
Get in touch with Zeyu lntelligent Industrial Company
The Complete Wire Harness Assembly Machine Guide: Anatomy, Types, Standards & Selection
A wire harness assembly machine consolidates the cut–strip–crimp–insert–test workflow that once took skilled hands days into a single linked sequence — and at high volume it is the difference between a 12% industry-average defect rate and a 0.1% best-in-class line. This guide walks the anatomy module by module, the four automation tiers, the IPC/WHMA-A-620 standard that governs every crimp, a five-question selection framework, the payback math, and where the EV-driven equipment market is heading through 2030.
Quick Specs
| Machine purpose | Automated cut → strip → crimp → mark → insert → test of harness segments |
| Output range | 200 to 10,000+ harness units per shift (tier-dependent) |
| Wire cross-section | 0.13 – 6 mm² typical; 0.05 – 35 mm² extended |
| Industries served | Automotive / EV, aerospace, medical, 3C electronics, new energy, industrial equipment |
| Governing standard | IPC/WHMA-A-620 (Rev E 2022 current; Rev F released 2025) |
| Typical price band | US $16K (entry single-station) to US $800K+ (modular cell) |
What Is a Wire Harness Assembly Machine?
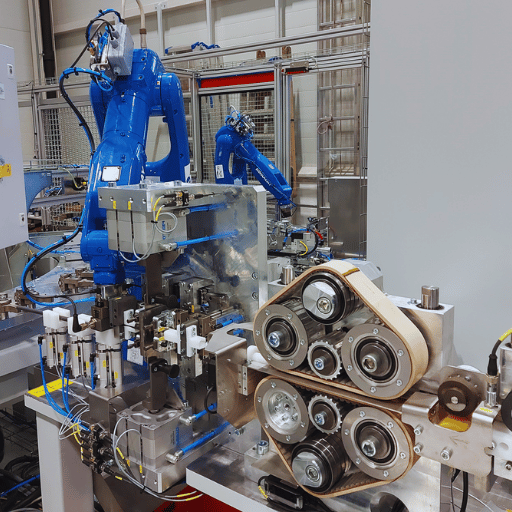
Wire harness assembly machines automate the joining of insulated wires, terminals, and connectors into a finished cable bundle. In its fully automated form, one machine measures and cuts each conductor to length, strips the insulation, applies a crimp terminal, marks the wire, inserts it into a connector housing, and runs a continuity test — all within a single guided sequence. Together these steps replace what used to be a manual production line of stations and operators.
Globally, wire harness machines and equipment market sales reached roughly US $103.52 billion in 2025 and is forecast to grow at a 7.2% compound annual rate through 2033, according to market data published in 2025. The pivot to 400V and 800V electric-vehicle architectures, the steady rise of ADAS (advanced driver assistance) sensor counts, and labor inflation in traditional manufacturing hubs are the three forces pushing buyers from manual benches to integrated machines.
What is wire harness assembly?
Wire harness assembly is the structured assembly process of routing several insulated electrical conductors along a defined path inside one of many possible wire harnesses, terminating each end with a crimp or solder joint, and binding the bundle so it can deliver power or signal between two or more points inside a vehicle, aircraft, machine, or appliance. It differs from cable assembly mainly in geometry — a harness branches and binds, while a cable assembly is usually a single straight run. Both processes share the same crimp and acceptance criteria under the IPC/WHMA-A-620 standard.
