earlier on this page lays out each driver side by side, so you can place your own part against the line before you ever request a quote.
There is no honest single number, and choosing on lowest upfront price is the most common costly mistake buyers make. Cost is driven by part complexity, number of processes, inspection grade, and integration scope. We quote against your part drawing and takt target, and stage payment to defined project gates so there are no surprises at acceptance.
Yes. We add robot-integration and vision cells around equipment you already run, sharing one part definition and data layer.
Lead time depends on process count and inspection grade. A single-station cell is faster than a multi-process line. You get a staged schedule at requirements lock, and a factory acceptance test runs before shipment, so you see the machine make your parts before it leaves our floor.
Placement repeatability is specified and tested to the ISO 9283 method, and in-line sensors verify every part rather than sampling. On our servo press-fit machines, a displacement sensor checks press depth on each cycle and sorts good from scrap automatically.
A manufacturer — we design and build in-house. Our 20,000 m² base runs 120+ staff and holds 150+ patents under ISO 9001:2015 certification, with one team owning your project from concept to commissioning.
01 / PHILOSOPHY
Why We Publish the Break-Even Line
This guide reflects how ZEUEE actually scopes non-standard automation: the C40-ZY02-01 specifications, the five-capability build process, and the build-or-buy logic come from twenty years of designing servo press-fit, vision, and robot cells for connector, electronics, and auto-parts plants.
We put the cases where standard equipment wins on the page because steering a buyer to the right machine — even when it is not ours — is how a non-standard machine builder earns a second project.
02 / SCOPING
Tools to scope your project
Three quick tools accompany this page: a labor-displacement Payback Estimator, a 5-Capability Selector, and a Lead-Time & Readiness Planner.
Use them to scope before you talk to an engineer — then Request a Quote when you are ready.
Request a Quote-
Payback Estimator
-
5-Capability Selector
-
Lead-Time & Readiness Planner
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



