Get in touch with Zeyu lntelligent Industrial Company

ISO 9001:2015 CERTIFIED
Automated Assembly Machines
Automated Assembly Machines: Rotary, Inline, Robotic & Continuous-Motion Systems Built by ZEUEE
Automated assembly machines from ZEUEE are a proven, productized catalog, nine standard machine families organized by what you actually assemble (hinges, handles, fiber and optical connectors, toys, brushes, DC wire and connector cables), each backed by real specifications and a five-input selector.



9
Standard machine families
20 yrs
Automation since 2005
10,000+
Cases delivered
150+
Global Patents
Stop Choosing by Architecture — Choose by What You Assemble
You probably do not know whether it needs a rotary indexing dial, an inline transfer line, or a robotic cell — and you should not have to decide that before you can even shop. Yet most automated assembly machinery vendors organize their catalog by that exact jargon, forcing you to self-classify into a transfer topology before anyone looks at your part.
Automated assembly machines are programmable systems that feed, join, and verify multiple components into a finished product with little or no manual assembly, replacing repetitive tasks and human error across the production process with sensor-checked, controller-driven cycles. That is the category. Which one fits the part in your hand is the real question.
That inversion is the difference between a manufacturer and a reseller. Many industrial automation companies coordinate parts from third-party feeders, presses, and robot brands and add a design-risk markup on top.
The Honest Version of the Problem
Buyers lose weeks because an integrator asks them to spec a machine architecture before the part is even fixtured, and the spec sheet rarely matches reality once production starts. The pain is rarely “we need a robot” — it is a 2 a.m. phone call when an operator quits mid-shift, quality drifts because a new hire has not developed the feel for the process, and turnover that runs as high as 40% a year keeps manual assembly out of tolerance.
A machine is the fix only when it is matched to the part, the volume, and the joining method — which is why we invert the funnel: you describe what you assemble, and the page derives the joining method, the machine architecture, the throughput band, and the exact ZEUEE model.

Capability
ZEUEE is a builder: we engineer and assemble the machine in our own 20,000 m² plant, which is how we can publish real specifications and a realistic price logic instead of “contact us.”
Industry Shift
Independent analysis confirms the shift — the U.S. think tank ITIF reports Chinese manufacturers now lead on many advanced-industry capability indicators (ITIF, 2024),
ROI Guidance
and assembly automation ROI guidance from the U.S. National Institute of Standards and Technology confirms the labor-only payback math most buyers use undercounts true cost (NIST MEP).
Not sure where your part fits?
Send a drawing for a free 24-hour feasibility read →The ZEUEE Assembly-Match Selector
TThis is the tool no systems integrator publishes: a five-axis decision grid that takes what you assemble, the component count, the joining method, your target throughput, and your annual volume — and resolves to a specific ZEUEE machine plus its spec page. It removes the architecture self-classification that every competitor demands. Below, the selector shows worked rows for each of our nine families; the rated throughput is the machine's cycle band, and you should always confirm the realistic output at a stated effectiveness, not the theoretical number (see the architecture section for why).
| What you assemble | Typical parts | Joining method | Throughput band | Volume sweet spot | ZEUEE machine |
|---|---|---|---|---|---|
| Door / window handle | 12 components | Square-pin press + 3-stage oiling | 5–8 pcs/min | Mid volume | Handle Assembly Machine |
| Furniture / door hinge | 4–7 components | Pin insertion + riveting | ~40 pcs/min | High volume | Hinge Assembly Machine |
| SC/LC/FC fiber connector | 4–6 components | Precision insert + UV/thermal cure | High-mix, cell | 10k–75k/yr | Fiber Optic Connector Machine |
| Full optical connector line | Multi-stage | Insert + polish + CCD verify | Line-rate | High volume | Optical Connector Line |
| Multi-part toy | Variable mix | Snap-fit + screw drive | Flexible | Seasonal batch | Toy Assembly Machine |
| Plastic toy housing | 2–4 plastic parts | Ultrasonic plastic weld | Sub-second | High volume | Toy Ultrasonic Welding Machine |
| Plastic / industrial brush | Bristle + base | Insert + trim + inspect | Linear transfer | Mid–high volume | Brush Assembly Machine |
| DC wire | Wire + terminal | Cut–strip–terminate | Continuous | High volume | DC Wire Production Line |
| DC connector and adapter | Connector+cable | Crimp + over-mold + test | Continuous | High volume | DC Connector and Adapter Line |
Variants like a rotary assembly machine or a continuous motion assembly machine are outputs of this selector, not the starting question. Whether your part needs a single station or a turnkey automated assembly line, the selector logic is the same, and the engineering frontier behind flexible reconfiguration is real, not marketing (EP 4154742 C0).

