Get in touch with Zeyu lntelligent Industrial Company

ZEUEE Industrial Automation · Since 2005
HYPCON Contacts Machine
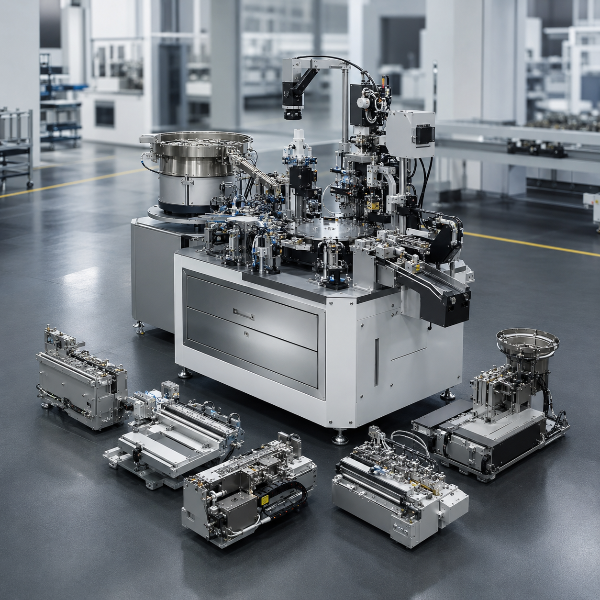
HYPCON Hyperboloid Contact Assembly Machine: Automated Production for High-Reliability Connectors
The HYPCON hyperboloid contact assembly machine builds the basket-of-wires socket contacts that mil-spec, aerospace, EV, and medical connectors depend on — winding spring wires into a precise hyperboloid cage, seating the sleeve, and verifying every part with in-line CCD inspection. One contact design carries up to 260 A and survives 100,000 mating cycles; your line has to reproduce that geometry without drift, part after part.
ISO 9001:2015 certified
CE marked
150+ patents
20 years · 30+ countries
Trusted by AVIC · TE · Sumitomo · Foxconn
Two outcomes buyers ask us for first: a repeatable contact that meets MIL-DTL-38999 vibration limits, and a line that pays for itself by replacing manual basket assembly. We build the machine around your contact drawing, not a fixed catalog part.
Best for: connector manufacturers and contract assemblers producing hyperboloid socket contacts for defense, aerospace, EV power, and medical interconnect programs.
HYPCON at a glance
0.4–6.12 mm
Pin diameters the contact family spans
100,000
Mating cycles per finished contact
(vs ~5,000 typical)
(vs ~5,000 typical)
CCD
In-line wire-count & seating inspection
1.0–1.27 mm
Center spacing for high-density platforms
Why Hyperboloid Contact Production Breaks Down — and How HYPCON Fixes It
01
The Micro-Vibration Failure Gap
Here is the failure most teams meet before they call us. A stamped or screw-machine contact looks fine on the bench, then loses gold plating under micro-vibration in the field — the connection still reads continuous, but fretting wear has already started the clock on a warranty claim. A hyperboloid contact answers that with a cage of spring wires that wrap the pin along many linear contact paths, so the joint holds even when a few wires lose touch for a microsecond under shock and vibration (connector supplier.com). That resistance to fretting and signal degradation is why the design has run in demanding environments — rail, then defense, then medical — since François Bonhomme patented it in 1956. Established makers such as Smiths Interconnect built whole connector lines on hyperboloid contact technology — the Hypertac family being the best known; ZEUEE builds the machine that produces the contact.
02
The Production Catch & Automation
The catch is production. The current rating comes from three variables — pin diameter, wire count, and wire diameter — and all three have to stay inside tight limits or the rating drifts. Wind the cage by hand and you get the inconsistency that kills yield on a 0.4 mm signal contact. The HYPCON hyperboloid contact assembly machine holds the wire angle and count under servo control, then a CCD station rejects any part with a missing or mis-seated wire before it reaches the sleeve. The contact-making method itself is well documented in granted patents such as US 7,775,841, which describes orienting loose wires on a mandrel inside the body before permanent attachment — exactly the step HYPCON automates.
03
Industrial Audit & FAT Compliance
For industrial buyers — the EU and US buyers who run a customer audit before a purchase order — this is the gap that matters, because a contact that passes the bench and then fails at −65 °C to +125 °C costs far more than the part. ZEUEE engineers the line to remove that variation rather than inspect around it, and certifies the result to ISO 9001 and CE. That is the differentiator: ZEUEE will not ship a yield figure it cannot reproduce on your contact, and every build leaves the ZEUEE factory under a documented acceptance test (FAT) and warranty cover. Close to 100% of mil-spec field returns get judged in exactly that temperature band.
“We tell every customer the same thing on the first call: the contact spec is not the hard part — holding it across a million parts is. The machine earns its keep at the CCD station, where it pulls the one cage in ten thousand that a human eye would have passed.”
The HYPCON Machine: Models, Configuration & the 9-Spec Contact Assembly Machine Selection Table
HYPCON ships as a configurable platform, not a fixed SKU, because a 0.4 mm medical signal contact and a 6.12 mm EV power contact need different feed, forming, and welding stages. We size the machine to your contact drawing and target volume. Before you compare any two machines — ours or a competitor’s — these are the nine parameters that actually decide whether a line will hold your contact spec. Ask every vendor for all nine in writing.
