Get in touch with Zeyu lntelligent Industrial Company

Handle Assembly Machine: 12-Component Modular Cell, 15-min Changeover
ZEUEE C22-ZY05-01 handle assembly machine assembles a complete handle in 7.5-12 seconds using a modular sub-assembly architecture – pre-staging the lock cylinder and square pin off-fixture so internal press forces never touch the finished body. We design and build cells like this for door, lever, and pull handle manufacturers serving five industries from a 20,000 m vertically integrated plant in Jiangxi.
5–8 pcs/min
Production rate per cell
12 components
Assembled per cycle
15-min
Quick changeover (multi-variant)
ISO 9001:2015
+ 32 invention patents


[SYS_REPORT] ROI & Throughput Analysis
From Manual Bottleneck to Cell Throughput
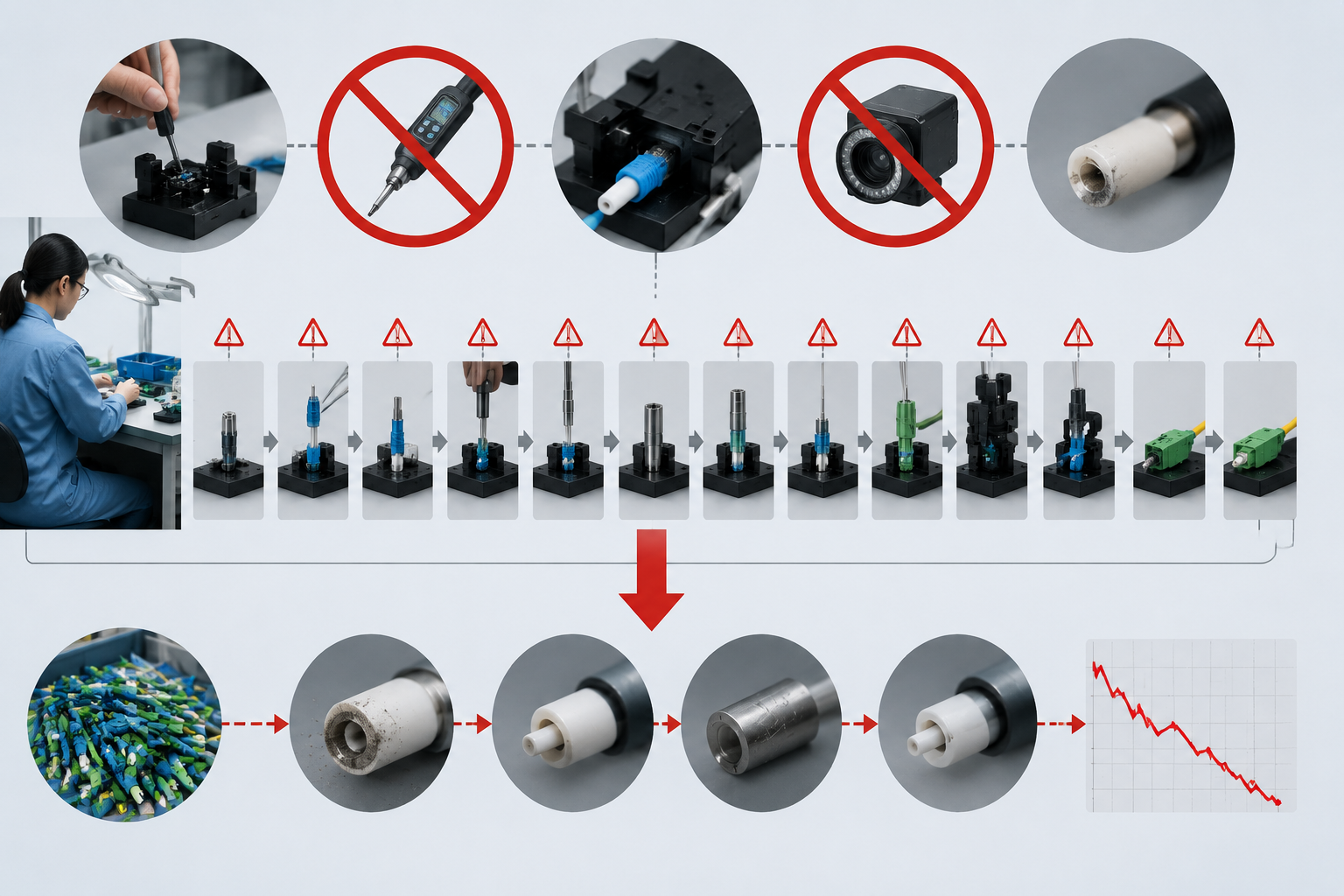
Handle assembly machine investment usually starts the same way: a hidden tension between rising volume targets and a manual line that struggles to clear 7-11 pcs/min - operators spend 60-90 seconds per piece hand-feeding twelve small components, scrap sits at 3-5% because a missed lubrication ring or a misaligned square pin becomes a warranty claim downstream, and the throughput ceiling caps revenue. The structural risk is that every additional shift inherits the same defect rate, so adding labor will not fix it. ZEUEE engineers built the C22-ZY05-01 platform because the root cause is fixturing and torque control, not operator skill — risk-assessed against ISO 12100:2010 from the first concept gate.

