Get in touch with Zeyu lntelligent Industrial Company

ISO Certified System
Medical Devices
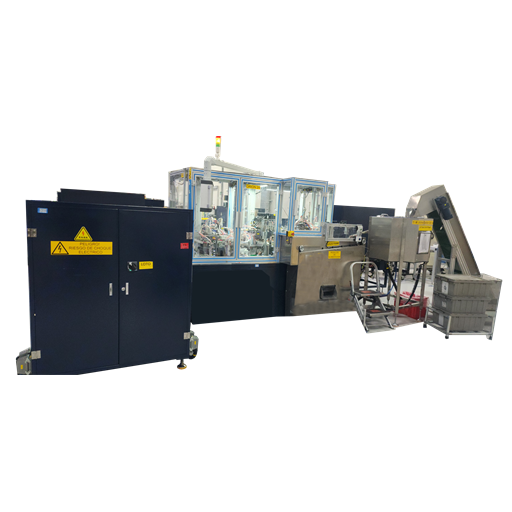
Medical Device Assembly Machines, Turnkey Automation for Syringes, Needles, IV Sets & Implantable Components
A medical device assembly machine needs to solve two tough problems: achieving sub-millimetre repeatability on components small enough to hold in your palm, and capturing the data for any auditor, years into the future. ZEUEE builds machines, lines, and the validation trail around your device, from individual semi-automatic cells for clinical supply to fully automated, high-speed production systems.
Request a Quote
PRECISION // ZEUEE
Why Medical Device Assembly Demands Purpose-Built Automation
PHASE 01
Assembling tiny medical device components manually is cheap on the budget (sheet metal value) but expensive on an audit. Operators are the single biggest source of cleanroom contamination-human contact-and handmade lots of autoinjectors, disposable syringes, or IV cannula reveal inconsistencies in torque, insertion depth, and sealing in a customer’s hands months down the line. That’s the real pain-not the cost of labor, but the cost of an inconsistent micro-assembly impacting a patient’s safety.
PHASE 02
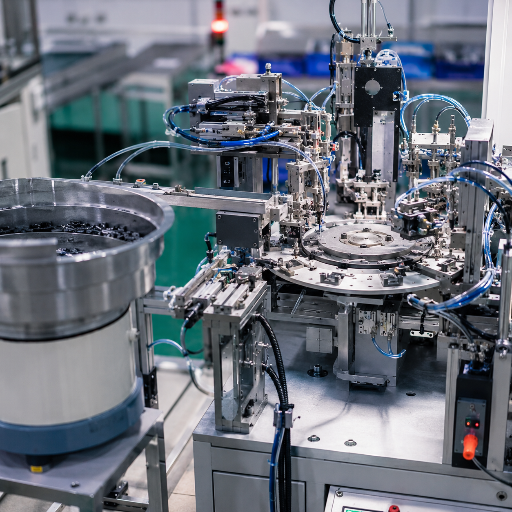
The root cause is mechanical. Pre-filled syringe components or those for autoinjectors-are stacked together with tolerances of just tens of microns: barrel, stopper, plunger rod, needle shield, backstop. Hand-eye coordination can’t handle that accuracy consistently, and a generic pick-and-place cell wasn’t built to accommodate your specific part profile. Purpose-built tooling designs the medical device assembly machine around how the part stacks, feeding specifically sized and oriented parts, dispensing and fastening sub-components, running machine vision inspection and force-feedback on critical joining steps, and documenting every cycle with serialization. Each machine adapts to fit your device components, not the other way around.
PHASE 03
Automation in medical device assembly here is about removing both the contamination vector (people) and the risk (variability). It enhances repeatability and consistency. Independent cleanroom guidance built on ISO 14644-1 is blunt about it: robotics minimize human contact, the biggest source of contamination, and raise repeatability and consistency across assembly, handling, and packaging. This page is about that solution – what ZEUEE does and the pathway to achieving it.
ZEUEE Medical Device Assembly Machines, Models & Configurations
ZEUEE designs a specific solution to accommodate each device and assembly challenge, and a “model number” for us usually reflects a targeted configuration rather than a shelf-ready product. Nevertheless, we’ve catalogued these automated assembly machines into five modular core technology families, each engineered to handle its specific feeding, joining, and inspection task. Output rates are optimized according to your production requirements, and typically range from approximately two to three parts per minute for individual clinical-scale cells, up to 160-200+ parts per minute on a full-scale production line-we provide machinery scaled within this range.