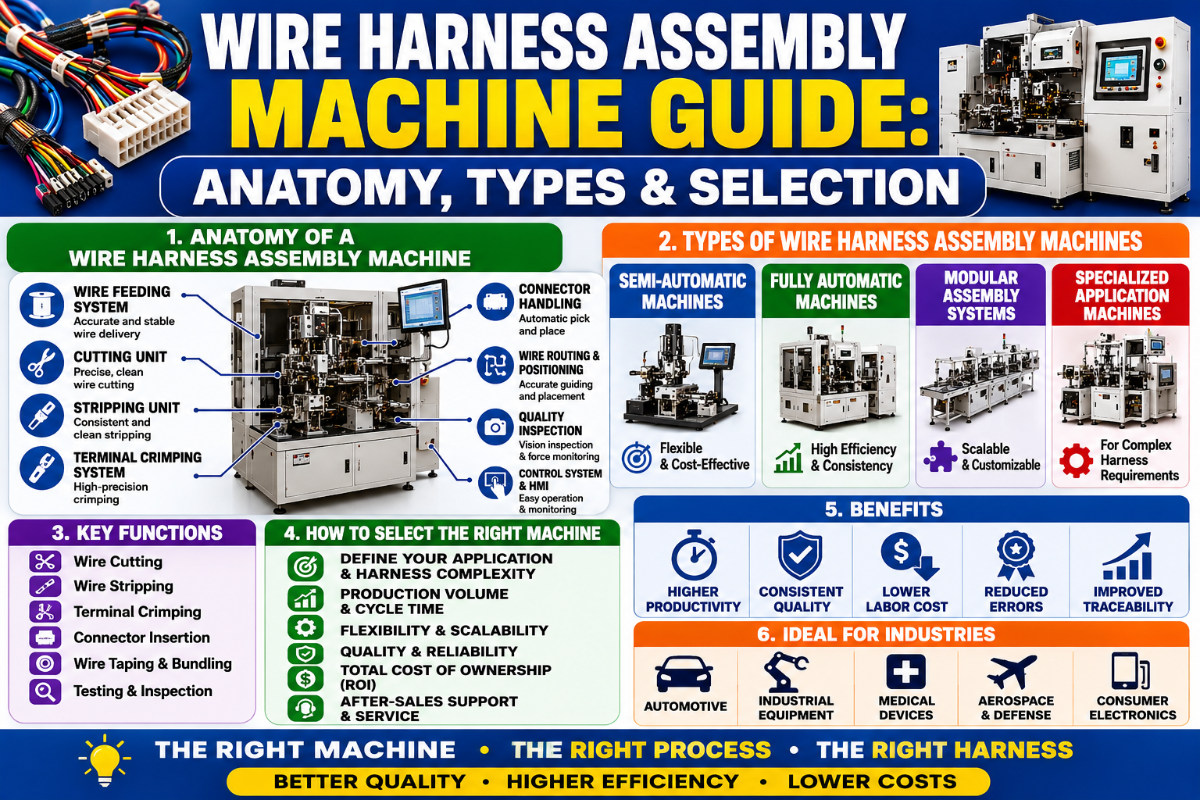
Wire Harness Machine Anatomy Tour — 7 Functional Modules
Walk through the Wire Harness Machine Anatomy Tour below — each functional module that a buyer should be able to match line-by-line against a vendor specification sheet. Treat any spec sheet that hides one of these modules behind a vague “fully integrated” claim as incomplete. Module-level decomposition aligns with USPTO 9,257,808 (integrated wire harness batch production with double buffer assembly).
| Module Type | Purpose | Typical Spec | Failure Mode If Absent |
|---|---|---|---|
| 1. Wire cutting | Cuts each conductor to programmed length | ±0.5 mm length tolerance, 0.5 – 6 mm² range | Length variance → 12-18% of automotive harness rework cost |
| 2. Stripping | Removes insulation at both ends without nicking copper strands | Strip length ±0.3 mm; ≤2% strand-cut tolerance | Insulation damage → continuity faults under vibration |
| 3. Crimping | Applies terminal under controlled force; logs crimp height | Force-monitor sampling 1,000 Hz, pull-force per IPC class | Manual crimping defect rate 0.5 – 1.2% (vs 0.03 – 0.08% automated) |
| 4. Wire marking | Laser or ink-jet marks circuit number / part ID | ≥10 char per wire, UV-stable ink or laser etch | Wrong-position misinstall at downstream assembly |
| 5. Connector insertion | Inserts the crimped terminal into the connector housing cavity | ≤1.2 s per insertion (dual-side), 24 – 36 wire types per cell | Terminal misalignment is the second-highest defect category after crimping |
| 6. Testing | In-line continuity, hi-pot, and pull-force check | 100% of crimps tested; pull-force per IPC class 1/2/3 table | Field continuity faults that bypass visual inspection |
| 7. Bundling / output | Tapes, sleeves, or ties the finished harness; deposits to tray | Braided sleeve, heat-shrink tubing, spiral wrap per IPC Rev F | Loose harness damaged in transit; downstream rework |
| 8. Data export / SCADA | Exports per-terminal crimp force, height, and test results to MES | OPC UA, MQTT, or REST API; 100% terminal traceability log | Customer audit failures when force-monitor data cannot be evidenced |
| 9. Operator interface | Touchscreen HMI for program selection, alarm response, and first-piece sign-off | Multi-language UI, 15″+ display, role-based access for operator vs supervisor | Programming errors slip past at changeover; misconfigured wire lengths ship |
“When buyers focus only on cycle time on the crimper, they miss the bigger payback. Biggest savings come from the testing and connector-insertion modules — those are where field failures originate and where automated force monitoring catches 94% of defects in real time, against roughly 65% with manual tools.”