01
Baseline Limits
Hand assembly of multi-component handles caps line throughput at 7-11 pcs/min per skilled operator, and labor becomes the dominant share of unit cost.
02
Root Cause Analysis
Root cause sits in the fixturing gap: no torque control and no in-line vision means human error compounds across twelve sequential operations.
03
Process Integration
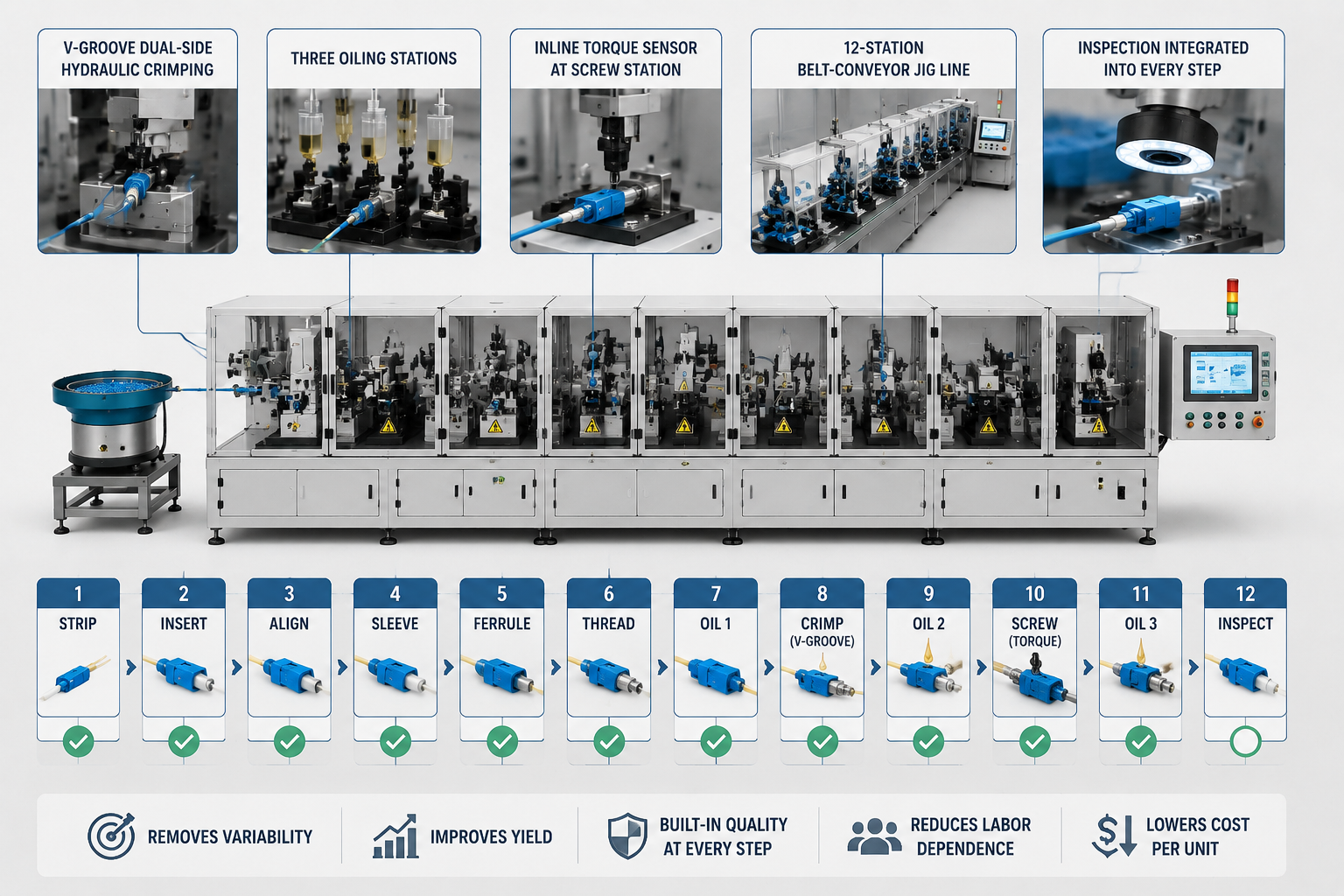
Switching to a purpose-built automated assembly machine with V-groove dual-side hydraulic crimping, three oiling stations, an inline torque sensor at the screw station, and a 12-station belt-conveyor jig line removes the variability and folds inspection into every step of the assembly process.

