Get in touch with Zeyu lntelligent Industrial Company

Equipment Specification
DC Wire Production Line — Fully Automatic DC Cable Assembly & Overmolding System
This DC wire production line is a fully automatic cable assembly line that builds finished DC cables from end to end. Feeding, cutting, stripping, soldering, CCD inspection, injection overmolding, and bundling all run in one synchronized flow. At 10–12 pieces per minute with a 0.8-second weld cycle, a single ZEUEE line stands in for a whole row of manual benches — minus the shift-to-shift quality drift.
10–12
finished pcs / min
0.8 s
spot-weld cycle / pc
4
integrated stations
100%
CCD + conduction test
28 kW
total power
30+
countries served
Industry Challenge
Why Manual DC Cable Assembly Can’t Keep Up
A DC wire is a power or charging cable with a connector welded to one end and overmolded for strain relief — easy to describe, costly to scale by hand. Manual cable assembly is labor-intensive and inconsistent, and weld quality drifts between shifts and operators. That variation is the problem your QC team catches too late, often after 30% of a batch has already moved downstream.
-
 01.Labor that won’t scale: each added unit needs another pair of hands, and skilled solder operators keep getting harder to hire.
01.Labor that won’t scale: each added unit needs another pair of hands, and skilled solder operators keep getting harder to hire. -
 02.Weld quality is the hidden risk — hand-soldered joints vary in fill and strength, so defects slip into overmolding and final test.
02.Weld quality is the hidden risk — hand-soldered joints vary in fill and strength, so defects slip into overmolding and final test. -
 03.Throughput hits a ceiling well before a high-mix order book does, which delays delivery and frustrates buyers.
03.Throughput hits a ceiling well before a high-mix order book does, which delays delivery and frustrates buyers.
The Structural Defect & The ZEUEE Integration
Why a single machine won’t fix this comes down to structure: the defects are born in the handoffs between cut, solder, and mold. ZEUEE engineers the line to delete those handoffs, so feed, weld, inspect, overmold, and bundle all run under one controller in an 8.4-meter factory footprint. For a small or medium industrial buyer, one operator then holds the quality that a whole bench team fights to keep.
That integration is the differentiator the rest of this page unpacks, station by station. Every joint is built to the same recipe on the ZEUEE production line, so consistency stops depending on who happens to be on shift.
Process Architecture
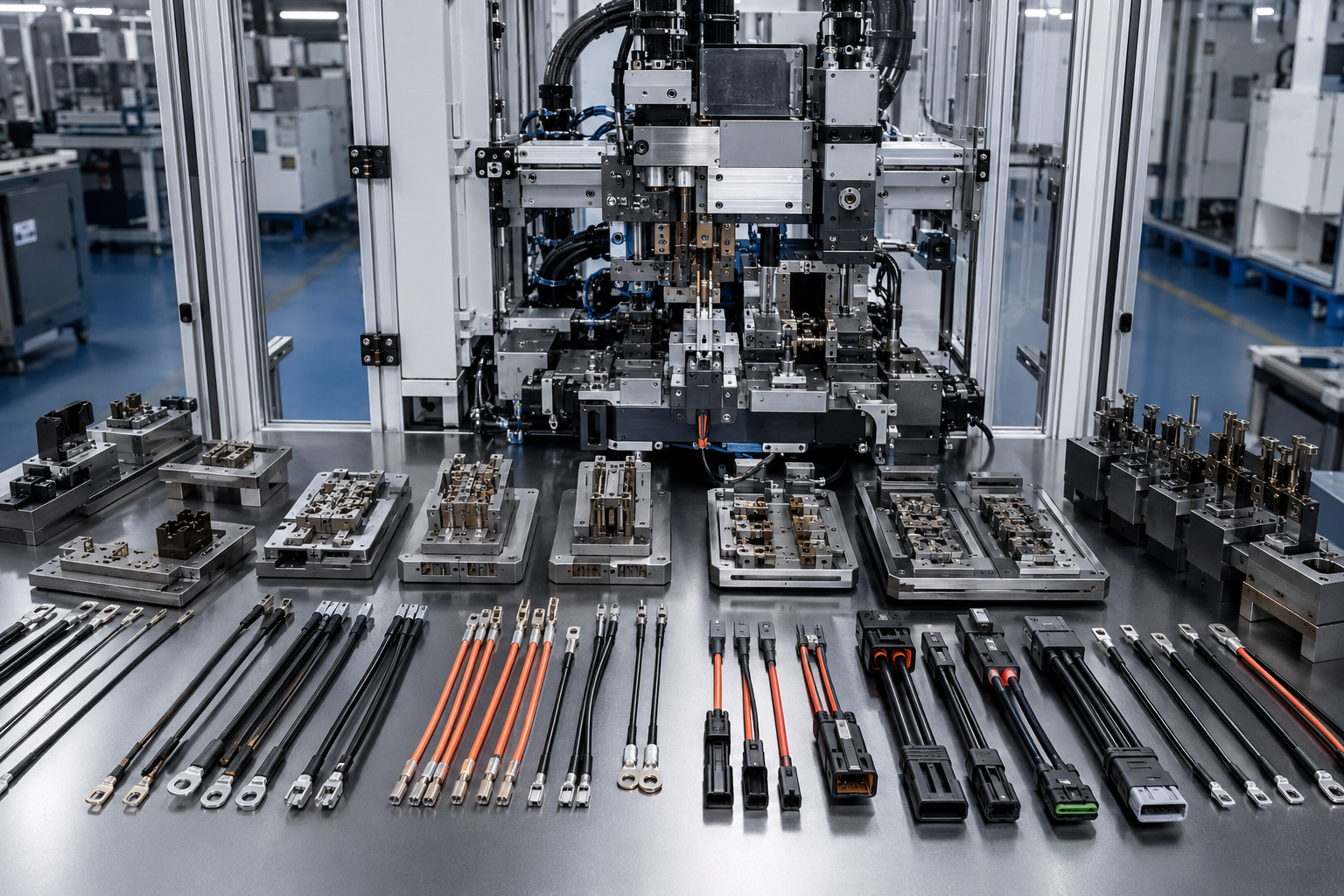
Inside the Line: 4 Integrated Stations for Automated Cable Assembly
The line follows a Feed → Weld → Inspect → Overmold → Bundle sequence, with each station handing work to the next under one PLC. No operator carries the cable between steps, which is where most hand-built defects start. Here is what each station does.