📐 Engineering Note
Pair the crimping module with a closed-loop force monitor sampling at 1 kHz or faster. A crimp-height drift of 0.05 mm corresponds to a pull-force loss large enough to fail IPC Class 3 acceptance criteria — and is invisible to operators without monitoring.
Machine Types by Automation Level — Four Tiers
Wire harness machines are not a single category. Treat them as four tiers, each fit for a different production volume and harness complexity. This four-tier framework aligns with manufacturing automation guidance from NIST’s Smart Manufacturing program, which distinguishes manual, semi-automated, automated, and fully integrated production cells. Choosing the wrong tier is the single most common buyer regret reported in the field.
| Tier | Throughput | Typical Price (USD) | Fit For |
|---|---|---|---|
| 1. Manual bench + hand crimper | 50 – 200 / shift | $500 – $3,000 | Prototypes, repair shops, low-volume custom aerospace |
| 2. Semi-automatic stations | 300 – 1,500 / shift | $8,000 – $50,000 | Mid-volume mixed-product, automotive aftermarket, appliances |
| 3. Fully automatic single-process | 1,500 – 5,000 / shift | $60,000 – $250,000 | Tier 1/2 automotive, white goods, industrial equipment |
| 4. Modular automation cell | 5,000 – 10,000+ / shift | $300,000 – $800,000+ | EV high-volume, aerospace certified lines, new-energy connectors |
✔ Advantages of fully automatic machines
- Defect rate 0.03 – 0.08% vs 0.5 – 1.2% manual
- Cycle ≤1.2 s per insertion on dual-side cells
- Closed-loop force monitor on 100% of crimps
- Operator role shifts from production to supervisor
⚠️ Limitations of fully automatic machines
- High changeover penalty for high-mix low-volume work
- CapEx of $300K – $800K hard to justify under 1,500 units/day
- Complex branched aerospace harnesses still need manual lay-out
- Specialty connectors may exceed automatic insertion envelope
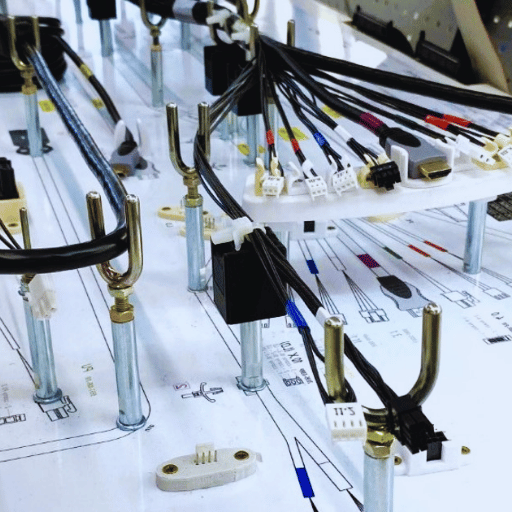
One hybrid case is worth calling out separately. Across complex automotive and aerospace work, the leading production model is not full automation but a mix — automated cells handle the cut/strip/crimp/test backbone, and skilled technicians take over for branching, taping, and final lay-out on a board. Industry analysts tracking the wire harness equipment market consistently flag this hybrid pattern as the actual best practice for harness complexity above roughly 80 circuits.
The Three Types of Wiring Harnesses Your Machine Will Process
Before you confirm a machine quotation, verify it handles the three harness families you actually build. Mismatches here are the source of expensive late-discovery rework. This taxonomy is documented in equipment patents like USPTO 9,536,641 (method of manufacturing automobile high-voltage wire harness), which separates loomed, conduited, and sealed/twisted constructions.
What are the three types of wiring harnesses?
