Get in touch with Zeyu lntelligent Industrial Company

Micro Twist Pin Assembly Machine
—Automated Connector Contact Production Line
For connector and contact manufacturers producing twist pin (hyperboloid) contacts for aerospace, defense, downhole, and medical programs — a six-machine ZEUEE line that strands, welds, bulges, and crimps MIL-grade contacts under inline vision control.
Request a Quote / Book a Line Consultation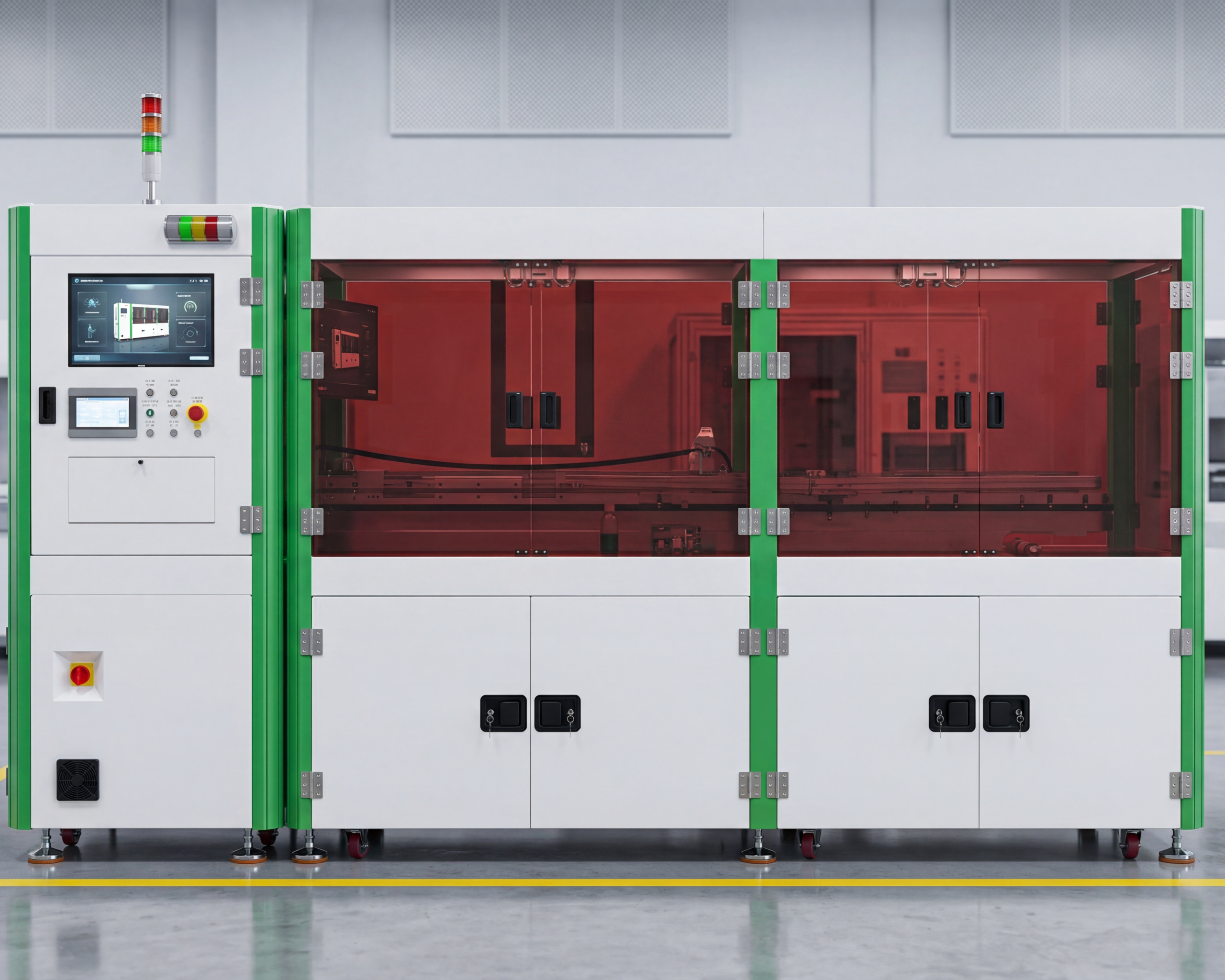
6
integrated machines (JY01-01→06)
0.2–0.8 mm
wire diameter · 3–9 strands
10–16
pcs/min per station
Inline CCD
laser weld · servo control
MIL-grade
83513 Micro-D · 32139 Nano-D capable
100%
vision inspection + auto sort
ENGINEERING PHILOSOPHY
The real bottleneck in twist pin contact production is consistency, not capability
Phase 1 Specifications
200g
Vibration Limit
500g
Shock Resistance
A connector assembly machine earns its place on your floor when it removes the one variable a skilled operator simply cannot hold by hand. A twist pin contact is a wire-cage hyperboloid contact: ten strands of beryllium-copper twisted together, laser-welded, then bulged so the sprung strands compress inside the mating socket and form up to seven independent points of electrical contact. Build it right and those contacts ride out 200 g of vibration and 500 g of shock without a single discontinuity longer than a microsecond.

