Get in touch with Zeyu lntelligent Industrial Company

Automotive
Automotive Manufacturing Automation Equipment for Connector & Component Assembly
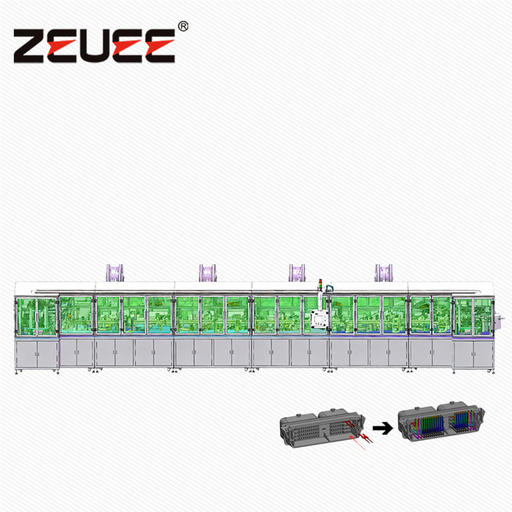
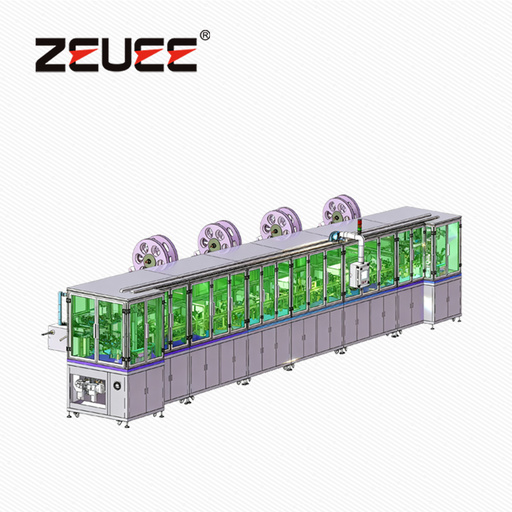
Built & proven in-line by ZEUEE – feeding, inserting, bending & inspection in one proven system running 480-600 connectors/ hour.


Flagship platform at a glance
480–600
connectors / hour throughput
80-pin
max connector capacity per cycle
12.2 m
integrated insert + bend line
±0.05 mm
crimp/bend tolerance target (SAE/USCAR-21 class)
150+
R&D patents (32 invention + 68 utility)
ISO 9001
:2015 certified, 20,000 m² base
Where Manual Connector Assembly Breaks Down — and How Automation Fixes It
The justification for connector line automation takes hold as soon as that line start to fall behind demand. Manually loading contacts into an 80-position housing, then bending every pin and checking seating, is a slow, inconsistent process, is a strenuous activity and if you send one loose terminal downstream it becomes a non-value inspection, a customer warranty cost, or an assembly stoppage at the customer facility.
The Variance Challenge
At the heart of the problem is variance: the insertion force and the bend angle a human operator is applying are constantly drifting during a work shift and when that drift becomes severe enough, the resulting crimped connection becomes one that fails to meet the minimum pull-out values required of a completed connector system and which satisfy SAE/USCAR-21, as well as the long term reliability needed for 15 years and 150,000 miles of thermal cycling from −40 °C to +125 °C for a 0.50 mm² (20 AWG) wire [1]. Human hands can’t repeat that window.
Precision Execution
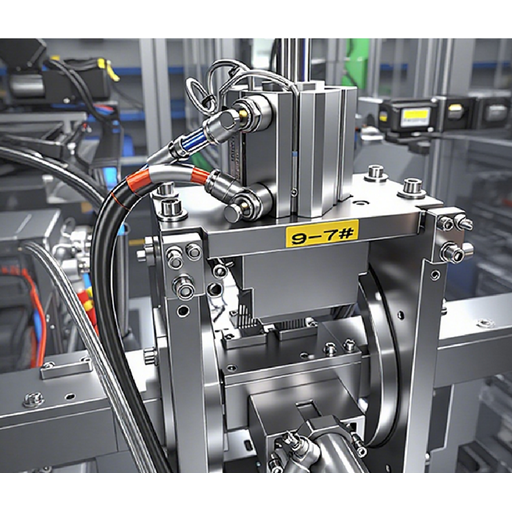
Closing that gap with an eight-station insert-and-bend operation with automatic tray loading,ZEUEE’s Automotive Connector Automatic Assembly and Bending Machine insert and bend contacts into trays, positions them on a servo platform, seats and inserts, inserts and bend to a specific angular set value and does seat validation prior to moving the product along – leading to not a “best effort” part, but rather a repeatable part at 480–600 pieces per hour.
Fit-For-Purpose Architecture
A single honest caveat guides our architecture: “fully automatic” isn’t always the best answer. Over-automating redundant steps adds complexity and cost for operations leaders with no increased throughput [6]. We build around a cell focused on the specific stations to maximize throughput and quality, with fit-for-purpose modular lines – and no robots.
ZEUEE Automotive Automation Equipment — Models & Selection
Our automation for automotive production includes just what the most difficult-to-staff, easily botched connector and wiring-loom assemblies involve. Every system we build is bespoke – developed for your connector design, your pitch specification and your desired takt – not built to be sold from an inventory. This is custom automation equipment in the purest sense, unlike automation equipment manufacturers who resell somebody else’s robot arm, ZEUEE designs and builds the connector and wiring-loom cell itself.