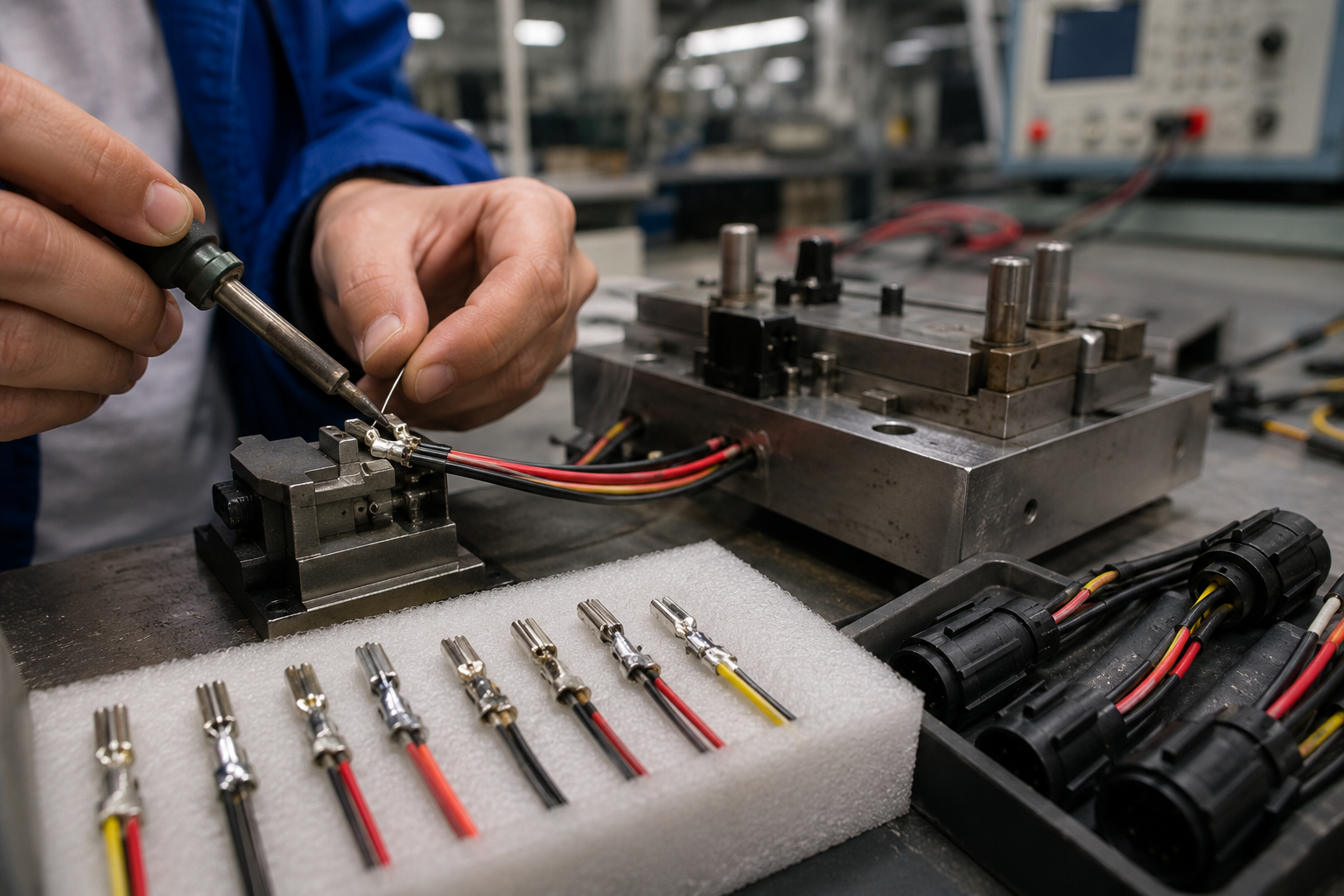
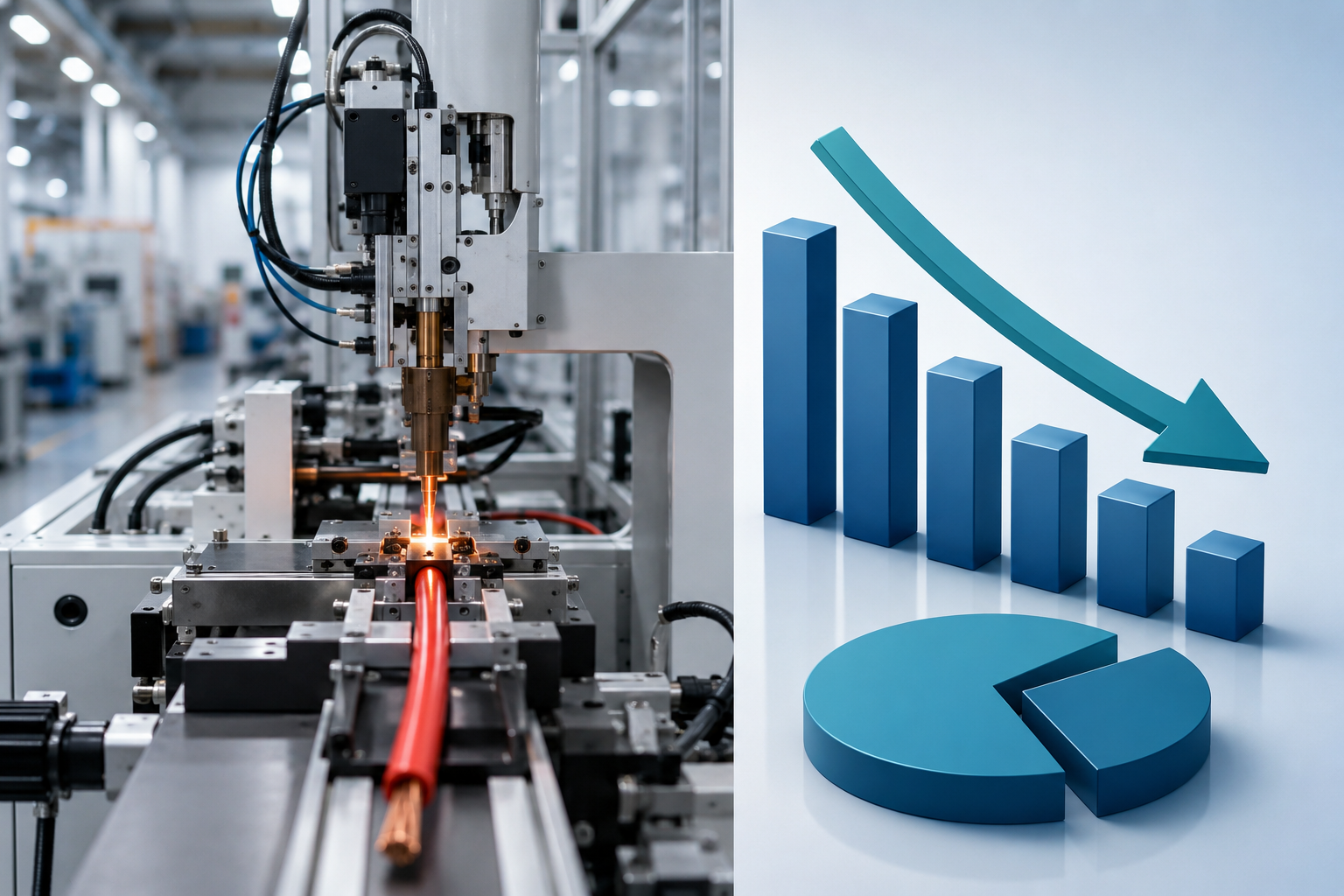
STATION 01
Feed · Cut · Strip · Weld
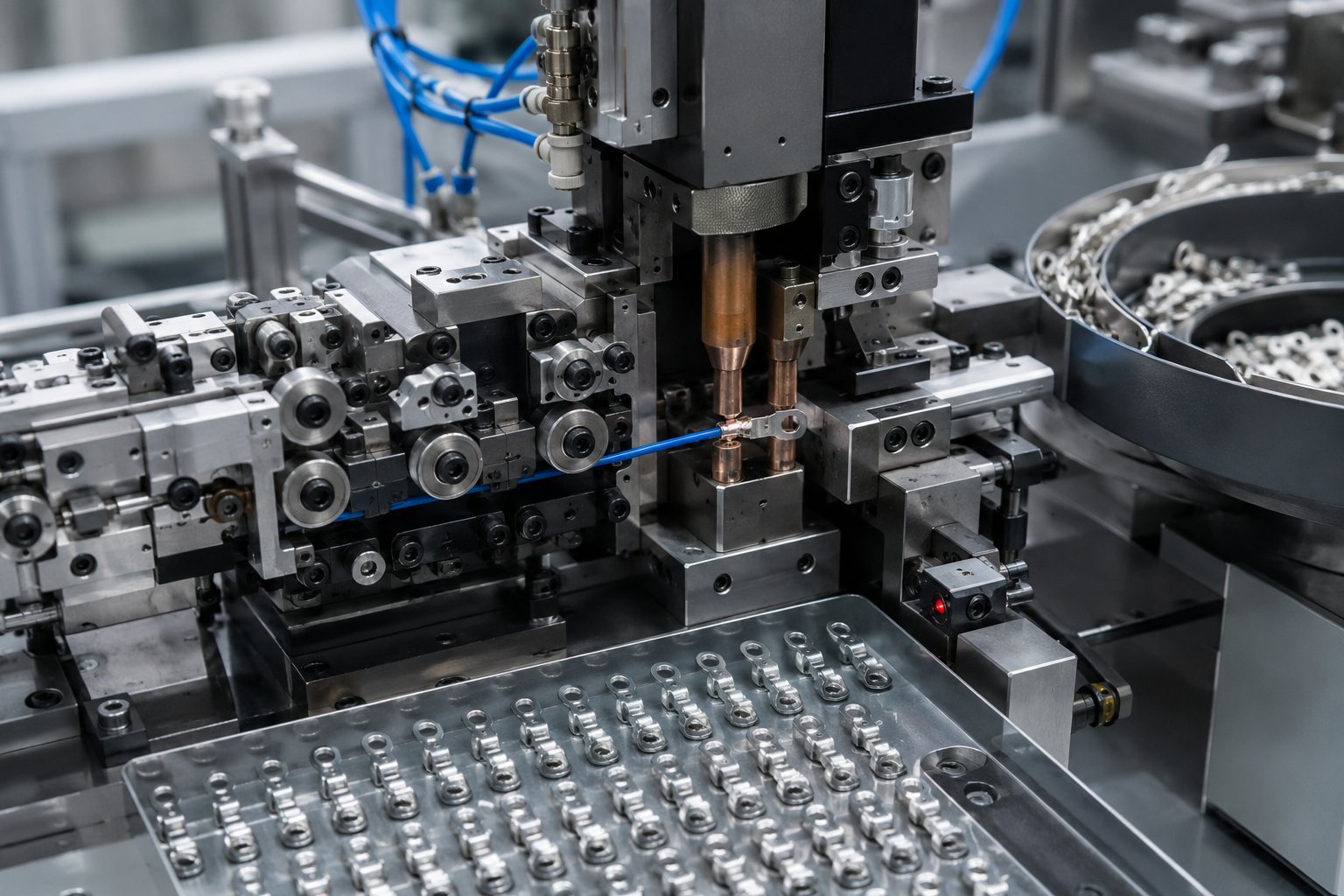
Automatic feeding, cut-to-length, and stripping flow straight into precision spot welding — effectively an automatic wire soldering machine at the head of the line. The weld spot comes out round and full, free of protrusion or burr, at 0.8 s per piece.