Syringe & Pre-Filled Syringe Assembly Machine
Feeding, orienting, and inserting barrel and stopper, plus needle shield/backstop attachment and optional heat/RF staking or labeling, for a range of pre-filled syringes and disposable safety devices, with custom capabilities for glass-filled formats, the multi-component stack documented in syringe-assembly patents such as USPTO US6743216B2.

Needle & Pen-Needle Assembly Machine
Automated, single-piece orientation and bonding of needle hubs (UV, RF, or Adhesive), plus insertion and automated pull-test verification for the high volumes driven by global health and therapy demands.

IV Cannula & Catheter Assembly Machine
Catheter-over-needle assembly, flashback chamber, wings/grip, and luer fittings with leak and flow verification station built in to the cell.

Infusion Set & Fluid-Path Assembly Machine
Tube cutting and routing, spike, drip chamber, roller clamp and connector for infusion and transfusion sets, synchronous or asynchronous motion based on cycle balance.
Custom / Non-Standard Assembly Machine
Blood-collection tubes, autoinjector sub-assemblies, implantable component handling, and combination devices. This is ZEUEE’s specialty, a custom assembly machine built from your drawings when you need something that isn’t a standard off-the-shelf piece of equipment.
The 4 Output Tier Selector for Medical Device Assembly
Most mistakes stem from selecting the wrong tier of performance, rather than the wrong vendor – a clinical product that over-buys a 200 PPM line or a product with established market that under-buys a manual cell it quickly outgrows. This selector chart pairs output tier with transport technology, appropriate cleanroom class, and the device stage to which it best fits. Values represent reasonable industry bounds, and ZEUEE configures individual station count based on your production volume.
| Output Tier | Typical Output | Transport | Automation Level | Cleanroom Fit | Best-Fit Stage |
|---|---|---|---|---|---|
| Tier 1 — Clinical / Pilot | 2–10 PPM | Manual / single station | Semi-automatic | ISO 7–8 | Trials, orphan drugs, 510(k) builds |
| Tier 2 — Small Batch | 20–50 PPM | Cam / pallet cell | Semi → flexible | ISO 7 | Early commercial, HMLV |
| Tier 3 — Commercial | 60–160 PPM | Rotary dial / indexing | Fully automatic | ISO 7 | Scaled commercial production |
| Tier 4 — High Speed | 160–400 PPM | Linear magnetic track | Fully automatic | ISO 5–7 | High-volume disposables |
| Implantable / Surgical | device-specific | Aseptic cell + robot | Semi / full | ISO 5 | Class III implantable components |
| Vision / Test add-on | in-line | Integrated station | n/a | matches host | Force, leak, pull, dimensional metrology verification |
| Pen / Autoinjector sub-assembly | 50–200 PPM | Pallet / linear | Semi / full | ISO 7 | Combination device final assembly |
| Blood-collection tube | tier-dependent | Rotary | Fully automatic | ISO 8 | High-volume diagnostics consumables |
| Changeover / multi-format | format-dependent | Quick-change tooling | configurable | matches host | Multi-SKU programs |
Engineering Note
Typically above ~160 PPM, high-speed indexing dials have reached the cycle-time limit and are replaced by linear magnetic transport because the individually-controlled movers on each machine permit slow-joins (e.g., cure, testing) on parallel “tracks” while faster processes continue. For most IV and disposable syringe programs, a multi-station dial or rotary cell in the 40–160 PPM range offers the most honest compromise of output, risk, and value; chasing the highest available speed often increases technical risk while it brings marginal benefits on output volume and offers only a small increase in output changeover benefit compared to a lower-cost alternative. On a modular platform, cam-driven and servo stations are sized to the longest validated step in your process, not to a headline number.
Automated vs Manual, and China Turnkey vs Western Integrator
The next honest piece that many vendors conveniently leave out of their recommendations: full automation isn’t always the optimal solution. For higher-mix, low-volume production and clinical-stage manufacturing, a high-flexible, semi-automatic machine often outweighs an automated line on factors including capital investment, cost of changeover, and time for validation – why every significant device product portfolio include at least one flexible semi-automatic machine, in addition to high-speed lines for volume. Rather than simply ask “automatic or manual,” you ask the more honest, realistic question, a trade-off, not a default: “How do I match output tier to my current volume and avoid the penalties of over-buying?” The following comparison uses hard numbers, not vague terms like High, Medium, Low.

