Get in touch with Zeyu lntelligent Industrial Company

ISO 9001:2015
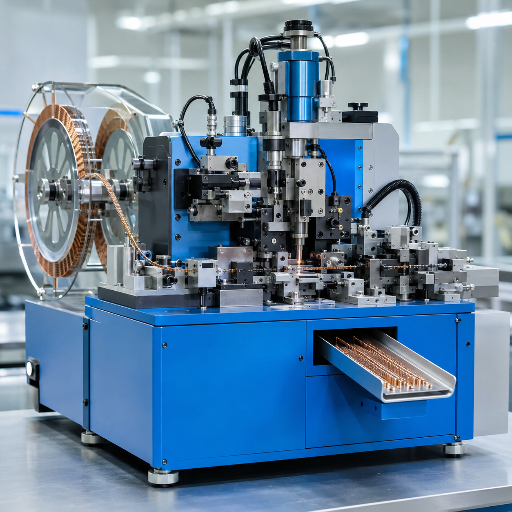
Hyperboloid Contact Machine
Hyperboloid Contact Assembly Machines for Aerospace, EV & Military Connectors
ZEUEE C13 series Hyperboloid Contact Machines perform automatic socket insertion and rear-sleeve crimping for contact diameters 0.4–2.5mm – a scope that embraces the same range that powers MIL-DTL-38999 circular connectors, EV battery interconnects, and surgical robots.
Contact Diameter
0.4 – 2.5 mmProcess Steps
Threading + CrimpingLead Time
15 – 90 daysMOQ
1 unitCustomization
Tooling + Vision + PLCPatents Behind
150+ R&D

ISO 9001:2015
32+ Invention Patents
National High-Tech Enterprise
Served in 30+ Countries
Since 2005
Why Hyperboloid Contact Assembly Is Harder Than It Looks
Hyperboloid contact technology gives what stamped and screw-machine contacts simply cannot: up to 100,000 mating cycles with a contact-resistance drift below 1 milliohm per cycle-proven by means of tests under thermal cycling and random vibration conducted by the technology’s original implementers. Such ruggedness stems from an assemblage of contact wires coiled about a hyperbolic geometrical shape, thereby establishing multiple straight lines for contact around each inserted male contact. The gain in durability is undeniable. So too is the assembly challenge.
01. Pain
In many manufacturing plants, the first pass success rates for handcrafted hyperboloid sockets are less than 60% due to interactions between the spacing of the wires, tension, and crimp depth that the assembly worker cannot perceive.
02. Cause
The electrical characteristics of the wire cage hinge on the geometrical angle of the socket’s wires and the steadiness of the wire density – factors whose variability is compounded due to human hands because of their varying applying force and timing. A slight alteration in angle of only 0.05mm for the wire assembly brings about a tenfold shift in contact resistance behavior, that phenomenon not being evident during measurement of a component placed on a workbench.
03. Our Answer
ZEUEE C13 series units maintain stable dimensions and an unvarying orientation and tension while simultaneously guaranteeing consistent crimping depths of the rear-sleeve thanks to their specialized tooling – with subsequent inline verification using cameras on each unit.
04. Validation
Connector manufacturers servicing the auto industry which have adopted these automated machines have achieved reduction in cycle times of 35% and defect rates of 80% versus manual fabrication.
Four distinct types of malfunctions can be seen to fall by the wayside in process data once this work is automated compared to the results for hand-made parts: wear caused by chafing on electrical contacts during impacts and shakes; degradation as contact elasticity fades over subsequent mating cycles; and fluctuation of the inserting force beyond the accepted specifications, an effect which causes connections to fail subsequent inspection tests. All these modes trace back to a geometric variable that hyperboloid technology controls only when the wire-cage assembly preserves a clean line of contact around the mating pin — and that line of contact is exactly what an undercontrolled assembly process disturbs. ZEUEE C13 machines hold these geometric tolerances inside the demanding environments envelope that defines defence and aerospace work, EV battery interconnects, and surgical robotics.
“I witnessed a customer line where two operators produced the same item in accordance with identical schematics but whose cycle lives for their connections varied by a factor of four! Everything was correct except for the subtle impact of the variable angle of the wire cage. That’s the issue solved by our tool – our machinery secures the precise angles before wire crimping is carried out, and not after.”
What “Reliability” Actually Costs in the Standard Connector Market
Low-cycle contacts don’t have purely theoretical price. Whereas typical medical connectors might be designed to withstand around 5,000 mating cycles, hyperboloid contacts often reach 100,000 cycles-a 20x service life improvement. For high-stakes applications like surgical robotics and avionics, that could be the difference between a connector that’s part of the original equipment design, and one that must be swapped and/or refurbished before the equipment’s life cycle is over. That difference in reliability is the reason hyperboloid contacts exist; the complexity in manufacturing is the reason they’re expensive to produce.