Phase 2 Analysis
Here is the honest version most buyers get backwards. Twist pins are not unreliable to build — USPTO patent filings and field data point to two failure modes: wire strands separating from the sleeve, and the bulged tip drifting out of alignment during forming. Both are manufacturing-precision problems, not flaws in the contact itself — and that is the structural reason a hand-fed line loses yield where an automatic connector assembly machine holds it. A hand-fed or semi-automatic process introduces exactly the micro-variation that triggers them, and that variation is hard to hold with microscopic tooling.

Phase 3 Solution
ZEUEE’s Micro Twist Pin line goes after it directly: laser diameter monitoring on the strander, permanent-magnet tension control per head, servo-driven bulge forming, and CCD inspection at every transfer. That is the gap between a contact that passes a first article and one that still passes at the ten-thousandth.
SYSTEM ARCHITECTURE
The ZEUEE Micro Twist Pin line: six machines from strand to socket
This line is modular. Each machine runs on its own or links into a continuous cell, so you can automate the stage that is bleeding yield today and add the rest as volume grows — a phased path to line efficiency rather than a single capital wall. Below is the Strand-to-Socket Production Map: what each station does, how fast it runs, and the inline quality control that holds tolerance.
Strand-to-Socket Production Map
Stage / Model
Function
Throughput
Inline quality control
[STG-01]
JY01-01 Stranding
JY01-01 Stranding
Twists 3–9 BeCu strands (0.2–0.8 mm) into the helical cage
100–200 mm/min
Laser diameter gauge + per-head magnetic tension
[STG-02]
JY01-02 Straightening
JY01-02 Straightening
Inline stress relief + tension straightening of stranded wire
1000 mm/min
Fiber-optic material detection, alarm-stop
[STG-03]
JY01-03 Cut & Weld
JY01-03 Cut & Weld
Length cut + dual-end laser weld under inert gas
11–13 pcs/min
CCD weld inspection + defect ejection
[STG-04]
JY01-04 Waist-Drumming
JY01-04 Waist-Drumming
Servo-formed bulge (the hyperboloid contact point)
13–16 pcs/min
Piezo + CNC alloy disc feed; CCD size check
[STG-05]
JY01-05 Housing Crimp
JY01-05 Housing Crimp
4-axis robot feed; pin crimped/seated into connector housing
12–15 pcs/min
CCD direction + concentricity + size sort
[STG-06]
JY01-06 Wire Crimp
JY01-06 Wire Crimp
Strip + crimp the contact to lead wire
10–15 pcs/min
Servo positioning + encoder count; CCD multi-angle

Engineering note — why the bulge stage decides the contact
Stage 4 is where a twist pin becomes a hyperboloid contact. The "waist-drumming" forms the bulged point whose hemispherical radius lets the pin seat even under insertion misalignment — the same geometry MIL-grade sockets rely on to mate under shock and vibration. Form that bulge by hand and it drifts; a servo-controlled stroke with CCD size feedback holds it. Pin insertion and crimp stages 5 and 6 then carry that precision into the housing, where seating force and concentricity decide whether the contact passes vision sort. High-speed twist pin fabrication of this kind is documented technology — see USPTO US6584677B2.
Each model accepts parameter changes for different wire gauges, strand counts, and pin geometries, so one line can run signal contacts at 0.4 mm and heavier contacts toward the 0.8 mm ceiling without a hardware rebuild. That flexibility is the first thing engineers ask about and the first thing a brochure leaves out. The final station doubles as a terminal crimping machine, so each contact leaves the cell already terminated to its lead wire, and ZEUEE engineers the line around your contact drawing rather than a catalog SKU — the structural reason a custom program runs without a retrofit.
TECH SPECIFICATION
Twist pin vs stamped vs machined contacts — and automated vs manual lines
Choosing a contact technology is a reliability-versus-cost trade-off, and it is the differentiator that drives whether automation pays off. Stamped contacts are cheap at scale but lean on two or three contact points and can deform under repeated mating. Machined contacts are reliable but expensive. Twist pins sit where high-reliability programs live. Here is the Twist Pin vs Stamped Contact Decision Matrix:
Automation economics follow from that. Because twist pin and machined contacts are the ones used in long-service, high-reliability builds, they are also the ones where a defect ships into a satellite, a downhole tool, or an implant — where rework is not an option. Automated stranding and forming hold the consistency those programs demand — an approach reflected in hyperboloid-contact manufacturing patents such as USPTO US5326289A — and a vision-sorted line gives you the traceability auditors ask for.