Handle Assembly Machine
ZEUEE C22-ZY05-01 — automated 12-component door handle assembly at 5-8 pcs/min
12 components · 5–8 pcs/min · 2.5 kW · 2800×1600×1850 mm
Square-pin V-groove hydraulic press, three oiling mechanisms for lubrication, modular sub-assembly.
Handle specs
Hinge Assembly Machine
Rotary automated door, window and furniture hinge assembly
4–7 components · ~40 pcs/min rotary-dial class · pin insertion + riveting
High-volume door, window, and furniture hinge assembly with in-line position verification.
Hinge specs
Fiber Optic Connector
SC/LC/FC ferrule automated assembly with CCD inspection
SC/LC/FC ferrule · 4–6 parts · insert + cure + CCD verify
Sub-micron alignment with sensor-checked end-face inspection to IEC 61300-3-35.
Connector specs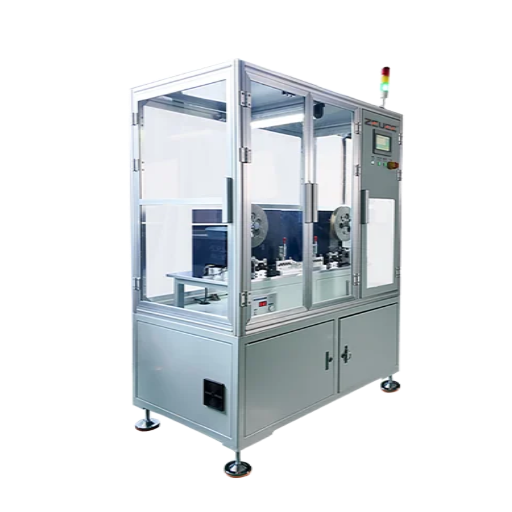
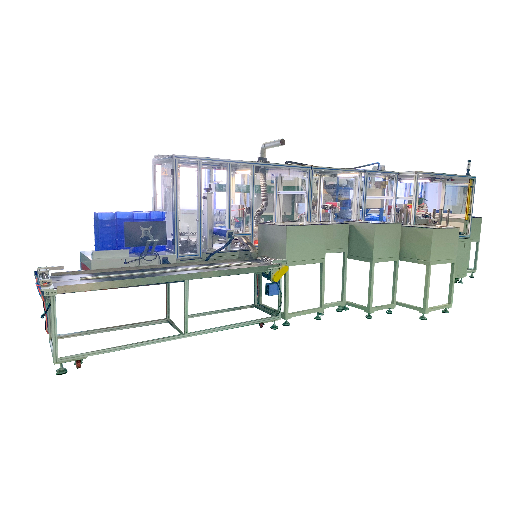
Optical Connector Line
Automated insert, polish and vision inspection continuous line
Multi-stage continuous line · insert + polish + vision
A full optical connector line for high-volume telecom production, with vibratory feeders.
Line specs
Toy Assembly Machine
Multi-part automated toy assembly with quick changeover
High-mix · snap-fit + screw drive · quick changeover
Multi-part toy assembly built for fast changeover across seasonal product mixes.
Toy specs
Ultrasonic Welding
Plastic ultrasonic weld for toy housings, sub-second cycle
Plastic weld · energy director · sub-second weld cycle
Ultrasonic plastic welding for toy housings, clean, fast joins without adhesive.
Welder specs
Brush Assembly Machine
Automated plastic and industrial brush assembly with inspection
Bristle + handle + base · linear transfer · insert + trim
Plastic and industrial brush assembly with integrated inspection for consumer-goods volumes.
Brush specs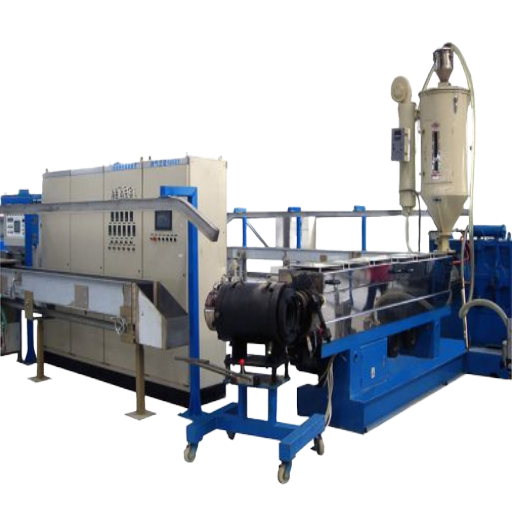
DC Wire Production Line
Continuous-motion cut-strip-terminate cable automation
Continuous-motion · cut, strip–terminate
A DC wire line for high-volume cable manufacturing, feeding directly into connector work.
Wire specs
DC Connector and Adapter Line
Automated crimp, over-mold and test line
Connector + cable · Crimp + over-mold + test · Continuous
Automated continuous motion processing covering building-hardware and consumer-plastics.
Cable specsJoining Methods Decoded: Press, Screw, Ultrasonic Weld, Dispense & Verify
Engineers self-qualify faster from the joining method than from a machine type, so this is the technical layer competitors leave off their category pages. Every ZEUEE line ends in a sensor- and machine-vision verify step, because a high-volume line that runs unchecked "produces scrap at an awesome rate" if a fault goes undetected, in-line 100% verification, not end-of-line sampling, is the difference between catching a defect at the station and shipping it, and it's what keeps output high-quality at line rate. The crosswalk below maps each joining and fastening method to the families that use it.
A worked example
A worked example: the Handle Assembly Machine drives two screws simultaneously via a screw feeder, presses the square pin in a V-groove hydraulic station, and runs three oiling passes, twelve components assembled in sequence, each verified before the cover plate go on. Ultrasonic welding on the toy line replaces adhesive with a clean weld; the energy director concentrates the weld at a designed seam. This principle holds across the catalog: feed, join, then verify with a sensor before the part advances. Six-axis positioning that makes precise insertion repeatable is established art (US 6,041,500 A), and we build it into the station rather than bolting inspection on at the end.
Semi-Automatic vs Fully Automatic: Matching Automation Level to Volume, Labor Cost & ROI
Over-buying is the most expensive mistake in this category. A fully automated line stuck at 60% OEE produces less than a right-sized semi-automatic cell running well, capacity hides in performance and availability losses, not in a bigger machine. The honest version: more automation does not always pay off. Trade press that serves this industry is blunt about it, if you need to produce millions of assemblies a year, a fully automatic system is the only way to go, but semi-automatic is the broadest and most appropriate part of the spectrum for mid-volume work (automation-level guidance aligns with ISO 22400 performance metrics).
Volume-to-Payback Dial
| Annual volume | Right automation level | Why | Typical payback window |
|---|---|---|---|
| 1–10 units (prototype) | Manual | Setup cost negates any benefit | n/a |
| ~10–250 / batch | Semi-automatic cell | Automate standard parts, operator handles the awkward ones | 12–24 months |
| 250–1,000 / run | Hybrid line | Add stations as volume proves out | 18–36 months |
| >~1,000+ / continuous | Fully automatic line | Labor and quality math favors full automation | 24–48 months |