It makes sense when you consider the pricing economics: Incumbent contact suppliers like Smiths Interconnect’s Hypertac, IEH, and QA Technology have decades of experience and fine-tuned processes that hand assemblers can’t easily replicate. When a connector OEM considers making hyperboloid contacts in-house, they face the questions of feasibility (the blueprints are not trade secrets) versus whether a process can reliably be produced at scale. To this last question, the C13 Platform offers a ready answer.
Three observable indicators of a low yield line, be it hand-built or under-controlled manufacturing, tell you where waste is occurring. You find a wide spread in insertion-force measurements during incoming inspection, usually on the low end, where under-tensioned wires have seated in an unstable position. For the cycle-life sample test, you find a creep in resistance beginning measurably below 30,000 cycles when the requirement is stable through 100,000. Or, you see a visible shift in wire angle after the rear-sleeve crimping operation where the tool force impacts. You find all three when you invest in tools and equipment with: (1) wire tension controls, (2) timed and indexed crimp force application, and (3) camera verification immediately post-crimp.
ZEUEE C13 Hyperboloid Contact Machines By Pin Diameter & Process
The C13 Platform is divided into two categories: contact diameter (referencing the pin diameter of the connectors you produce) and process step (socket-thread process or rear-sleeve crimping). Most of our customers procure one machine per process step, to match the range of contact diameters they work with.
Refer to the table to find the ZEUEE C13 product that fits your contact needs according to its pin dimension. Industry standards listed are common families; actual specifications may vary.
| Pin Diameter | Typical Application | ZEUEE Model Family | Common Standard |
|---|---|---|---|
| 0.4 mm | High-density signal contacts (medical, ATE) | C13-04 Threading | IEC 61076-2-117 |
| 0.6 / 0.635 mm | Telecom, scientific instruments | C13-06 Threading | MIL-DTL-83723 |
| 0.76 mm | Defence aviation, industrial automation | C13zy01-01 Threading + Crimping | MIL-DTL-38999 Series I/II |
| 0.8 / 1.0 mm | Power contacts, EV signal use | C13-08 / C13-10 | MIL-DTL-38999 Series III |
| 1.5 mm | EV / hybrid powertrain | C13-15 | USCAR-EV-25 family |
| 2.0 / 2.5 mm | High-current battery interconnect, rail traction | C13-20 / C13-25 | IEC 60309 / OEM-specific |
| 0.4 F + outer step | Twist-pin variants, custom geometries | C13 Custom Tooling | OEM-specific |
Best-Selling Configurations for Threading and Crimping steps, engineered to your UPH target.
C13zy01-01 — Socket Threading
What It Does:
Socket threading — Winds and seats the wire cage inside the inner sleeve
Pin Diameter:
0.76 mm (other diameters via tooling change)
Vision Inspection:
Yes — wire count + angle check
Typical Output:
Contact ZEUEE for line rate quote

C13zy02-01 — Rear-Sleeve Crimping
What It Does:
Rear-sleeve crimping — Locks the wire cage to the contact body with controlled force
Pin Diameter:
0.76 mm (other diameters via tooling change)
Vision Inspection:
Yes — crimp height + position
Typical Output:
Contact ZEUEE for line rate quote

C13 Full Line Solution
What It Does:
Threading + crimping + 100% inspection on one indexed line
Pin Diameter:
Configurable to your spec
Vision Inspection:
Multi camera at every station
Typical Output:
Engineered to your UPH target
Manual vs Semi-Auto vs ZEUEE Full Automation — ROI Comparison
The key financial question for procurement personnel in a connector OEM is usually not whether a piece of equipment is “good.” The real question is: “Will it pay for itself before my next product line revision?” The data in the table below is derived from common manufacturing automation ROI models and documented Tier 1 Automotive examples, not company marketing material. Your total cost savings will likely fall within these ranges depending on your number of shifts, mix of contact diameters, and labor rates.