| Dimension | Manual Assembly | ZEUEE Automated Line | Source basis |
|---|---|---|---|
| Contamination vector | Human contact (largest source) | Minimised — robotics reduce handling | ISO 14644 guidance |
| Defect rate | Baseline, drift over shift | Up to 92% reduction | Industry ROI data |
| Throughput gain | Baseline | +35% to +60% | Industry ROI data |
| Annual operating savings | — | 25%–45% of investment / yr | Industry ROI data |
| Traceability | Batch paperwork | Per-unit serialised, 21 CFR 11 | FDA 21 CFR Part 11 |
| Repeatability | Operator-dependent | Machine vision inspection + force-feedback verified | Process design |
Relative to US based integrators (ATS, JR, IMA, Syntegon) the technical capabilities can be identical – the industry relies on the same rotary-dial, linear-magnetic, and vision systems, all held to the same FDA 21 CFR Part 820 bar. The fundamental difference is one of commercial nature – ZEUEE is a China-based, vertically-integrated, turnkey solution builder with over 20 years experience in custom machines and 10,000 units delivered; this frequently means lower overall capital outlay and scope of supply covering all stages in a “one-stop-shop” vs. the higher costs of opaque “value-added” proposals from legacy US suppliers. We are confident of demonstrating advantage at total cost of ownership and with factual, “proof points” (covered in the following sections), not on price alone.
Proven in Production, Output, Yield & Throughput Outcomes
A documented automation business case matters because the real value live outside the labor line, in reduced defects, recovered throughput capacity, and lights-out shifts. Industry ROI modelling across thousands of automation projects puts the payback window at 18 to 30 months, with ongoing annual savings of 25–45% of the investment once quality and capacity gains are counted. For many medical device manufacturing applications, the defect reduction component can be the dominant factor, since an entire lot that’s contaminated or out of spec can cost substantially more than a year’s worth of labor.
18–30 mo
Typical payback for well-planned assembly automation, with 25–45% annual savings and up to 92% fewer quality defects.
Source: manufacturing automation ROI analysis (oxmaint.com, 2026). Figures are industry benchmarks; ZEUEE provides a device-specific model on request.
The case for ZEUEE’s automation
The foundation on which ZEUEE stands regarding their ROI projections is their execution, not their one-off hero cases. ZEUEE was founded in 2005, operates a 20,000 m² manufacturing site, holds over 150 patents in R&D (including 32 invention and 68 utility model), and has manufactured over 10,000 automated systems for clients in 30+ countries, including AVIC, China Shipbuilding, GAC Group, Corning, Sumitomo, SONY, Foxconn, and LEGO. The combination of cross-industry precision electronics, medical (the device class behind injection-device filings such as USPTO US20220152309A1), and automotive expertise provides the depth of vision and automation experience that micro-assembly applications require.
Engineering Note, Where the ROI actually comes from
Our approach to the ROI business case is clear – for most buyers, cost isn’t the main story The value proposition in disposable medical device assembly stacks like this: First, defect and scrap reduction-a recalled sterile lot is zero dollar savings. Second, recovered capacity-adding an unmanned third shift. Third, labor savings. Don’t just focus on labor savings. When this happens you risk specifying less than you need.
Compliance & Quality ISO 9001:2015, FDA 21 CFR Part 11, Cleanroom-Ready
You’re a regulated buyer, so the machinery you invest in must not just perform the function you need, it must be verifiable. Supplier qualification, as part of a validation project, is the first step. ISO 9001:2015 certification is a requirement for our quality system, all of our control systems are designed for FDA 21 CFR Part 820 / QMSR compliance and 21 CFR Part 11 electronic records, and our machines are built to drop into the ISO 14644-1 Class 5 to Class 8 cleanroom your device demands.
ISO 9001:2015
Certified QMS21 CFR Part 11
Data-integrity readyISO 13485
Build aligned to device QMSISO 14644
Cleanroom Class 5–8 compatibleGAMP 5
Validation-aware controlsHigh-Tech Enterprise
National + patent-demonstrationMedical Assembly Cleanroom Class
Cleanroom fit is concrete, not a slogan. Sterile, implantable Class III work needs ISO Class 5 (≤3,520 particles ≥0.5 µm/m³); Class II surgical and diagnostic devices run in ISO Class 6–7; non-sterile disposables sit at ISO Class 8. ZEUEE specifies the materials, guarding and airflow-compatible layouts to drop the machine into your class, and integrates HEPA/ULPA-compatible enclosures (99.97% / 99.9995% filtration at 0.3 µm / 0.12 µm) where the process sits inside the controlled zone.
Procurement Advisory
Qualify the machine, not just the price
Make sure the supplier can provide the ‘proof’ If a supplier can’t provide an IQ/OQ/PQ validation deliverable list, a model for 21 CFR Part 11 data-integrity compliance, and a clear definition of what the build is classified as – from an environmental perspective – their machines may well be the most expensive lines you buy.
Validation Deliverables & Certifications