Attribute
Twist pin (hyperboloid)
Stamped & formed
Machined / turned
Contact points
7 (Micro-D) / 5 (Nano-D)
2–3
1 line / band
Mating cycles
Up to 100,000 (hyperboloid tech)
Degrades on repeat cycling
High, constant pressure
Shock / vibration
500 g / 200 g, <1 µs interruption
Micro-motion risk
High
Relative unit cost
Premium
Lowest
Highest
Best for
Aerospace, defense, downhole, medical
High-volume benign environments
Low-volume high-current
PROCESS SEQUENCE
From ten-strand wire to a MIL-spec contact: the automated process
Physics fixes this sequence, and each step removes a manual variable. Strand, straighten, cut and weld, bulge, crimp to housing, crimp to wire — six operations that turn loose beryllium-copper wire into a sorted MIL-grade contact terminal.
"We hold the bulge stroke and the weld energy on closed-loop servo and laser control for one reason: those two steps are where hand-built twist pins fail — strand separation and a misaligned tip. Our CCD checks each one before the part moves on, so the failure never reaches the housing."
— ZEUEE Engineering Team, Micro Twist Pin Line
 [PRC-01]
[PRC-01]
Stranding the cage
[PRC-01]
Stranding the cage
Three to nine BeCu strands are twisted at a controlled pitch while a laser gauge watches diameter in real time and each head holds its own tension. Pitch and tension are what give the finished cage its even contact-point distribution; drift here surfaces later as an out-of-spec mating force.
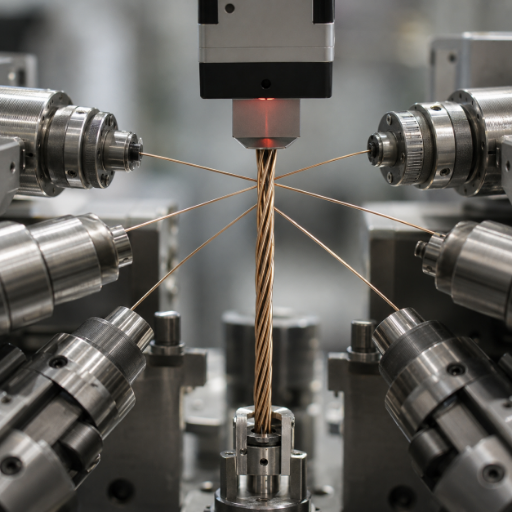
 [PRC-02/03]
[PRC-02/03]
Straightening, cutting, and laser welding
[PRC-02/03]
Straightening, cutting, and laser welding
Stranded wire is stress-relieved and straightened at up to 1000 mm/min, then cut to length and laser-welded at both ends under inert gas so the weld stays smooth and the strands cannot splay. Dual-end welding is what stops the wire-separation failure mode that drives field returns on hand-built pins.
 [PRC-04]
[PRC-04]
Waist-drumming the hyperboloid
[PRC-04]
Waist-drumming the hyperboloid
A servo press forms the bulge that defines the hyperboloid contact, with CCD checking the formed dimension on every part. USPTO US7775841B2 describes this hyperboloid forming as alignment-sensitive — which is the structural reason ZEUEE engineers the bulge stroke on closed-loop servo control rather than a fixed cam, and the differentiator between a line that holds 0.025 in Nano-D geometry and one that drifts.
 [PRC-05/06]
[PRC-05/06]
Insertion, housing crimp, and wire crimp
[PRC-05/06]
Insertion, housing crimp, and wire crimp
Stage 5 runs as an automatic pin insertion machine: a four-axis robot feeds and seats the contact into the housing with a four-point crimp, while CCD checks direction and concentricity. The closing station strips and crimps the lead wire with servo positioning and encoder counting. Output from the cell is a contact terminal already inspected, terminated, and sorted good-from-bad — not a part that still needs a microscope before it ships. That is the practical payoff of running the whole sequence as one automated cell rather than six manual benches.
HIGH-RELIABILITY APPLICATIONS
Built for aerospace, defense, and high-reliability programs
Twist pin contacts get specified where a connection cannot drop: military and aerospace systems, downhole directional drilling, oil and gas, medical devices, RF coaxial assemblies, test probes, and spring-contact applications. Two military specifications anchor the category, and the line is built to produce contacts that meet them.
Standards the contacts target
MIL-DTL-83513 (Micro-D): contacts on 0.050 in (1.27 mm) centers, layouts from 9 to 100 positions, twist-pin or solid-tube construction, beryllium-copper gold-plated to ASTM B488, contact resistance 8 mΩ max, 3 A, minimum 500 mating cycles.