| Indicator | Manual Assembly | Semi-Auto Workstation | ZEUEE Full Automation |
|---|---|---|---|
| Effective UPH (units per hour) | ~30 (48-sec cycle, operator fatigue dependent) | ~35 | 48+ (30-sec cycle, consistent) |
| OEE (Overall Equipment Effectiveness) | 78–85% | 85–90% | 92–97% |
| First-Pass Yield (FPY) | ~95.8% (Tier-1 baseline) | ~97% | ~99.2% (Tier-1 post-automation case) |
| Scrap rate | ~2.3% | ~0.8% | ~0.15% |
| Operator headcount per shift | 2 FTE per line | 1 FTE + monitoring | 0.5 FTE (changeover + supervision) |
| Changeover time | 30–60 min | 20–40 min | 10–20 min (tooling library) |
There are two cost drivers that can move that table from “interesting numbers” to “purchase order.” First, A U.S. operator, that is already paid an fully-burdened (including benefits, taxes, training and turnover costs) average of $28.60 – $35.20 / hour. alone at $5,000-$15,000 costs per year and yet, nothing is as easily routinized, and thus as prone to high turnover rates, as repetitive precision connector assembly work. Second, savings that are incurred from scrapping material compound over time. A single assembly line for example that runs 800 parts per day with $12 / part loaded cost of materials, could recover $$52,000 per year in scrap savings alone by reducing scrap from 2.3% to 0.15%.
ROI Profile — Gold Tier
Investment Profile (Industry Benchmark)
- Payback Period: 12 to 18 months for simple or cobot-cell connector cells, 12 to 48 months for complex, multi-stage lines. This has decreased from the industry standard of 5.3 years in 2019, to the present day industry average of 1.3 years.
- Labour cost reduction: 30–60% on a fully-burdened basis
- FPY lift: 95.8% → 99.2% (Tier-1 automotive case)
- Scrap Savings: Approximately $52 K/Year per line at typical Tier 1 volumes.
- Tooling Life: 2.5x that of hand-assembled equivalent tooling.
- Cycle-time reduction: 35% (automotive connector reference)
Sources: OxMaint Manufacturing ROI Framework, AMD Machines Project Database, ATI Engineers automotive Tier-1 case study, James Moore Manufacturing ROI Models.Your individual Return On Investment will vary by line volume, number of daily/nightly shifts run, your labour costs and the number of customization features that your application demands.
The Three-Year Math Most Procurement Teams Skip
Previously, all procurement teams ever obsessed over was the machine sticker price; today, all it takes to secure the purchase order is a glance at the installation cost: Equipment accounts for 60 – 75% of the total cost and integration and tooling account for the remainder 25 – 40%. A $350,000 Machine automatically becomes a $450,000-$525,000 Machine upon installation, ZEUEE machine pricing includes tooling, control systems and commissioning.
The pay-back number above tells you what you gain back of your initial capital. It does not show how much money is saved over a full product life. Our 2-shift line, 250-day year average, 0.15% scrap rate line produces roughly 480 K good contacts per year (at equal to initial baseline gross part production and *before* any of UPH gain), versus the 2.3% manual process without any improvement in UPH. With a loaded material cost of $12 for any scrapped part (conservative at the low end of hyperboloid contact value) scrap savings for 3 years is well over Kinap . Additionally, on a two shift-per-day line, if we consider a 2.0 FTE vs 0.5 FTE line configuration at $32/hr loaded labour, the 3 year labour savings over the manual assembly process is well over $250,000.The dominant cost factors for a C13 production line are not related to sticker price between competitors, but rather, recurring costs.
While all variables influence our customers’ returns, the number of shifts run is consistently the most significant. A single-shift line will run with a longer payback cycle than the industry benchmark, while three or near-continuous shift lines benefit from spreading fixed capital costs and continuously reducing variable labor and scrap costs. The ZEUEE overseas assembly team will inquire about your production schedule as the first question to you when modeling the ROI of your specific production line.
Customer Results — Aerospace, EV, Medical Connector Production
ZEUEE machines are running in production lines for some OEMs that you will surely recognize: aerospace prime contractors, electric vehicle builders, consumer electronics and toy manufacturers – because the hyperboloid contact technology, irrespective of whether we’re talking 00 size aerospace or small toy connectors, is a single assembly problem that transcends industrial boundaries.
Aerospace & Defence
MIL-DTL-38999 class circular connectors used on the AVIC and CSSC programmes mandate hyperboloid contacts because they are specified for 10+ Million fretting cycles at 1mm displacement and over 250 thermal cycles between 0C-100C, and over all this, have fewer than 2 milliohms resistance change. Building the C13 sockets and crimps to these same tolerances ensures a zero drift in airframe level reliability budgets.