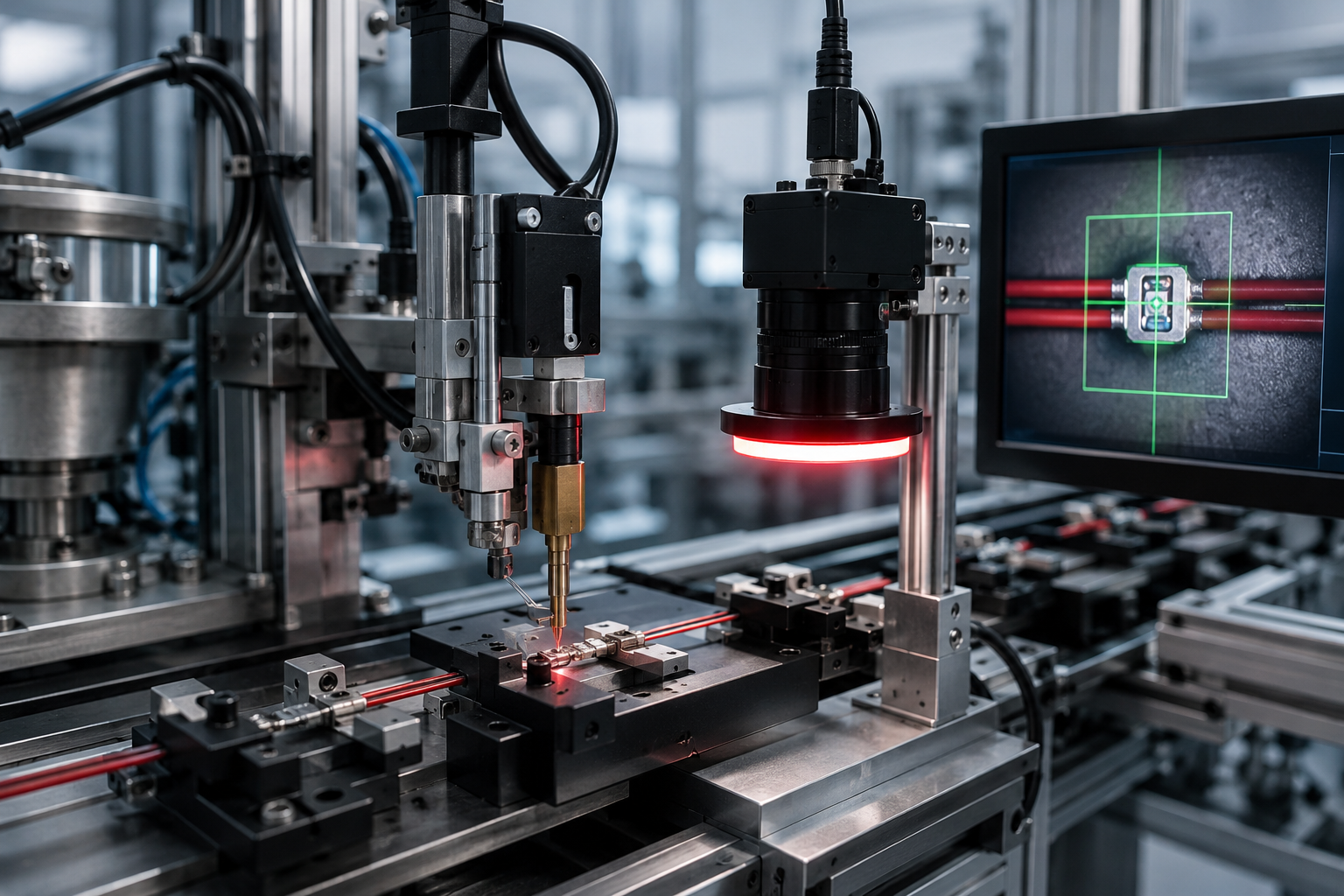
STATION 02
Conduction + CCD Detection
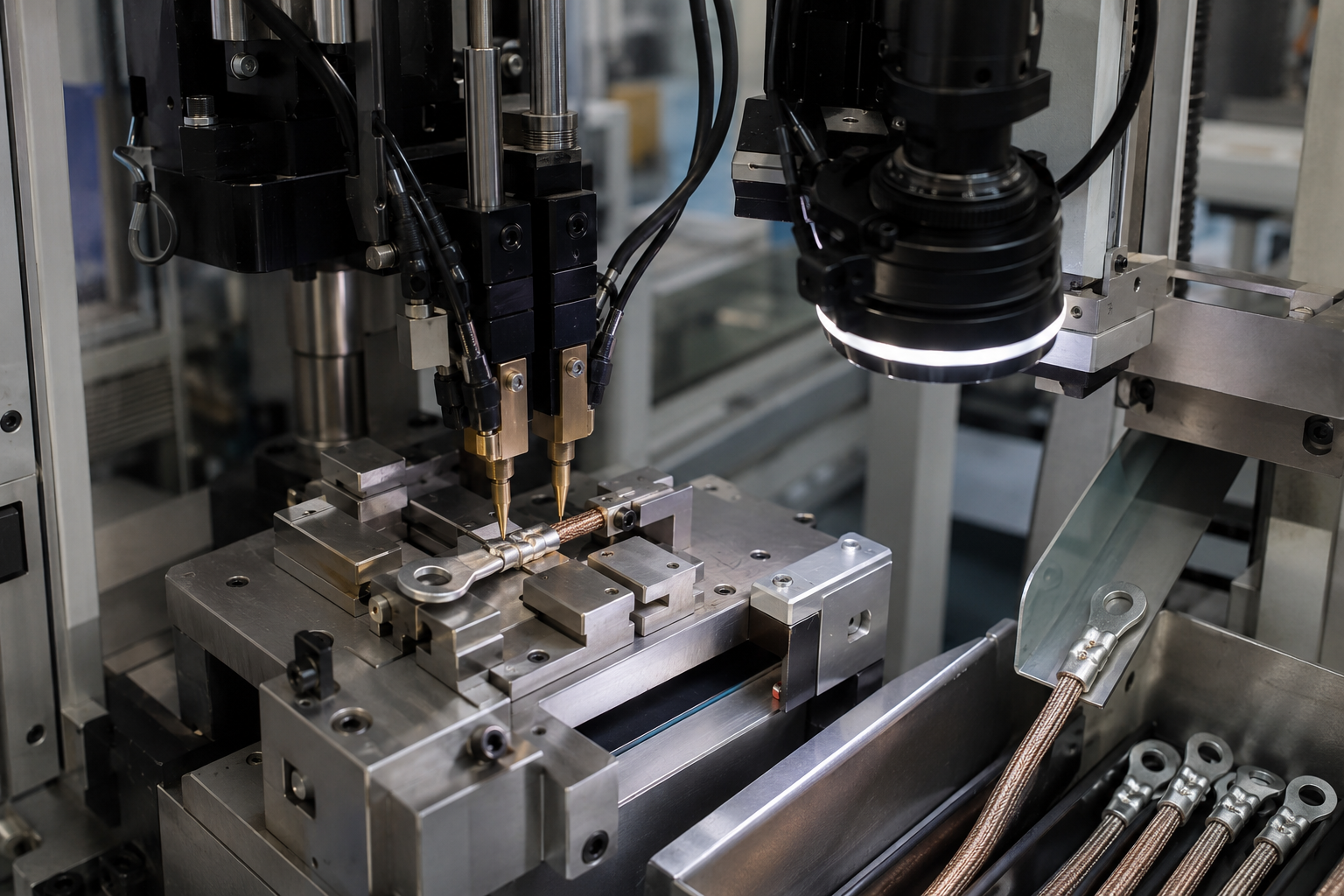
Conduction testing confirms the joint carries current, while a CCD camera measures weld-spot size, shape, and fullness. Any piece that fails either check is rejected automatically before it reaches the mold.