04
Performance Output
Proof points run sharper than the manual baseline: the ZEUEE C22-ZY05-01 platform delivers 5-8 pcs/min steady-state with a sub-1% scrap target and high-quality piece traceability - an 8-12 throughput uplift over hand assembly of the same component count.

05
ROI Reframing
Math on this rarely breaks by labor savings alone. Industry analysis from Oxmaint's Manufacturing Automation ROI Guide shows that the most common error in assembly automation ROI work is dividing robot cost by displaced labor cost - an approach that underestimates the true labor figure by 30-60%. Reframe the equation: throughput uplift, not labor reduction, is often the dominant ROI lever once you account for fully burdened labor, scrap, training, and the cost of capacity you previously turned away.
Curious where the bottleneck actually lives on your line?
Request a custom feasibility previewZEUEE Models: Sub-Assembly Modular Architecture
For multi-component handle assembly, press force crushes already-completed surfaces - a compromise contributing to 30-40% cosmetic scrap on inline-crimp cells. “The fundamental problem is in the press sequence itself, not in the operator’s method,” explains ZEUEE engineers. “The C22-ZY05-01 as a multi-station automated assembly machines it all up at once via a belt-conveyor fixture line. There is one tooling base plate for all threehandlevariants: operators change out only handle-specific tooling on jig sets as their production demands it, and they complete their product within a changeover time of about 15 minutes, versus 2-4 hours for retrofitted versatile machines.” Between operations, fully automated assembly is shuttle material handling across thebeltlineviaitsowntransferMechanisms,and operators simply load the parts onto the first stage jig belts and unload completed units. The off-fixture sub-assembly principle echoes USPTO patent US20030083768A1, which describes detachable workstation architecture for modular automated assembly.
Specifications — C22-ZY05-01
| Parameter | Value | Notes |
|---|---|---|
| Production rate | 5–8 pcs/min | Steady-state, three handle variants |
| Components per cycle | 12 | Handle, washers, gear, springs, steel balls, screws, cover, lock + square pin |
| Stations | 12-station belt jig line | Multi-station with off-line sub-assembly |
| Changeover | 15 minutes | Jig swap only; PLC recipe auto-load |
| Crimping | V-groove dual-side hydraulic | Multi-size; safety + pressure relief valves |
| Oiling stations | 3 | Lubrication + dust seal + rust inhibitor |
| Footprint (L × W × H) | 2800 × 1600 × 1850 mm | 4.48 m² floor area |
| Power rating | 2.5 kW | Single-phase compatible |
| Air pressure / voltage | 0.4–0.6 MPa / 220 V AC | Standard global utilities |
| Control | PLC + HMI touch screen | Real-time yield + fault logging |
| Safety compliance | EN ISO 12100 risk-assessed | Pressure relief, light curtains, e-stop |
Want a custom spec sheet of the C22-ZY05-01 configured for thehandleBillofMaterials(BOM)forhandleyourdevice?