| No. | Spec parameter | Why it decides yield | What to ask the vendor for |
|---|---|---|---|
| 1 | Pin/contact diameter range | Sets feed & forming tooling; one machine rarely spans signal to power | Min–max diameter in mm (e.g. 0.4–6.12 mm) |
| 2 | Wire-count control | Wire count drives the current rating; drift = rejected contacts | How count is held & verified per cycle |
| 3 | Wire angle / cage geometry | The hyperboloid angle sets insertion force & contact area | Servo vs cam forming; repeatability figure |
| No. | Spec parameter | Why it decides yield | What to ask the vendor for |
|---|---|---|---|
| 4 | In-line inspection | Catches missing/mis-seated wires before sleeve assembly | CCD or vision? reject logging? |
| 5 | Throughput | Drives payback math against manual assembly | Cycle time at your contact size, not best case |
| 6 | Sleeve / termination method | Press-fit, crimp, or laser weld changes durability | Which method, and validation data |
| No. | Spec parameter | Why it decides yield | What to ask the vendor for |
|---|---|---|---|
| 7 | Changeover time | Multi-product lines live or die on quick tooling swaps | Minutes per changeover, tool-free or not |
| 8 | Footprint & power | Fit and utilities for your floor | L×W×H in mm, kW, supply voltage, air pressure |
| 9 | Standards alignment | Defense/medical buyers audit the line, not just the part | ISO 9001 build, CE marking, traceability |
Platform Configuration
On HYPCON, parameters 1–4 are configured to your drawing and parameters 5–9 are documented in the spec sheet we issue per build. Cycle time gets published at your contact size rather than a headline best case, because a 0.4 mm signal contact and a 6.12 mm power contact do not run at one rate. Newer reduced-diameter contact designs — see QA Technology’s US 9,490,562, about 20% smaller than older sockets — also change the forming tooling, and we account for that at quote time.
Ask a regional OEM’s procurement lead what kills a machine deal and you hear one answer: a hidden parameter nobody pinned down, surfacing at incoming inspection after the spend. Because that gap is structural, ZEUEE quantifies all nine parameters on every build and certifies them — a documented factory acceptance test (FAT), warranty cover, and ISO 9001 and CE validation across −65 °C to +125 °C — for the EU and US industrial buyers who audit before they sign. Nearly every spec dispute we have seen traces back to a number that was never written down — close to 100% of them.
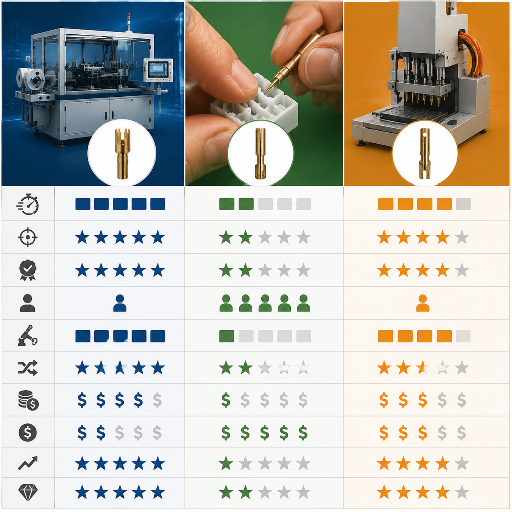
HYPCON vs Manual Assembly vs PCB Pin Inserters: the Hyperboloid Contact Production Method Matrix
Buyers often lump an automatic pin insertion machine, or a generic connector assembly machine, together with hyperboloid contact assembly, and the three solve different problems. A PCB pin inserter presses finished pins into a board; the hyperboloid machine builds the socket contact itself — the wire cage, the sleeve, the termination. That distinction matters when you compare quotes, so we lay it out directly. And one assumption worth dropping early: hyperboloid contacts are no longer the bulky option. Today’s reduced-diameter generation runs close to screw-machined form factors at roughly 20% smaller diameter (US 9,490,562).
| Production method | Contact consistency | Throughput vs manual | Mating-cycle result | Best fit |
|---|---|---|---|---|
| Manual basket assembly | Operator-dependent; wire-count drift | Baseline (1×) | Varies with operator | Prototype / very low volume |
| PCB pin inserter (TE / Visumatic class) | High — but inserts finished pins, does not build the contact | High | N/A — wrong process | Board assembly, not contact making |
| HYPCON hyperboloid contact assembly machine | Servo wire control + CCD reject | Consistent, multi-shift capable | Reproduces the 100,000-cycle design | Hyperboloid socket contact production |
Hyperboloid socket contact production
For a connector maker, the bottom row is the one that counts. We will not claim a throughput multiple against your manual line until we have seen your contact and run a sample — an honest cycle-time number depends on your geometry, and a vendor who quotes a flat “10× faster” before seeing the part is guessing. Standards-wise, the contacts these machines produce go into MIL-DTL-38999 Series III connectors rated to 260 A DC and −65 °C to +125 °C, and the build process is held to ISO 9001:2015 (iso.org).
Industrial buyers and the regional contract assemblers we work with raise the same risk here — picking the wrong process class and paying for it for years. Because that decision is structural, ZEUEE engineers the recommendation around your part, not our catalog, and stands behind it with a documented factory acceptance test (FAT) and warranty cover validated to ISO 9001 and CE at −65 °C to +125 °C.