MIL-DTL-32139 (Nano-D): twist-pin contacts on 0.025 in (0.64 mm) pitch, 9–51 positions, rated to 200 °C.
Hyperboloid contact technology — refined across decades of USPTO filings — is documented at up to 100,000 mating cycles without resistance degradation — far beyond the MIL minimum, which is exactly why these contacts are chosen for programs that re-mate often.
Producing to those numbers at the 0.025 in Nano-D pitch is a sub-millimeter problem. It is the reason the line leans on laser measurement, servo forming, and per-part vision rather than operator skill — the tolerances sit below what is repeatable by hand across a production run. That sub-millimeter repeatability is the differentiator ZEUEE engineers into the line, and the structural reason it targets MIL-grade contacts at 3 A ratings the market already trusts.
100,000
mating cycles achievable by hyperboloid twist pin contacts — versus a 500-cycle MIL-DTL-83513 minimum. Reliability that high is only worth specifying if every contact is made the same; automated forming and vision sort are what make it repeatable at volume.
Source: hyperboloid contact technology data (Smiths Interconnect / Connector Supplier); MIL-DTL-83513 minimum per specification. Production consistency claim is qualified —
request an application-specific assessment.
×
![Enlarged Certificate]()
SUPPLIER QUALIFICATION
Engineering credentials behind the line
Specifying a contact line from a supplier you have not audited is a real risk, and it is the right question for any procurement team to put on the table. ZEUEE builds this equipment through a 20,000 m2 production base, with the certifications — including ISO 9001:2015 — and patent record that back a non-standard automation partner rather than a catalog reseller.










ISO 9001:2015
Quality management certified
150+ Patents
32+ invention · 68+ utility model
National High-Tech
+ Specialized & New (SRDI) enterprise
20 Years
est. 2005 · 10,000+ cases built
30+ Countries
global install & support footprint
ZEUEE's automation equipment serves manufacturers across building hardware, 3C electronics, aerospace electronics, precision electrical, auto parts, medical, and new energy. ZEUEE's engineers have also supplied non-standard lines to a customer base that includes major aerospace, electronics, and connector manufacturers worldwide — experience that matters most when your contact geometry is custom, which it almost always is.
Need our documentation for your supplier qualification file? Download full compliance documentation →PROCUREMENT GUIDE
Procurement guide: customization, lead time, and support
Lowest quote rarely wins this category, because a contact line is a multi-year asset whose cost is dominated by yield, uptime, and efficiency — not sticker price. A useful evaluation looks at the full three-year picture and the factors that actually move it.
Want a phased-rollout plan and lead-time estimate?
Get a free production feasibility assessment
→
Micro Twist Pin Machine Engineering Tools
FAQ — twist pin assembly machine questions
What standards do the twist pin contacts meet?
ZEUEE builds the line to produce contacts that meet MIL-DTL-83513 (Micro-D, 0.050 in centers, 3 A) and MIL-DTL-32139 (Nano-D, 0.025 in pitch), using beryllium-copper strands and the twist-pin construction those specs recognize. Final qualification is always against your part drawing and the applicable spec revision — skipping that step is the most common risk we see, and it is the differentiator between a contact that passes lot acceptance and one that fails.
Can the line handle stainless steel or other wire materials?
Our standard process is tuned for beryllium-copper, the material used in MIL-grade twist pins. Other alloys and gauges inside the 0.2–0.8 mm range can be evaluated — stranding tension, weld energy, and bulge stroke are all parameter-driven, so a feasibility trial on your material is the right way to confirm fit before you commit to a line.
Do we have to buy all six machines at once?
No. Each machine runs standalone or linked. Many buyers automate the stage costing them the most yield first, then add stations as volume grows.
How does an automated line compare to keeping skilled operators?
For low volumes or prototypes, skilled manual work can be the economical choice. The line earns its return where consistency at sub-millimeter tolerance, repeatable MIL-spec mating force, and traceable 100% inspection matter more than headcount — which is the reality for most aerospace, defense, and medical contact programs.
What does a stranding machine do, and what machine is used to make pins?
In this line the stranding machine twists the beryllium-copper strands into the helical cage — the first of the six machines used to make pins of the twist-pin type. Unlike general automated assembly machines that place discrete parts, a twist pin line forms the contact itself, strand by strand, which is the structural reason each station is purpose-built rather than a generic cell.
What is the lead time and what support is included?
Lead time depends on configuration and customization scope; contact us for an estimate tied to your spec. Every line ships with installation, commissioning, operator training, and a one-year whole-machine warranty plus technical support.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