Download preview version (PDF)Manual vs Automated Handle Assembly: Cycle, Quality, Cost
By far, the first calculation a plant manager performs when comparing manual and automated production lines for their handles is the tension between throughput potential and the cap-ex needed for new automated equipment, and the production process variability that follows. There is no single right answer, and a direct answer must list the three key metrics: cycle time, defect rate, and total cost (inclusive of hidden costs of training, supervision, overtime). We produce our TCO worksheet so our EU and US Buyers can defend their decisions in house, and we ship it alongside an ISO 13849-1:2023 Performance Level reference so the controls engineer can validate the safety envelope independently.
| Dimension | Manual Assembly | Semi-Automated | ZEUEE Full Cell (C22-ZY05-01) |
|---|---|---|---|
| Cycle time per handle | 60–90 s | 20–35 s | 7.5–12 s |
| Throughput (per shift, 7.5 hr productive) | 300–450 pcs | 770–1,350 pcs | 2,250–3,600 pcs |
| Typical scrap rate | 3–5% | 1–2% | <1% target |
| Operators per cell | 3–5 trained | 1–2 | 1 (load + unload) |
| Multi-variant changeover | 2–4 hours | 45–90 min | 15 min (jig swap) |
| Traceability | Paper log | Partial PLC | Full PLC + HMI; per-piece yield log |
| Energy use | n/a (manual) | ~1.5 kW | 2.5 kW |
Customer Results: Tier-1 Brands Running ZEUEE Assembly Cells
ZEUEE builds and shipped the automated assembly machines to OEMs in over 30 countries in industries like aviation, marine, automotive, electronics, medical device assembly, and toys - a part of our brand list that competitor websites seldom highlight. From one C22-platform that builds the base hardware for door handles, we can retool to produce your medical device cap assembly with a cleanroom guard kit and stricter torque verification — the same cell is documented against ISO 9001:2015 production-record requirements regardless of vertical.
AVIC
China Shipbuilding
GAC Group
Corning USA
Hunter
TE Connectivity
Sumitomo Japan
LEGO Denmark
TCL
SONY
Foxconn
+ 30 countries
Three Deployment Profiles (Anonymized to Protect End-Customer Specs)

Building Hardware OEM, lever handle line, Southeast Asia
We replaced a five-operator hand line running 7 pcs/min with a single, C22-platform cell. Our production uplift in the past 18,000 pieces per month and schedule utilization at 80%; scrap on the final inspection station was reduced from 3.8% to less than 1%.

Automotive Tier-2, door pull handle program, Europe
A dual-line C22 cell supported two adjacent vehicle programs from a single cell footprint and 15-min jig changeover. Inline torque verification for the cover screws helped us close a open quality finding for the customer’s IATF 16949 audit.

Home appliance OEM, latch handle, China domestic
We supplemented C22 base platform with vision-guided cover orientation, achieved per-piece torque and lubrication logging inside our existing PLC + HMI stack, with no need to rework MES.
When buying hardware from overseas, claims about experience vs. “Verifiable Evidence” are make-or-break. As noted by QualityInspection.org, buyers worry about sub-supplier transparency of Chinese suppliers of automation equipment: "If they claim they’ve done years of exporting but don’t have any shipping records, run for your life.” ZEUEE’s 30-country export history is readily available through third parties such as Panjiva and ImportGenius - we invite buyers to research us before calling for a quote.
Need a reference call to your specific project with an existing customer in your industry?
Get a quote, plus relevant customer references based on your volumeEngineering Certifications & Quality Standards
A published certification means very little unless the customer can independently verify the facts of that certification. Claims about certification in the absence of readily available verification evidence remain the core reason why 30-40% of RFQs for regionally-sourced parts are eliminated in the first round audit process. ZEUEE publishes not only certification PDFs but the government-public registry numbers themselves, allowing for a real verification of status before anyone on your team spends even 30 minutes of a potential supplier’s time. Our factory in Jiangxi has maintained ISO 9001 since day one, and renewal records sit within the FAT package for every cell.
ISO 9001:2015
Quality Management System — certificate on file
National High-Tech Enterprise
Renewed 2025-10 → 2028-10
Little Giant SME (专精特新)
"Little Giant" tier — provincial registry
32 Invention Patents
Plus 68 utility model patents
Patent Demonstration Enterprise
Ji'an City registry, public record
Industry Affiliations
VP of Guangdong Robot Association; member CIMA
Machinery Safety Compliance
All of ZEUEE machines are assessed according to EN ISO 12100, a recognized international standard for identification of risks, their evaluation and management of hazards. We implement mechanical guarding and weld-station fume extraction systems for cells designed to perform welding processes. Safety control of the system adheres to EN ISO 13849-1, and our specified PLr performance level is derived from the risk assessment as required by ISO 12100. Our FERSMEK Safety guide, which explains EN ISO 12100 to machinery machine designers simply and clearly, reiterates that “you can only assign a performance level to the safety function after completing ISO 12100.”