STATION 03
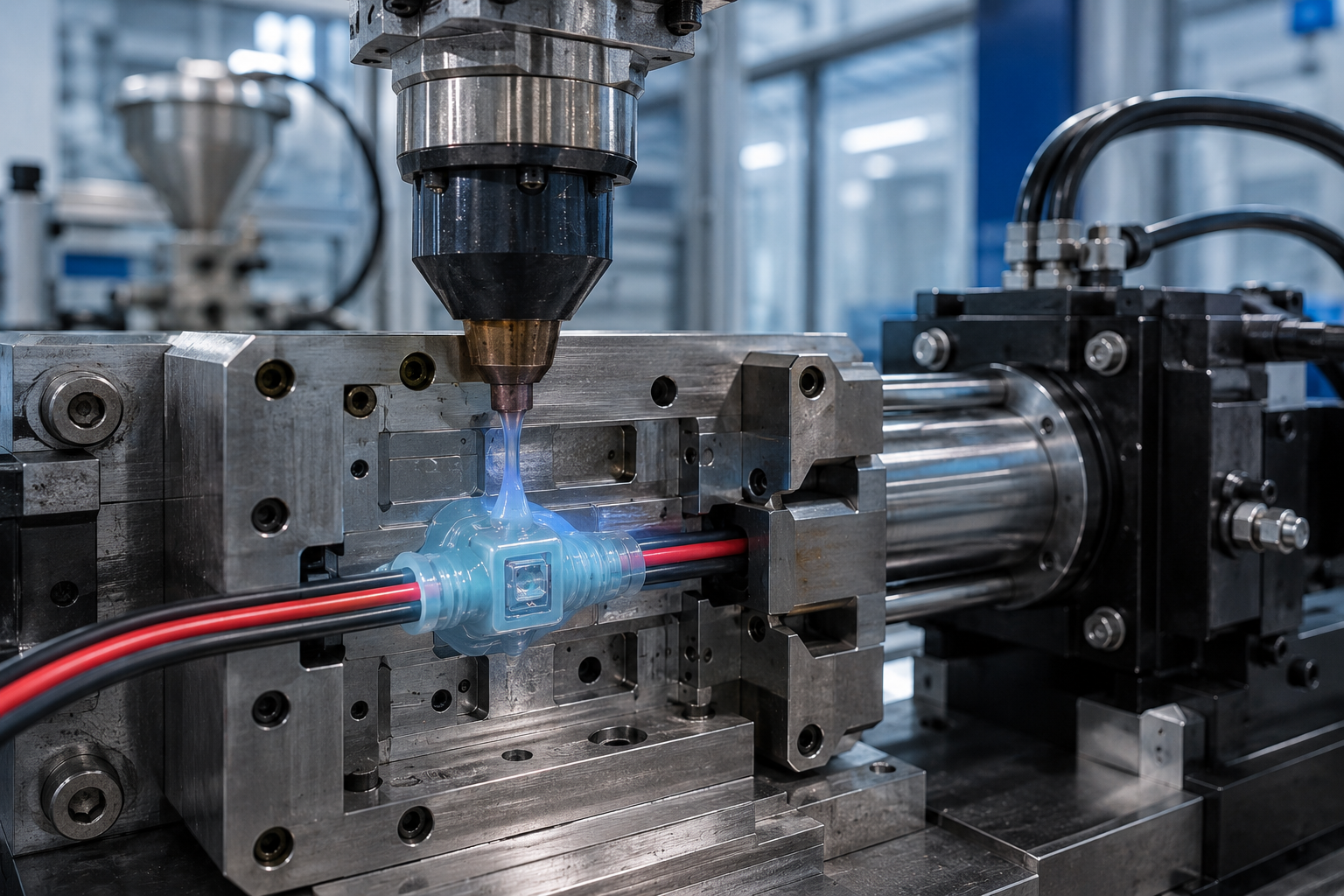
Precision Injection Overmolding

Injection overmolding seals the connector under controlled temperature, pressure, and speed for a consistent size and finish. A robotic arm clamps and ejects the gate waste, and