Automotive Connector Automatic Assembly & Bending Machine
Flagship
80-pin
Servo insertion
Auto tray loading
The line is 12.2-metre in length and performs contact loading, punching, insertion, bending, and re-sizing in eight contacts per cycle and incorporates precision-positioning modules as well as detection on each station for stable repeatable outputs. There are provision to control insertion angle to give repeatability for bending across other connector types.
Verified Equipment Specifications
Overall dimensions
12,200 × 1,000 × 1,850 mm
Production efficiency
480–600 pcs/h
Max connector capacity
80-pin
Equipment power
15.3 kW
Air pressure
0.4–0.6 MPa
Supply voltage
220 V AC
Process
8-station insert + bend cycle, automatic tray loading, per-station detection
As mentioned before, the connector program differences require takt and number of contacts as inputs for correct connector configuration Selection decision support tool – The decision matrix shown below represents this input of actual (not Yes/No) parameters and therefore the user is able to prepare his “hit-list” prior to entering into the RFQ phase.
Automotive Connector Assembly Automation: Spec & Selection Matrix
| Configuration | Target throughput | Contacts / cycle | Footprint | Best fit | MOQ / lead |
|---|---|---|---|---|---|
| Compact insert-only cell | 300–400 pcs/h | ≤ 24-pin | ~6 m | Low-mix, single connector family | 1 unit · quote |
| Insert + bend line (flagship) | 480–600 pcs/h | up to 80-pin | 12.2 m | High-pin automotive connectors | 1 unit · quote |
| Custom multi-station line | by takt | multi-connector | engineered | Mixed-model wiring-loom sub-assembly | 1 unit · quote |
Industry direction provides a roadmap: most recent automated loom and connector patents suggest this exact design – semi-automated loading of conductors into the connectors, batch presenting of circuits to an assembler (US 11029671B1, US 9257808B1). ZEUEE’s existing patent portfolio of over 150 patents fits this family, built for the high-pin connectors that the robots used in car manufacturing, designed for welding and painting, were never meant to handle.
Automated vs Manual Connector Assembly — The Numbers
The cheap allure of manual lines evaporates once downstream impact of variable production costs are accounted. Independent estimates of automated wire handling see labor reduction above 50%, with an average half-down of connection error rate by implementing automated testing [2]. The automated-cell approach is reflected in batch-production patents such as US 9257808B1. The following frame the trade-offs with objective numbers:
| Dimension | Manual assembly | ZEUEE automated cell |
|---|---|---|
| Throughput | operator-paced, drifts across shift | 480–600 pcs/h, stable |
| Insertion / bend consistency | varies by operator & fatigue | servo-fixed, per-station detection |
| Crimp/seating to USCAR-21 window | hard to hold every cycle | repeatable to ±0.05 mm class target [1] |
| Labor content | baseline | industry data: >50% lower [2] |
| Defect / rework | inspection-dependent | error rate roughly halved [2] |
| Night / 3rd-shift capacity | premium overtime | lights-out capable |