For EU-market builds we pre-configure cells to achieve CE Mark against the EU machinery Regulation 2023/1230, superseding the historic Machinery Directive 2006/42/EC. The ISO 12100 2026 revision will further align documentary evidence with the Regulation's conformity assessment procedures, all of which we trace through our engineering process and track into our build-pack.
How to verify a ZEUEE certificate
Ask for the certificate PDF with your RFQ, then request the National High-Tech Enterprise and Little Giant URLs and cross reference our legal entity name (Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd) against the relevant government list yourself - faster than waiting on a third party auditor.

Procurement Guide: Pricing Factors, Lead Time, Build-to-Print
Custom assembly automation are not quote-out-of-a-catalog projects, and a vendor who quotes without an agreed scope is simply guessing at the real project costs. European & US procurement teams often note this risk in their supplier audit check-lists — every quote we ship references ISO 9001:2015 production-record requirements so the buyer's auditor can map the FAT pack against a known framework, because scope misalignment may add up to 20%-30% to your actual build costs. ZEUEE engineers remove cost-drivers from the build in writing, estimate and commit to honest time lines, and lock the build-to-print process that will pass inspection at every stage -- every build-to-print RFQ shipped with BOM & required yield &cycle-time specification, quoted within 5 days.
What Drives the Quote
Station count + cycle time target
More stations and tighter cycles push hardware spec — feeder count, robot arm reach, vision-system camera count — and engineering hours.
Inspection & traceability depth
Per-piece torque log, vision-guided pose check, and MES integration scale the PLC + HMI software effort and validation time.
Variant range & changeover speed
15-minute changeover across three variants is engineered up-front; six variants with sub-10-minute changeover changes the jig design philosophy.
Compliance target market
CE marking against the EU Machinery Regulation 2023/1230 has a different evidence depth than a domestic-only deployment.
Industry pricing categories set benchmarks for conversation. SDC Automation's 2026 buyer's guide lists four tiers of custom automation-$150K-350K for a semi-automated cell, $200K-600K for single-station setups, $500K-1.5M for multi-station designs, and $1M-5M+ for fully integrated lines. C22-ZY05-01 falls within the single and multi-station tiers, depending on scope; a customized quote against your BOM and target production output can be provided.
Click for Project Quote & Lead TimeLead Time Bands
| Scope | Concept → Commissioning | Notes |
|---|---|---|
| Standalone cell (single-product, baseline platform) | 16–20 weeks | Jig + feeder + PLC recipe build |
| Multi-variant cell (2–3 variants, 15-min changeover) | 20–36 weeks | Includes vision + jig-set engineering |
| Integrated production line (multi-cell + MES integration) | 36–50+ weeks | Includes line-level safety + factory-acceptance test |
Those industry standards are reflected in our automation benchmarks, and every cell includes a process-record logbook, a safety pack, and a FAT report regardless of design scope.
Build-to-Print: 4 Audit Gates
-
01

Concept & Budgetary Estimate
collaborative scope definition with your process team including; layout sketch, review of BOM level cost-drivers, estimated schedule & budget.
-
02
Detail Design & DFM Review
including; fixture design, feeder selection, vision system architecture and safety configuration; signed DFM document produced prior to procurement.
-
03

Build, Debug & In-House Run Off
full Factory Acceptance Test conducted at our Jiangxi facility with your team on-site until project targets are achieved.
-
04

Installation, SAT & Ramp Up Support
on-site acceptance testing and production support.
“Low-ball price hunting” remains one of the single biggest errors buyers make in the equipment purchasing process, according to sdcautomation - resulting in… “frequent and costly downtime, limits scalability, unnecessary rework, and inconsistent performance”. Two systems that look identical in summary may perform very differently in the field due to differences in fixturing tolerance, feeder duty-cycle, or depth of safety features. A simple best-practice solution: ensure any quote is supported by identical Bill of Materials, or a comparative BOM, and require apples-to-apples equipment comparison.
Want our side-by-side spec template to distribute to multiple vendors?