Three families of wire harnesses are recognized across automotive, industrial, and aerospace practice. These wire harnesses each demand a different machine configuration to produce correctly: open loom (taped or tied bundles without an outer sheath, used inside enclosures), conduited or protective-covering harnesses (heat-shrink, braided sleeving, or rigid conduit, used where abrasion or chemical exposure is a risk — and the category that IPC/WHMA-A-620 Rev F expanded with new acceptance criteria in 2025), and sealed or twisted harnesses (twisted pairs for signal integrity, sealed connectors for IP-rated assemblies, common in EV high-voltage and underhood automotive).
| Harness Type | Use Case | Machine Configuration Required |
|---|---|---|
| Open loom | Enclosure interior, control cabinet, appliance | Standard crimp + taping module; IPC Class 1 / 2 acceptance |
| Conduited / sleeved | Engine bay, industrial machinery, harsh environments | Heat-shrink module + braided sleeve feeder per IPC Rev F clauses |
| Sealed / twisted | EV high-voltage, aerospace, IP-rated automotive | Twisted-pair forming, sealed-connector insertion, IPC Class 3 pull-force |
Industries Using Wire Harness Assembly Machines
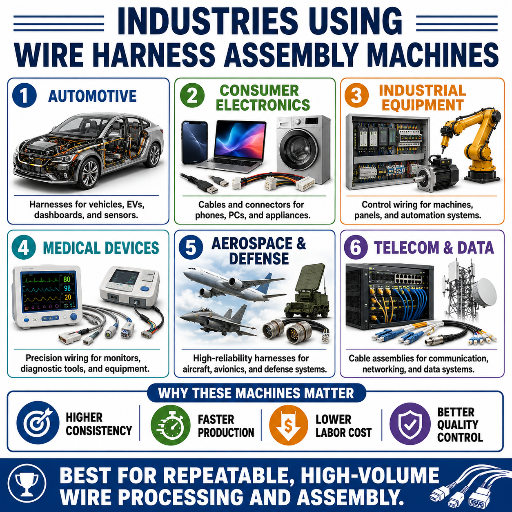
Six dominant industries account for the bulk of installed capacity for machines that build wire harnesses. Each demands a different module mix, different IPC class fit, and different throughput envelope.
Automotive & EV — Single largest segment by spend. A 2025-model vehicle equipped with Level 2+ ADAS requires at least 15 additional dedicated sensor harnesses over a base trim, and the central ADAS module alone needs a harness with 200+ input/output pins. EV 800V architectures demand sealed connectors and Class 3 pull-force compliance.
Aerospace electronics — Class 3 acceptance throughout, with AS9100C quality framework layered above IPC/WHMA-A-620. Complex branched harnesses still rely on hybrid manual lay-out for fuselage runs.
Medical devices — Class 3 high-reliability with full traceability of crimp force per terminal. Sterilizable jacketing and biocompatible insulation drive module selection.
3C electronic appliances — Mid-volume mixed product, ribbon and coax assemblies, often Class 2 acceptance. Changeover speed matters more than peak throughput.
New energy (solar / BESS / charging) — High-current connectors, larger 4 – 35 mm² conductors, sealed terminations. A growing segment driven by the same EV-electrification trends.
Industrial equipment & robotics — Heavy-duty harnesses with chemical-resistant sheathing, repetitive motion endurance. Class 2 dedicated-service common.
Across these six segments, a single observation holds: where harness complexity exceeds roughly 80 circuits and the per-vehicle or per-unit value is high, automation buyers gravitate to modular cells with closed-loop force monitoring rather than discrete single-process machines. Customers like AVIC, Corning USA, Sumitomo, LEGO, TCL, SONY, and Foxconn — many of them long-term ZEUEE cooperation partners — pattern-match to this configuration.
Scenario: a Tier 2 automotive supplier near Querétaro shifted in 2024 from semi-automatic stations to a modular cell after winning a 400V battery-pack harness program. The trigger was not throughput — semi-automatic stations could hit the daily count — but the program’s Class 3 pull-force requirement on every sealed terminal, which the manual crimpers could not document at 100% sampling. Within three quarters, the cell paid back the incremental CapEx through scrap-rate collapse from 1.1% to 0.07%.
IPC/WHMA-A-620 Compliance Cheat Sheet for Machine Buyers
If a vendor cannot map every assertion in its data sheet to a clause in IPC/WHMA-A-620, treat the data sheet as marketing. The IPC/WHMA-A-620 Compliance Cheat Sheet below names the five clauses that matter most for machine evaluation.