a removal mechanism clears it so scrap never piles up.
STATION 04
Automatic Winding + Bundling
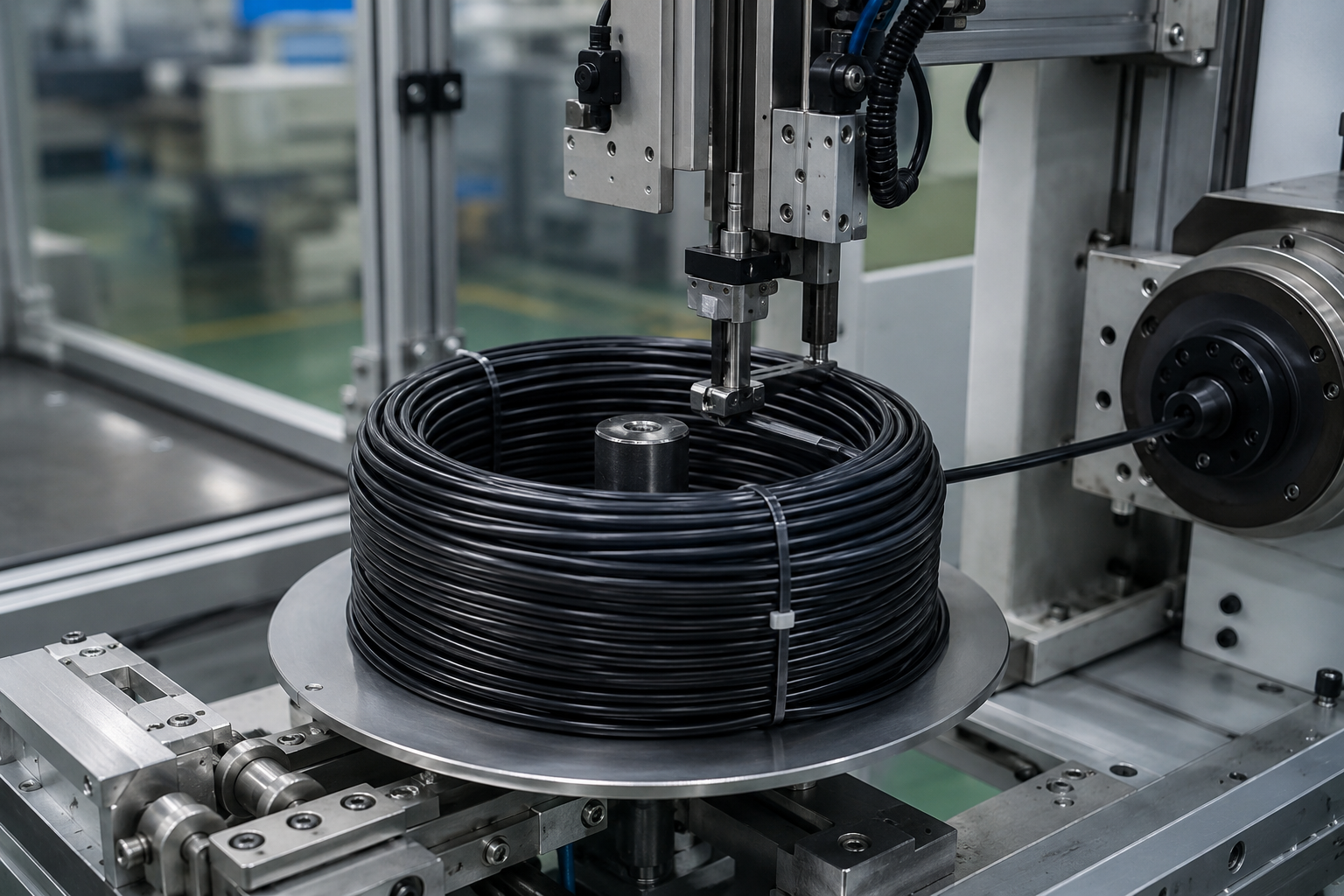
The finished DC wire is wound tight and neat, then tied by an efficient bundling device. Its tie holds firm without loosening, and no hands touch the part.