Request Spec TemplateZEUEE Handle Assembly Decision Matrix
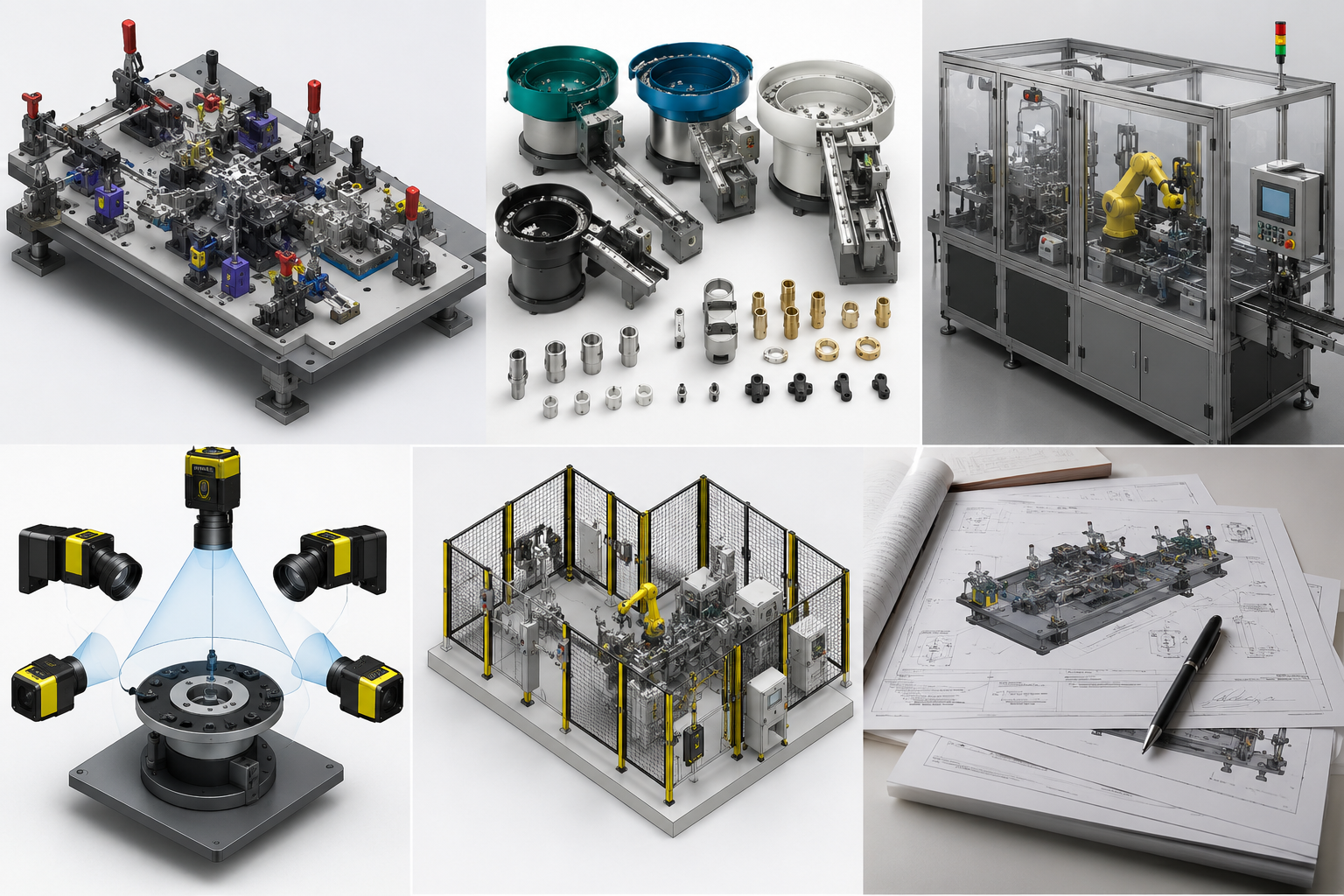
Which handle program needs what architecture? this is the question that burns every RFQ scoping call. We know this question is going to be tough - the optimal choice will lead to a higher maximum throughput while still allowing you flexibility in variant production. But picking the wrong architecture can quickly get expensive. This table shows how 3 handle types (lever, pull, latch) stack against 3 core industries and 5 critical spec-points that drive most industrial buyer decisions. The ZEUEE engineers reference this in each of our calls and a factory-validated decision based on production-records is usually just minutes away — the architecture distinctions trace back to fundamental patents like USPTO US20030083768A1 on modular automated assembly and the more recent reconfigurable fixtureless framework in US20200130189A1.