Revision E (October 2022) remains the most widely accepted version in production today: 338 pages and over 700 color photographs distinguishing acceptable, process indicator, and defect conditions for every crimp, splice, and termination. Revision F (2025) tightens four areas in particular: clearer rules for mixed-class assemblies that combine Class 2 and Class 3 circuits in the same harness, updated pull-force tables and crimp cross-section guidance, refined visual criteria distinguishing Process Indicator from Defect, and new acceptance criteria for heat shrink, braided sleeving, conduit, and spiral wrap.
| IPC Clause Area | Machine Feature That Enables Compliance | Failure Mode If Feature Absent | Class 1/2/3 Acceptance |
|---|---|---|---|
| Crimp force & height | Closed-loop force monitor ≥1 kHz sampling, crimp-height encoder | Under-crimp slips out under vibration; over-crimp cuts strands | 100% sampling required for Class 3 |
| Pull-force testing | In-line pull-force station with class-specific table preset | Field continuity faults missed at visual inspection | Class 3 = highest minimums per IPC table |
| Strip damage tolerance | Programmable strip depth ±0.3 mm, ≤2% strand cut | Insulation nick propagates under flex; intermittent open | Class 2 stricter than Class 1 |
| Continuity test | In-line 100% continuity + hi-pot station | Open circuits ship to next assembly | 100% sampling required across all classes |
| Protective coverings (Rev F) | Heat-shrink module, braided sleeve feeder, conduit infeed | Sleeve splits, heat-shrink under-recovery, conduit abrasion exposure | New Rev F acceptance criteria across all three classes |
How much does IPC 620 certification cost?
Operator-level IPC/WHMA-A-620 Certified IPC Specialist (CIS) training runs US $400 – $900 per person for a 3 – 5 day course delivered by an accredited Master IPC Trainer, with recertification every two years at roughly half that price. Plant-level adoption costs more — closer to US $20,000 – $80,000 when machine recalibration, documentation upgrades, internal auditor training, and IPC standard purchase are included. Treat the certification as a multi-year program, not a single line item.
📐 Engineering Note
When evaluating machines for a Class 3 program, insist on closed-loop force monitor data export. The IPC/WHMA-A-620 Rev F crimp cross-section guidance assumes auditable data — a machine that monitors but does not export the data sheet leaves the operator unable to evidence compliance during a customer audit.
Five-Question Wire Harness Machine Decision Tree
Run a candidate machine through the 5-Question Wire Harness Machine Decision Tree before requesting a quotation. The tree maps five buyer inputs to one of the four automation tiers introduced earlier.
- Annual volume. Below 50,000 finished wire harnesses per year, Tier 1 manual or Tier 2 semi-automatic dominates. Between 50,000 and 200,000, Tier 3 fully automatic single-process pays back. Above 200,000, Tier 4 modular cells are the floor.
- Harness type mix. One or two stable harness families per quarter favors Tier 3 dedicated machines. Five or more families in changing volumes favors Tier 2 semi-automatic with quick-change tooling.
- Wire gauge range. If 80% of your work is inside 0.5 – 2.5 mm², a standard Tier 3 cell fits. Below 0.13 mm² (fine-gauge electronics) or above 6 mm² (battery / power), specify an extended-range Tier 4 cell.
- IPC class target. Class 1 — Tier 1 or 2 acceptable. Class 2 — Tier 2 with documented force monitor minimum. Class 3 — Tier 3 or 4 with 100% pull-force testing and data export are the only options.
- Changeover frequency. More than one product changeover per shift, prioritize fast tool-change semi-automatic over high-throughput automatic. Less than once per shift, prioritize throughput.
| Profile | Recommended Tier |
|---|---|
| Under 50k/year, high-mix, Class 1 / 2 | Tier 2 semi-automatic stations |
| 50k – 200k/year, low-mix, Class 2 / 3 | Tier 3 fully automatic single-process |
| 200k+/year, EV high-voltage, Class 3 | Tier 4 modular automation cell |
| Aerospace, ≥80-circuit branched, Class 3 | Tier 4 cell + hybrid manual lay-out |
Once you have a tier recommendation, work with a supplier that can configure within that envelope rather than push a single fixed machine. Explore the ZEUEE wire harness assembly machine series for tier-specific configurations.
ROI & Total Cost of Ownership — When Automation Pays Back
Payback math on a wire harness machine purchase rests on four components. Build each one out before signing a purchase order, and the decision drives itself. This four-component framework is consistent with manufacturing-investment guidance published in the U.S. Bureau of Labor Statistics occupational data for wire-harness assemblers, which anchors the labor-cost variable.