EV & New Energy
The shift to lead- and beryllium-free contact material sets in EV have further constrained assembly requirements; Smith Interconnect’s Hypertac Green Contact, released for 2025, promises up to 90% energy efficiency improvement over its predecessors – a function the relies on the performance of power contacts and its associated low-resistance interfaces. 0.5mohm change at any part of the 1,000s of connections in an EV battery pack results in lost vehicle range. ZEUEE C13 lines for BYD, GAC and others incorporate multi-camera process inspection to ensure contact resistance variance is well below acceptable EV system levels.
Medical & Surgical Robotics
Compared to standard 5,000-cycle connectors used in the medical field, hyperbloid contacts have a stated 100,000 cycle life, a 20-fold improvement, but the sterilization cycling (120C+, etc) of robotic surgical systems impose further physical stresses on contact geometries, leading the medical sector to select the ZEUEE C13 Full Line with included in-line biocompatibility testing, including for FDA audit records, and material traceability certifications.

Consumer Electronics, Toys, Industrial
SONY, TCL, Foxconn and LEGO Denmark, for example, produce electronic and connector sub-assemblies using ZEUEE machines – the different customer volumes and margin expectations notwithstanding – for several reasons — higher piece counts in their respective devices and the measurably lower profit margins per piece often find at the other end of the spectrum. A toy contact that fails to produce 98% of its pieces “first time” and has to be scrapped can obliterate margins measured in single cents, and the engineering required to achieve this is no different from securing the airframe-level life of an aerospace contact.
Why These Outcomes Repeat Across Industries
Solve the process consistency problem for the contacts themselves, and the variant performance requirements fall out for free.
The reason the same C13 platform serves AVIC and LEGO is that hyperboloid contact technology is one engineering problem being managed at the assembly level — and in precision parts, that assembly challenge is almost the entire game.
Different industries phrase the problem differently. Aerospace customers care about extreme longevity and vibration resistance. EV power systems need to control resistance losses for energy efficiency. Medical applications focus on biocompatibility traceability and sterilization-cycle survival. Electronics manufacturers chase cost-effectiveness at scale and first-pass yield. All of these targets resolve into the same core variable: the geometric precision and consistency of the wire cage and rear-sleeve crimp.
What ZEUEE customers consistently report is that the conversation with their downstream buyer changes once the assembly line is automated. The connector-level test data shifts from “individual samples that pass” to “statistical population that conforms” — and statistical population data is what AS9100 audits, IATF 16949 reviews, and FDA submissions need to see. The C13 platform produces that data structure by design, with per-unit inspection logs, vision archives, and crimp-force traces written to the line’s MES every cycle.
Certifications & Quality Assurance
When you’re selling or buying hyperboloid contacts into the EV / aerospace / defense markets, contracts aren’t driven by pricing – they’re driven by certifications. That means contracts between two QMS-verified entities, or no contracts at all. ZEUEE’s certification stack ensures you’ll get the right data that the buying organizations that will ask them for, in turn, will report up to your downstream customer.
ISO 9001:2015
Quality Management System
National High-Tech Enterprise
PRC Ministry of Science & Tech
Specialized & Advanced
Specialized SME Certification
Patent Demonstration Enterprise
National Recognition Level
32+ Invention Patents
In-House IP Portfolio
68+ Utility Model Patents
Mechanism & Tooling Design
150+ R&D Patents
Cumulative R&D Output
GD Robot Association
Vice President Unit



×
Procurement Guide — Lead Time, MOQ, Customization, After-Sales
All the major RFQs for assembly equipment that stall come down to three question areas that are generally opaque on the typical quotation: how fast do they deliver? how broad a custom work envelope does the quotation cover? and what does their support network look like when they shipped the machine to another country and have no local office. Here’s how zeuee lays this all out upfront -not out of an obligation to transparency – but because those are three required inputs for your team and for the Capital Equipment justification process:
Lead Time
15 – 90 days post PO execution (depending on complexity; short end is single function machines, while long end can take this much longer for complete lines of equipment for a number of product diameters / functions / up stream equipment integration.)
MOQ
1 unit – ZEUEE has shipped our products all over the world for individual machine and multiple line installations for an extensive number of international customers. No minimum production volumes / quantities apply.
Customization Scope
Custom tooling to match our customer’s contact diameter, plus your dimensional and tolerances for automated vision and optical inspection; other optional features include any specific desired PLC language; specific pneumatic or electrically activated components etc.; up-stream machine integration logic;
Payment Terms
T/T: 30% deposit plus 70% after final inspection and Factory Acceptance Tests prior to shipment and shipping arrangements are executed; L/C payment terms and stage/progress payments are available for special (government and prime vendor) OEM contracts upon request.