Proven on the Line — Trusted by Tier-1 Automotive & Electronics Makers
Best indicator of reliability with a new supplier is finding customers who already own and run their machines. Customers choosing international suppliers routinely rank trust and reliability above purchase price [B1]. ZEUEE’s reputation isn’t based on flashy stock images. It’s based on years-long, referenceable customer relationships.
GAC Group
TE Connectivity
Sumitomo
SONY
Foxconn
LEGO
AVIC
China Shipbuilding
Corning
Hunter Douglas
TCL
Our equipment has been successfully deployed in 30+ countries across the automotive supply chain, 3C electronics, aerospace electronics, precision electrical equipment, and new energy industries for more than 20 years and over 10,000 projects. Why choose our platform for connector and loom assembly? Because it offers a transformation from a labor-constrained, defect-intensive process into one that is measured and precisely controlled. This is part of a broader industry trend of shifting from ‘best effort’ approaches to ISO 9001-grade validated manufacturing, within an expanding market that is projected to grow from $3.8B in 2025 to $7.6B by 2034 [7].
“On high-pin automotive connectors, the failure mode is always the same, a contact that looks seated but won’t hold pull-out force. We built the bending station around a fixed servo angle and per-position detection so the machine catches what a tired operator can’t, before the part ever leaves the cell.”
ZEUEE Engineering Team, Automation R&D
Certifications & Engineering Credentials
Just as critical as building a high-quality machine is implementing a high-quality system. ZEUEE is not just touting credentials, but can verify them. Our connector tooling is built to meet the same exacting automotive industry standards against which your final connector system is tested: SAE/USCAR-2 for the entire connector system and SAE/USCAR-21 for the individual crimp [1]. Our own quality system is certified to ISO 9001:2015.



Drag to rotate
ISO 9001
:2015 quality management certified
150+
patents (32 invention + 68 utility)
National
High-Tech Enterprise
20,000 m²
production base, 120+ staff
VP Unit
Guangdong Robot Association
20 yrs
since 2005 · 30+ countries served
Automotive Connector Engineering & Automation Tools
01
ROI Calculator
Connector Assembly Automation ROI Calculator
Estimate payback for replacing a manual connector line — using your numbers.
Calculate ROI →
02
Cell Selector
Connector Assembly Cell Selector
Match your pin count and takt to a starting configuration before you RFQ.
Select Cell →
03
Reference Tool
USCAR-21 Crimp Pull-Force Lookup
Minimum cable-to-terminal pull-out force a compliant crimp must hold (SAE/USCAR-21 Rev 4, 2020).
Lookup Force →FAQ: Sourcing, Specs & Support
Price is configuration-driven, so a single figure would mislead. It scales with pin count, throughput target, integration scope, and after-sales coverage (see the Pricing Factors Framework above). Share your connector drawing and takt target and we return a detailed, line-item quotation rather than a placeholder number.
Yes — every line is non-standard. Each line’s feeding, insertion, and bending stations are engineered around your connector’s pin count (up to 80), contact pitch, and bend geometry, with an adjustable insertion angle to handle variants on the same platform.
The flagship insert-and-bend line is rated at 480–600 connectors per hour. Real output depends on connector complexity and the number of stations in your configuration; we confirm an achievable takt during design review, not after delivery.
Two checks de-risk it. First, verifiable credentials — ISO 9001:2015, National High-Tech Enterprise, and named, long-term customers such as TE Connectivity, Sumitomo, SONY and Foxconn. Second, written after-sales terms: warranty, remote support, regional response, and a pre-launch critical-spares list. Buyers tell us the difference between a good and bad cross-border purchase is whether those terms are in writing before the PO [B3].
Lead time is set at requirements freeze and confirmed at design review. Delivery includes on-site installation, startup, and operator plus maintenance training. Critical spares are identified before launch so a single component never idles the line.
Full automation is not always the right call, and we’ll tell you when it isn’t. Over-automating overlapping steps adds cost without output [6]. Unlike a vendor selling one fixed configuration, we scope the cell to the stations that actually drive your throughput and quality — which is why our lines are modular.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