Payback Scorecard — Four Components
- Labor displacement — multiply the operator headcount the machine replaces by fully-loaded annual cost (wages + benefits + facility overhead, around US $35K – $85K per operator depending on location). A modular cell displaces 4 – 8 operators on a two-shift line.
- Defect-cost reduction — the industry average defect rate sits near 12% across mixed manual production; automated cells with closed-loop force monitoring run 0.03 – 0.08%. On a 200,000-unit annual program at US $3 – $7 per harness rework cost, the savings range from US $35,000 to US $165,000 per year.
- Changeover cost — manual lines lose 15 – 45 minutes per product changeover; a semi-automatic line with quick-change tooling targets under 6 minutes. Multiply minutes saved by line operating cost per minute.
- Capital + service — CapEx ranges US $60K (Tier 3 single-process) to US $800K+ (Tier 4 modular cell), with 10 – 15% per year on service contracts, spares, and operator retraining.
Payback windows land between 18 and 36 months for Tier 3 single-process machines and 24 to 48 months for Tier 4 modular cells. Programs with Class 3 audit requirements often justify cells faster because the alternative — manually documenting 100% pull-force on every terminal — runs into labor costs that automation eliminates outright.
📐 Engineering Note
Build the labor-displacement number on fully-loaded cost, not wage rate alone. A Tier 3 single-process machine in Querétaro that displaces 5 operators at US $14/hour saves roughly US $145K per year on a two-shift schedule when benefits, supervision, and facility overhead are included — far above the wage-only US $58K calculation, and the figure that matters for board approval.
Common Defects, Operator Role, and Quality Control

Five defect categories account for the bulk of field failures across wire harnesses produced on these lines. Defect typology matches the failure-mode classification documented in USPTO 5,740,602 (wire harness assembly system), which lists insulation damage, terminal misalignment, and continuity faults as the dominant categories. Crimping originates the first three failure modes; insertion and testing originate the last two.
| Defect | Machine Countermeasure | IPC 620 Acceptance Criterion |
|---|---|---|
| Insulation damage at strip | Programmable strip depth, blade-wear sensor | ≤2% strand cut, no insulation nick beyond Class limit |
| Under-strength crimp | Closed-loop force monitor + crimp-height encoder | Pull-force per Class 1/2/3 IPC table |
| Terminal misalignment | Vision-system terminal orientation check at insertion | 100% visual inspection per IPC class |
| Strip length error | Length encoder feedback after stripping | ±0.3 mm strip length tolerance |
| Continuity fault | In-line 100% continuity + hi-pot test station | Class 2/3 require 100% sampling |
Operator scope changes meaningfully as the line moves up the four tiers, and operator efficiency shifts from manual throughput to inspection accuracy and dashboard monitoring. On a Tier 1 manual bench, the operator handles every step: measure, cut, strip, crimp, route, and test. On a Tier 2 semi-automatic line, the operator loads materials and inspects output. On a Tier 3 or 4 fully automatic cell, the operator becomes a supervisor and inspector — loading reels, monitoring force-monitor dashboards, intervening only on alarms. Field data shows automated force monitoring catches 92% of position and force defects in real time, against 65 – 68% with manual tools. Skill shifts from manual dexterity to data interpretation.
Industry Outlook 2025 – 2030 — 800V EV Automation Roadmap
Buyers should plan around four inflection points between 2025 and 2030 — captured in the 800V EV Automation Roadmap below. Each row buyers should plan around between 2025 and 2030. Each row pairs a market driver with the harness-line impact and the buyer-side action it triggers.
| Marker | Driver | Harness-Line Impact | Buyer Action |
|---|---|---|---|
| 2025 baseline | Wire harness machines + equipment market US $103.52B, 7.2% CAGR | ADAS modules now demand 200+ pin wire harnesses on mid-trim vehicles | Audit current cells for 200+ pin connector envelope |
| 2027 EV pivot | 800V architecture becomes mainstream across OEM portfolios | Sealed-connector + larger gauge (10 – 35 mm²) demand multiplies | Specify extended-range modular cells with sealed insertion module |
| 2028 nearshoring peak | Mexico harness capacity grows under USMCA; semi-auto upgrades surge | Tier 2 / 3 demand outpaces Tier 4 in new builds | Plan staged migration rather than single-step Tier 4 jump |
| 2030 cell mainstream | Force-monitored modular cells become Class 3 baseline expectation | Manual crimping disqualified from Class 3 programs at major OEMs | Lock in 5-year service contract early for spare-parts continuity |
“Industry analysts tracking the wire harness equipment market consistently flag 800V EV architecture as the single largest 2026 capex driver — but the more interesting signal sits underneath. Hybrid cells with manual final lay-out remain the default for harness complexity over 80 circuits, and that pattern is unlikely to reverse before 2030.”