×
Medical Device Assembly Configuration & Planning Tools
Medical Device Assembly Output-Tier Selector
Most selection mistakes come from buying the wrong tier, not the wrong vendor. Enter your target and stage to see the matched configuration.
Launch SelectorAssembly Automation ROI & Payback Estimator
A directional estimate using published industry benchmarks (18–30 month typical payback, 25–45% annual savings). For a device-specific model, request a quote.
Calculate ROIMedical Device Cleanroom Class Selector
Based on ISO 14644-1 and FDA 21 CFR Part 820 practice. Indicative only — confirm classification against your device risk assessment.
Verify ClassificationMedical Device Assembly Machine, FAQ
Medical device assembly is the joining, verification and packaging of a finished device from its components-for example stacking together a syringe barrel, stopper, plunger rod and cap into a tested, traceable unit. The assembly machine automates those joins with device-specific feeding, vision-verified placement and per-unit traceability, replacing the operator handling that's the greatest source of cleanroom contamination.
They're grouped by transport: single-station semi-automatic cells for clinical and HMLV work; cam or pallet cells for small-batch production; rotary indexing dials for commercial volume up to ~160 PPM; and linear-magnetic track systems for high-speed lines up to ~400 PPM. We match that quantity and mix to your output tier rather than defaulting to the fastest option.
It depends on your volume and mix. For clinical trials, orphan drugs and high-mix low-volume production, a flexible semi-automatic cell is almost always the better investment- lower cost, faster changeover and simpler validation. Once you reach sustainable commercial volume, full automation is justified. We size the recommendation to your forecast, not to your largest machine.
ZEUEE builds machines for ISO 14644-1 Class 5 through Class 8. Class III implantable components often demand ISO Class 5; Class II surgical and diagnostic devices ISO 6–7; non-sterile disposables ISO 8. The build determines materials, guarding and HEPA/ULPA-compatible enclosures for your class.
Yes. Controls are specified for 21 CFR Part 11 electronic-records and audit-trail requirements and the machine is built to match your ISO 13485 / 21 CFR Part 820 (QMSR) quality system with IQ/OQ/PQ validation deliverables. Internally, the company runs an ISO 9001:2015-certified quality system.
Component families vary sufficiently that syringe, needle, IV cannula and infusion-set assembly are invariably separate machines or cells but they can be linked into a line and share a control and traceability layer. For multi-SKU programs we design quick-change tooling so one platform can run multiple formats. A disposable syringe making machine together with a separate automatic syringe assembly machine for safety variants can be commissioned as part of one project.
Lead time goes up with both output tier and validation scope - a commitment that ZEUEE would be happy to reaffirm to your drawings at quotation. Factory Acceptance Testing, installation and commissioning, operator training, recommended spare parts list, and remote access are part of the definition - the ingredients you need to protect your payback after line-up.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