~2.8×
output per machine when a fiber-connector operation moves from semi-automatic ($29/part) to fully automatic pallet loading ($10/part) — 27,000 to 75,000 parts per year
Industry economic model, ASSEMBLY Magazine (illustrative; confirm against your own labor rate and volume)
Two cautions keep the business case honest. First, throughput gains only create financial value if the extra output can be sold, in a demand-constrained plant, a faster machine doesn't improve ROI, so treat throughput as a sensitivity case, not the base case. Second, the equipment price is only 50–60% of the total project cost; integration, tooling, controls, programming, and ramp-up consume the rest, and labor-only payback math undercounts true labor cost by 30–60%. Quality gain is often the real driver: automated stations cut defect rates dramatically, one documented press-fit line moved from 2.3% to 0.15% scrap, roughly a 90%+ reduction, because servo-controlled processes repeat and every cycle is verified. Every ZEUEE line ships with a PLC, touchscreen HMI, emergency stop, sensors, and actuators, with output and yield logged for full process visibility. Where a standard model under-fits, the bespoke path is a custom assembly machine.
Buying From a Chinese Manufacturer: Lead Time, Spares, Commissioning & Landed Cost
Where the machine is built isn't the fair concern, China now accounts for more than half of global industrial robot installations, it's whether you're buying from the actual builder and whether after-sales holds up across an ocean. The real risk has shifted to manufacturer-versus-trading-company verification, and the way buyers de-risk it's well established. ZEUEE answers each control directly.
On price, compare landed total cost of ownership, not the sticker. Offshoring decisions made on piece price alone routinely understate true cost, because cost-of-quality, warranty and service expense, travel, and extra safety-stock inventory get spread across overhead and never appear in the quote (NIST MEP supplier and TCO guidance). A productized ZEUEE machine with published specifications, 2.5 kW typical power draw, a known footprint, and a documented changeover time gives you a TCO you can actually model, which is more than an opaque integrator quote or a higher-priced domestic blank-sheet build will hand you. We serve 30+ countries, so the cross-border delivery and support track record is already in place.