Frequently Asked Questions
Q: What is a wiring harness assembly operator?
View Answer
An operator on a wiring harness assembly line runs the wire harness assembly machine, loads wire reels and terminal strips, monitors closed-loop force-monitor dashboards, intervenes on alarms, and signs off on first-piece and in-process inspection records under the IPC/WHMA-A-620 acceptance standard. The role shifts from manual dexterity to data interpretation as the line moves from manual benches to fully automatic cells.
Q: What is the difference between cable assembly and wire harness assembly?
View Answer
Cable assemblies are normally a single straight run of one or more conductors with terminations at each end. A wire harness assembly branches into multiple endpoints, binds bundles along defined paths, and includes connectors, taping, and protective coverings. Both share IPC/WHMA-A-620 acceptance criteria, but the harness requires lay-out boards, branching modules, and longer test routines.
Q: How should I vet a wire harness manufacturer or machine supplier?
View Answer
Ask three direct questions. First, can the supplier export closed-loop force-monitor data per terminal? Second, does the machine meet the IPC/WHMA-A-620 class table you actually need (Class 2 or Class 3)? Third, can the supplier name three customer references in your industry segment at your production volume? Avoid suppliers who answer with vague “tailored solutions” language.
Q: How long does setup take for a fully automated wire harness machine?
View Answer
Initial commissioning of a Tier 3 fully automatic single-process line runs 4 – 8 weeks from delivery to first articles, including operator training. Tier 4 modular cells need 8 – 16 weeks.
Q: Can wire harness assembly machines handle 800V EV high-voltage harnesses?
View Answer
Yes, with caveats. Standard Tier 3 machines handle conductors up to roughly 6 mm², which covers most signal and low-voltage power runs. For 800V EV battery and motor wire harnesses with 10 – 35 mm² sealed terminations, specify an extended-range Tier 4 modular cell with sealed-connector insertion, IPC Class 3 pull-force testing, and orange high-voltage jacketing handling. Confirm the vendor’s reference list includes at least one Tier 1 EV program before committing, and ask whether the cell handles the specific connector family — Aptiv HV280, Rosenberger H-MTD, or Yazaki HV — used in your platform, since insertion tooling is not interchangeable across families and a wrong-family quote means an expensive retrofit later.
Q: How long does IPC/WHMA-A-620 certification training take?
View Answer
Certified IPC Specialist (CIS) operator-level training runs 3 – 5 days; Certified IPC Trainer (CIT) instructor-level training adds another 2 – 3 days plus a teach-back exam. Recertification is required every two years. Plant-level adoption — including documentation, internal auditor training, and machine recalibration — extends the overall program to 6 – 12 months.
Configure a Wire Harness Assembly Machine for Your Program
Talk to a ZEUEE engineer about volume, IPC class target, and harness type mix. We build to Class 3 acceptance and back every line with documented force-monitor data export.
About This Analysis
This guide reflects ZEUEE’s 20 years of harness automation deployments across 30+ countries and over 10,000 documented industrial projects since 2005, paired with IPC/WHMA-A-620 Rev E and Rev F clause review, 2025 market data from Assembly Magazine and ResearchAndMarkets, and defect-rate benchmarks published by wire-harness industry analysts. Where a number could not be sourced to a published reference, the figure is omitted rather than approximated.
References & Sources
- IPC/WHMA-A-620 Revision E — Standard for Requirements and Acceptance of Cable and Wire Harness Assemblies — IPC International
- IPC/WHMA-A-620F 2025: Cable and Wire Harness Assemblies — ANSI
- Automotive Wiring Harness Market Continues to Grow — Assembly Magazine, 2025
- Wire Harness Manufacturing Equipment Global Trends and Outlook 2026 – 2031 — ResearchAndMarkets
- Spotting 60 Potential Errors in Machinery Cable and Wire Harness Design — Cableteque
- WHMA/IPC Releases IPC/WHMA-A-620 Rev E — Wiring Harness News