Termination is configurable to your connector. Where a design calls for crimped terminals rather than a welded joint, the same station accepts a crimp module, so the line builds both soldered and crimped cable assemblies on one process. Either way, every termination is verified before it advances, which keeps a full run of cable assemblies reliable instead of only the first hundred.
What makes this a line rather than a loose wire and cable making machine set is the handoff. One PLC sequences the stations, so the cable never waits on a bench or gets re-clamped by hand between steps. The layout is modular, yet it runs as one repeatable process where a single recipe drives every joint, mold shot, and tie.
Because the connector is sealed in Station 03, the overmold does three jobs at once — strain relief, sealing against moisture and dust, and a clean cosmetic finish. That is the same thermoplastic overmolding principle used across USB, EV-charging, and industrial DC cables, run here as an inline cable overmolding machine rather than a standalone press.
Why build the mold inline? A standalone press idles the line while parts get carried over by hand. Engineered into the flow, the mold runs a 170–220 °C melt with a 30–50 °C tool, so an industrial buyer keeps the 10–12 pcs/min cadence. This is the integration detail that separates a real production line from a row of machines on one factory floor. USPTO-published automatic soldering machines describe the same integrated feed-strip-solder architecture.
Line Specifications
| Parameter | Specification |
|---|---|
| Overall dimension | 8400 × 2300 × 2700 mm |
| Output capacity | 10–12 pcs / min |
| Spot-weld cycle | 0.8 s / piece |
| Total power | 28 kW |
| Air pressure | 0.4–0.7 MPa |
| Voltage | AC 220 V / 380 V |
| Inline inspection | Conduction + CCD, auto-reject |
Configuration Decision Matrix
| Your priority | Recommended setup | Why |
|---|---|---|
| High-volume single SKU | Full 4-station line, fixed tooling | Lowest cost per finished cable at scale |
| Mixed DC / charging cables | 4-station line + quick-change mold & fixtures | Best fit — holds throughput through SKU changeover |
| Tight floor space | Compact 8.4 m layout, single operator | Replaces a multi-bench manual cell in one footprint |
Solution Comparison
Full-Auto vs Manual vs Semi-Auto Cable Production
Buyers tend to compare a line’s price tag to one assembler’s wage, and that framing hides the real number. Across the cable assembly industry, automation cuts manual labor cost by more than 50% and lifts throughput by 200–300% versus hand assembly. The table below uses the dimensions that actually move your cost per finished cable.
| Dimension | Manual bench | Semi-auto | ZEUEE full-auto line |
|---|---|---|---|
| Throughput | Operator-limited | Up to +80% efficiency | 10–12 pcs/min, 0.8 s weld |
| Weld consistency | Drifts by operator | Partly controlled | One recipe + 100% CCD check |
| Defect escape | Caught late at final test | Reduced | Auto-reject before overmold |
| Labor per line | Multiple operators | Fewer operators | Single operator |
| Overmold + bundle | Separate steps | Often separate | Inline, same flow |
ROI & Threshold Analysis
Here is the honest version most vendors skip: a full-auto line is not always the right call. The trade-off is real — below a certain volume, or for very high-mix work, a semi-automated cell often returns better ROI, and the payback window stretches from 12–24 months to 24–36 months. That candor is the differentiator: ZEUEE engineers will flag when the threshold isn’t met rather than sell a line that idles.
Why the threshold matters is structural, not promotional. Driven by volume and SKU stability, a regional industrial buyer with steady six-figure annual DC-cable volume clears the 12-month payback comfortably; a job shop running 50-piece lots will not. ZEUEE sizes the recommendation to your numbers, because a factory floor full of idle automation is the most expensive mistake in this category.
Throughput & ROI Analysis
What 10–12 Pieces per Minute Means for Your Output
At 10–12 finished pieces per minute, a single shift reshapes your output math. Throughput gains compound with the labor you stop spending on hand-soldering, and that is where the payback actually lives.
>50%
typical reduction in manual labor cost when DC cable assembly is automated, with full-line payback commonly in the 12–24 month range
Source: industry automation ROI studies (Wiringo, Hahn Automation) — industry-typical, not a ZEUEE-measured guarantee
Work the throughput example. At 11 pieces per minute, an 8-hour shift clears roughly 5,000 finished DC cables from one operator and one line — output that would otherwise need a full row of solder benches. Run it as a charging cable manufacturing machine across two shifts and the gap widens fast, with the unspent labor compounding behind it.
Scrap is the second lever. Automated visual inspection programs have reported up to a 94% drop in defect-escape rate after a year, because bad welds are pulled at Station 02 instead of after overmolding. Any defect caught before the mold closes is the cheapest defect you will ever fix.
Where the line fits
ZEUEE’s DC wire production line earns its place wherever volume DC and charging cables are built — 3C electronics, EV charging leads, home appliances, precision electrical components, medical leads, and new-energy assemblies. Each application is a different cable spec, not a different machine, since the architecture adapts by swapping the mold and end-of-line fixtures. Reuse is the reason that matters: a regional industrial buyer who built the factory line for one application keeps it reliable when the product mix shifts, which is the differentiator against fixed single-purpose presses.