Architectural Deployment Framework
STATUS: VERIFIED
| Handle × Industry | Architecture | Throughput target | Changeover target | Footprint guidance | Power band | Cert focus |
|---|---|---|---|---|---|---|
| Lever × Building hardware | Multi-station linear | 5–8 pcs/min | 15 min jig swap | 2.8 × 1.6 m baseline | 2.0–2.5 kW | ISO 9001 + CE |
| Lever × Automotive Tier-2 | Multi-station linear + vision | 6–9 pcs/min | 20–30 min for 2 variants | 3.0 × 1.8 m | 2.5–3.0 kW | IATF 16949 + ISO 9001 |
| Lever × Home appliance | Multi-station linear | 5–8 pcs/min | 15 min | 2.8 × 1.6 m | 2.5 kW | ISO 9001 + region-specific |
| Pull × Building hardware | Multi-station linear (4-axis screw) | 4–6 pcs/min | 20 min | 3.2 × 1.6 m | 2.5–3.0 kW | ISO 9001 + CE |
| Pull × Automotive Tier-2 | Multi-station + robotic arm | 5–7 pcs/min | 25 min | 3.5 × 2.0 m | 3.0–4.0 kW | IATF 16949 + UL |
| Pull × Home appliance | Multi-station linear | 5–7 pcs/min | 20 min | 3.0 × 1.6 m | 2.5 kW | ISO 9001 + RoHS |
| Latch × Building hardware | Rotary indexing (single-product) | 10–14 pcs/min | 40 min | 2.4 × 2.4 m | 2.0 kW | ISO 9001 |
| Latch × Automotive Tier-2 | Continuous motion | 15–22 pcs/min | 60+ min | 3.6 × 2.0 m | 3.0 kW | IATF 16949 + UL |
| Latch × Home appliance | Rotary indexing | 12–18 pcs/min | 45 min | 2.4 × 2.4 m | 2.0–2.5 kW | ISO 9001 + RoHS |
Engineering Tools
Automated Assembly Machines / Handle Assembly Machine
FAQ — Frequently Asked Questions
Clear answers regarding cell costs, deployment timelines, and architectural decisions.
ZEUEE’s base model C22-ZY05-01 is within the single-station custom-automation capacity range as outlined in SDC’s “2026 Buyers Guide.” Multiple-variant systems featuring enhanced options such as vision guidance, robotic-supported Baruvir Mozuz, or per-item torque verification will likely fall into the multi-station range. High-end, integrated multi-cell builds with fully integrated MES also are supported, with price points ranging widely depending on the specific needs of your program. Pricing factors include station count, desired cycle time, required inspection depth, variant count and CE/IATF standards. Your custom quotation is based on your BOM and target throughput, not a generic list. Expect your budgetary estimate within 5 business days of receipt of your RFQ.
- Single-station C22: 16-20 weeks
- Multi-variant systems (vision-assisted, etc.): 20-36 weeks
- Integrated multi-cell systems: 36+ weeks
Absolutely! Our base C22 design supports up to three variants, and we engineer our multi-variant systems to support as many as six right out of the box, with custom jig libraries and quick modular feeder swap-outs. ZEUEE provides a system that reliably achieves the advertised changeover time; we build custom PLC recipes and automatically load them from each jig’s barcoded ID to minimize operator errors. Zegbrk_0006.
Semi-automatic is likely to include two or three manned stations - normally pack out, final inspection or the orientation station. fully automated cell such as the C22, will still require one operator to load and unload components - whereas all twelve components in the assembly work stations, square pin press and two oiled passes, run without operator assistance. Volume, product variety, and your costliest manual operation dictate what’s ideal for you.
Yes - take over from the station with highest error or highest cycles, add subsequent nearby stations as the data allows.
In-line transfer triumphs over off-line over-all for multi-component handles. Indexing wins out for stable one-product operations. Our decision matrix below shows how we decided the best choice for this situation.
Steady-state of 5-8 pcs/min on the 12 component baseline. The rate can be significantly increased when parts per product goes to 8 or below, and the design is based on rotary indexing for single product (continuous one B.O.M. runs without a changeover premium) on the one BOM. We can engineer based upon your B.O.M. the attainable cycle times (at the concept gate and the FAT contract keeps us to the wall on cycle time, yield etc).
Inquire for ISO 9001:2015 PDF within your RFQ; National High-Tech and Little Giant SME (“”) registration searches are readily available to you on Chinese government registries against the legal entity, Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd. Customer references available with NDA on a per RFQ basis. Import records; such as destination and frequency, are also accessible independently on Panjiva or ImportGenius.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