After-Sales Support
Local and offshore commission support arrangements can be quoted upon request. Typically include 12 month standard after sale remote troubleshooting support at no extra charge; travel and expenses for any on site installation / commissioning assistance. Our after market and repair center (including stocking parts, but not limited to) is located in Shenzhen, China, ready to facilitate rapid turnaround support through global express delivery.
Installed-Cost Transparency
Quotation includes all equipment, any applicable tooling or inspection hardware required; including remote troubleshooting support (for a specified warranty period, often 1 year). Often the “installed” equipment cost including shipping, insurance, any custom engineering or integration can range 25-40% higher than the quote price on a per machine / line basis depending on geography, and level of engineering customization needed – we prefer to quote the total installed cost upfront.
What the Quote Includes (and What It Doesn’t)
ZEUEE’s quote does not include local import duties and taxes, any site utility requirements or product-specific test fixtures which go beyond the contact-assembly scope. Both inclusions and exclusions are detailed in black-and-white in the quote so that your finance director’s submittal to your board will present zero surprises.
ZEUEE’s quote back within 48 hours of your receiving of your part drawing and target UPH includes:
- Our base machine
- All tooling scoped to your contact-diameter family
- Vision inspection systems and image-archive configuration
- PLC programming in your operation language
- Factory acceptance test at our Jiangxi facility
- Sea-freight or air-freight to your door
- On-site installation commission by a ZEUEE site engineer within the agreed installation window
- Operation training for your line staff
- 12 months of remote diagnostic support
Advanced Hyperboloid Contact Machine
Solutions

Hyperboloid Assembly Planning Tools
01
Hyperboloid Contact Machine Selector
Tell us your contact pin diameter — we will match the right ZEUEE C13 model, common industry standard, and typical application.
Open Selector
02
Connector Assembly Automation ROI Calculator
Estimate the payback period and annual savings of moving from manual to ZEUEE C13 automated hyperboloid contact assembly. Based on industry benchmarks — adjust the inputs to your reality.
Launch Calculator
Frequently Asked Questions
Standard single-process machines (threading or crimping only at a single diameter) ship in 15–30 days. Multi-station integrated lines with vision inspection, multi-diameter tooling sets, and PLC customization run 60–90 days. Lead time is committed in the contract and tracked weekly with a project manager assigned to your account.
Yes. The C13 platform is engineered for tooling-driven customization across the 0.4–2.5 mm contact diameter range (and beyond on engineered tooling). Send your contact drawing and connector spec — often we match a diameter family within 24 hours and quote a tooling and control-software scope within 48 hours. Twist-pin variants, outer-step contacts (0.4F class), and inner-step (0.9F class) geometries are all supported.
Single-unit orders are standard. ZEUEE ships to over 30 countries and has supplied single machines to research labs and pilot lines as well as multi-line installations to Tier-1 OEMs. No minimum-quantity gating.
Long-running customer relationships include AVIC (aerospace), CSSC (China State Shipbuilding), GAC Group, BYD, Corning USA, Hunter, TE Connectivity, Sumitomo, LEGO Denmark, TCL, SONY, and Foxconn. Hyperboloid contact assembly machines serve aerospace, defence, EV/new energy, medical & surgical robotics, telecom, and consumer electronics — wherever circuit-critical reliability has to survive shock, vibration, or high mating-cycle counts.
ISO 9001:2015 quality system; National High-Tech Enterprise designation; Specialized & Advanced Enterprise; Patent Demonstration Enterprise. R&D portfolio includes 32+ invention patents and 68+ utility model patents — 150+ R&D patents in total. Vice President Unit of the Guangdong Robot Association. Documentation pack for your audit team is available on request.
Hyperboloid contact technology forms the contact sleeve from contact wires wound around a hyperbolic geometry, creating multiple linear contact paths around the mating pin. Compared to stamped or screw-machine contacts, the design delivers lower insertion force, higher mating cycle counts (100,000+ vs about 5,000 for common medical connectors), and resilience to shock and vibration. For a deeper technical walk-through, see our blog: Hyperboloid Contact Technology — A Production Engineer's Guide.
Every C13 machine passes a Factory Acceptance Test (FAT) at our Jiangxi production base before shipment — buyers can attend in person or remotely. Post-shipment, Janet Dai's overseas team coordinates commissioning. Remote diagnostic support is included for 12 months. On-site engineer dispatch is available on quote, and a spare-parts hub in Shenzhen supports global air freight. Customers in 30+ countries have run this support model for 20+ years.
Specify Your Hyperboloid Contact Line
Please submit us the footprint drawing, target UPH and shift pattern. We'll get back to you the configuration scope, tooling list and installed cost in 48 hrs.
Request Configuration QuoteWHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