Quality Assurance
Quality, Inspection & Compliance
Quality fade is the quiet killer of imported-equipment deals — a line that shines at the demo and slips once the buyer stops watching. An audited sample can lie; a 100% inline check does not, which is why ZEUEE builds inspection into the machine rather than bolting it onto the audit. Every piece clears conduction and CCD checks on the production line, so the risk of a bad weld reaching your customer is engineered out instead of inspected after the fact.
100% INLINE TEST
Conduction + CCD, auto-reject
ISO 9001:2015
Quality management certified
150+ PATENTS
32+ invention · 68+ utility model
NATIONAL HIGH-TECH
Specialized & New (SRDI) Enterprise
30+ COUNTRIES
Founded 2005 · 10,000+ cases
“We put the test inside the line because a weld you can’t verify is a weld you’ll pay for twice. Conduction plus CCD on every piece means the defect never reaches the customer — that’s the standard we hold our own DC wire lines to.”
— ZEUEE Engineering Team
For DC charging and data cables, compliance is assembly-level, not component-level. UL’s ICT Power Cable program (Outline UL 9990) covers data-plus-charging assemblies up to 60 V DC, 8.0 A, and 100 W, while flexible cords fall under UL 62. A line that produces a consistent, verified weld and seal is what makes those approvals — and your export sign-off — achievable.
Certification is a process, not a checkbox, and the line is what makes it survivable. ISO 9001 approval rides on a consistent finished assembly plus a factory audit, so the same inline conduction and CCD records that protect your yield become the evidence your auditor wants. ZEUEE certifies the line to support that paper trail, because for a regional industrial buyer chasing export approval, a 220 °C overmold that varies lot-to-lot is the line between a pass and a costly re-test.
That auditable consistency is the differentiator behind the badges above. Each National High-Tech ZEUEE production line is built around recorded inspection, not promises — the reassurance a small or medium overseas buyer rarely gets from a trading-company reseller.
Certification & Inspection Gallery

Service & Support Architecture
Customization, Lead Time, Installation & Global Support
Hidden costs that wreck a machine purchase are rarely the price — they are long lead times, missing English documentation, and weak installation supervision. The real costs show up later, so ZEUEE scopes all three before you sign. As a direct cable overmolding machine manufacturer, the factory that builds the line is the factory that quotes it.
-
 01 //Customization: the line adapts to your wire gauge, connector type, overmold material, and cycle target — the mold and fixtures change while the verified architecture stays put.
01 //Customization: the line adapts to your wire gauge, connector type, overmold material, and cycle target — the mold and fixtures change while the verified architecture stays put. -
 02 //Overmold materials cover TPU and PVC; TPU runs a 170–220 °C melt with a 30–50 °C mold and a 20–60 s cycle for flexible, low-temperature-stable strain relief.
02 //Overmold materials cover TPU and PVC; TPU runs a 170–220 °C melt with a 30–50 °C mold and a 20–60 s cycle for flexible, low-temperature-stable strain relief. -
 03 //Buying direct means a 20,000 m² production base and 120+ staff stand behind delivery, not a trading reseller.
03 //Buying direct means a 20,000 m² production base and 120+ staff stand behind delivery, not a trading reseller.
Procurement checklist before you commit
Confirm three-phase QC (incoming material, in-assembly, pre-shipment), get installation and operator-training scope in writing, and verify after-sales coverage in your region. ZEUEE serves customers in 30+ countries with installation, training, and after-sales support; exact lead time and pricing depend on your configuration.
System Resources
Engineering Tools & Calculators
-
TOOL 01 //
ROI Payback Calculator
-
TOOL 02 //
Throughput Estimator
-
TOOL 03 //
Automation Fit Recommender
Common Queries
DC Wire Production Line — FAQ
What does the ZEUEE DC Wire Production Line produce?
It produces finished DC wires and charging cables. A connector is welded to the wire, conduction- and CCD-inspected, injection-overmolded for strain relief, then wound and bundled — and the whole sequence runs automatically on one line at 10–12 pieces per minute. Because every step shares one controller, the line outputs a sealed, tested cable rather than a half-built assembly that still needs separate molding or QC downstream.
What is the output capacity and weld cycle time?
Output is 10–12 finished pieces per minute, with a 0.8-second spot-weld cycle. Inspection runs inline, so it never slows the flow.
Can the line be customized for our DC cable, connector, or charging-cable specs?
Yes. Wire gauge, connector type, overmold material, and cycle target are all configured through the mold and end-of-line fixtures, while the verified Feed → Weld → Inspect → Overmold → Bundle architecture stays the same for repeatability.
Is a full-auto line always the right choice?
No — and ZEUEE will say so. Below a certain volume, or for very high-mix work, a semi-automated cell can return better ROI; full-line payback typically sits in the 12–24 month range once volume and SKU stability are high enough.
Which overmolding materials does the injection station support?
TPU and PVC are both supported. A typical TPU setup uses a 170–220 °C melt, a 30–50 °C mold, and an 80–120 MPa injection pressure for a flexible, sealed strain-relief overmold.
How do CCD and conduction testing guarantee quality?
Conduction testing confirms the weld carries current, and the CCD camera measures weld-spot size, shape, and fullness. Any piece failing either check is rejected automatically before overmolding, so defects never reach final assembly.
What certifications and after-sales support does ZEUEE provide for export buyers?
ZEUEE is ISO 9001:2015 certified and a National High-Tech enterprise with 150+ patents, serving 30+ countries with installation, operator training, and after-sales support. Lines are built to support UL 62 / UL 9990 and RoHS/CE assembly compliance for DC and charging cables.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