Why ZEUEE Builds (Not Just Integrates): Proof, Patents & Named Customers
ZEUEE has built automated assembly machinery since 2005 from a 20,000 m² production base in Taihe, Jiangxi, with 120+ employees, 10,000+ cases delivered, and 150+ patents (32 invention, 68 utility model). That is the difference between a manufacturer and a reseller: we own the design, the build, and the test. Our quality system is ISO 9001:2015 certified, which we treat as the baseline, not the headline; for regulated buyers, CE conformity (note the EU Machinery Regulation 2023/1230 takes mandatory effect 20 January 2027) and automotive-tier discipline are what actually differentiate a supplier (ISO 9001:2015).
Our customer list is verifiable, not adjectival. ZEUEE has supplied automation to AVIC, China Shipbuilding, GAC Group, Corning (USA), Hunter, TE Connectivity, Sumitomo (Japan), LEGO (Denmark), SONY, Foxconn, and TCL, across electronics, automotive, medical device, and consumer-goods production. Build-quality proof is in the machines themselves: a PLC and touchscreen controller logging output, yield, and faults, and a 15-minute quick changeover across three handle types on a single platform is engineered flexibility you can audit, not a slogan.
Verified Certifications & Compliance










Interactive Engineering Tools
Streamline your automated assembly planning with our precision evaluation tools.
01
Assembly-Match Selector
Five inputs → one ZEUEE machine. No email required.
Access Selector
02
Volume-to-Payback Dial
Map your annual volume to the right automation level and a typical payback window.
Calculate Payback
03
RFQ Readiness Checklist
Tick what you can supply. Seven inputs give ZEUEE engineers a 24-hour feasibility read — no back-and-forth.
Start Checklist
Get Your Automated Assembly Machine Quote
Arriving with the same five inputs the selector uses is the fastest path to an accurate quote, so our engineers, not a reseller's sales desk, can read feasibility in 24 hours.
Request A QuoteHave these ready:
- the end-product
- the component count
- the joining method
- your target throughput in pcs/min
- your annual volume
- the available floor envelope
- your voltage and air supply
Technical Support
Automated Assembly Machines FAQ
What are automated assembly machines, and how do they differ from manual assembly?
Automated assembly machines are programmable systems that feed, join, and verify components into a finished product with little or no operator input. Versus a manual assembly process, they replace repetitive tasks and human error with sensor-checked, controller-driven cycles, holding tolerance and yield at a consistency manual lines can't, automated quality runs near 0.01% defects against 1–2% for manual work.
How do I choose the right automated assembly machine for my product?
Start from what you assemble, not from a machine architecture. Use the five inputs in our Assembly-Match Selector, end-product, component count, joining method, target throughput, and annual volume, and the selector resolves to a specific ZEUEE family. Volume sets the architecture: low volume favors a semi-automatic cell, very high volume favors a continuous-motion or rotary line.
Semi-automatic vs fully automatic, how do I decide?
Volume decides, semi-automatic below ~250 units per batch, fully automatic above ~1,000.
What joining and fastening methods do ZEUEE machines use?
Screw driving, square-pin and press-fit, riveting, ultrasonic plastic welding, dispensing and oiling, crimp and cut-strip-terminate for wire, and precision insert-and-cure for fiber. Every method is paired with vibratory feeding and a CCD vision verify step. The Join-to-Machine Crosswalk above maps each method to the families that use it.
What components are essential in an automated assembly line?
A controller (PLC) and touchscreen HMI, part feeders including vibratory feeders, actuators and a motion or robotic-arm platform, sensors and machine-vision for inspection, an emergency stop and safety circuit, and a conveyor or transfer system to move parts between stations. ZEUEE builds these as one integrated system with output and yield logging.
How does automating an assembly line improve ROI?
Through three levers, in order of reliability: labor savings, quality-cost reduction, and sellable throughput. Labor savings compound across shifts as one operator monitor several stations instead of staffing each one. Quality is often the bigger prize, defect-rate drops of 90% or more are documented on verified press-fit lines, which removes scrap, rework, and warranty cost over the life of the asset. But model the full picture before you sign: the equipment is only 50–60% of total project cost once integration, tooling, controls, and ramp-up are added, and extra throughput only adds value if the additional output can actually be sold. Build the case on total cost of ownership, not the sticker price.
What throughput and changeover time can I expect?
It depends on the family: the Handle Assembly Machine runs 5–8 pcs/min with a 15-minute changeover across three handle types; rotary hinge work reaches ~40 pcs/min; continuous-motion wire and connector lines run at line rate. Always confirm realistic units-per-hour at a stated OEE, since rated cycle rate overstates real output once micro-stops are counted.
What are the lead time, MOQ, and after-sales terms when buying from ZEUEE?
Lead time depends on station count and compliance level; we confirm it at the station-definition stage and prove the machine with a factory acceptance test before shipment. Payment is staged with a commissioning hold-back, support covers remote diagnostics, spare parts, and on-site commissioning, and we already serve 30+ countries with English-language engineering.
Can ZEUEE build a custom assembly machine if no standard model fits?
Yes. These nine families are productized starting points, not constraints. When a part fall outside them, we engineer a custom assembly machine around your part, takt target, and inspection method, see our custom assembly machine and custom automation equipment pages for the bespoke route.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