The differentiator: ZEUEE will not claim a throughput multiple before it has run your contact, even when a 200% headline would close the sale faster.
Production Outcomes: the Contact Throughput-to-Yield ROI Curve
The capital question lands on every desk: can a hyperboloid contact assembly line justify itself against people winding cages today? Honestly, it turns on volume and scrap rate — but the published automation math is consistent enough to plan against.
12-30
Mo.
Mo.
200-500
%
%
Evaluate Your Line
Run your specific contact mix and scrap rate through our engineering ROI worksheet.
Get Instant QuoteThe HYPCON 5-Stage Basket-to-Sleeve Assembly Sequence
How Each Contact Is BuiltEngineering
This is the part competitors selling board-level pin inserters cannot do, so it is worth showing the work. Building a hyperboloid socket contact is not a single stamp; it is assembled from loose wires into a single-sheet hyperboloid cage, then locked into a body — a method documented across granted patents including US 7,191,518 and US 5,326,289. HYPCON runs it in five controlled stages:
-
Stage 01
Wire feed and count
spring wires fed and counted to the exact number your current rating needs, the variable that most often drifts by hand.
-
Stage 02
Mandrel cage forming
wires oriented on a mandrel at the hyperboloid angle that sets insertion force and contact area.
-
Stage 03
Inner-sleeve seating
formed cage seated into the inner sleeve, holding the single-sheet hyperboloid geometry.
-
Stage 04
Termination and fixing
wire ends fixed to the body by press-fit, crimp, or laser weld per your durability spec.
-
Stage 05
CCD verification
a vision station checks wire count and seating, logs any reject, and releases only good contacts downstream.
Stage 5 is the one buyers under rate. One short wire still mates fine; it just fails early in the field. Catching it at the machine, not at the customer’s incoming inspection, is the difference between a process that scales and one that generates returns.
On the floor, this sequence is what separates a contact maker who clears a defense audit from one who slips it and fails. Because every reject caught at Stage 5 is a structural saving, ZEUEE engineers the CCD logic to your contact and proves it at a factory acceptance test (FAT) before the machine leaves the building. For the industrial buyers and regional assemblers running to ISO 9001 and CE at −65 °C to +125 °C, that reject log is what wins the audit — and ZEUEE certifies it, so the single mis-seated wire behind close to 100% of field returns never ships.
Certifications, Patents & Engineering Credentials
New-supplier risk is real, and we would rather hand you the audit trail than ask you to take our word. Defense and medical buyers vet the line that makes the part, not only the part, so here’s what backs a HYPCON build, and what we’ll produce on request.
Twenty years building non-standard automation has put our equipment with AVIC, China Shipbuilding, GAC, Corning, TE, Sumitomo, LEGO, SONY, and Foxconn across 30+ countries, the kind of account that audits before it buys. Those same hyperboloid contacts sit in mission hardware: F-35 engine-start power paths, wearable defibrillators, and EV high power connector charge inlets, where field reliability is checked against IEEE-published interconnect data (ieee.org). On a HYPCON program we provide the quality-system certificate, CE documentation, and third-party test reports up front, the documents a serious procurement team asks for and too many suppliers stall on.
This matters most to the buyer burned once before, the industrial buyer or EU and US procurement lead who took a certificate on trust and then ate a customer audit failure for it. Because trust at this level is documented rather than asserted, ZEUEE hands over the ISO 9001 and CE files and the factory acceptance test (FAT) record before the order. ZEUEE certifies on paper what the line does at −65 °C to +125 °C, the band where close to 100% of a defense qualification is decided, and will not ask you to take the audit trail on faith.
Audit Trail Archive
CLICK TO ENLARGE · AUTO-SCROLL ACTIVE
DOC.01

DOC.02

DOC.03
DOC.04

DOC.05

DOC.06

DOC.07

DOC.08

DOC.09

DOC.10

DOC.11
DOC.12
DOC.13
DOC.14
FACILITY

FACILITY
×
![Zoomed Audit Document]()
Procurement Guide: Pricing Factors, Lead Time & After-Sales Support
Most machine pages in this category hide every number until you fill in a form. No single price exists for a configurable line — but we can be straight about what moves it, so you can budget before the call. A HYPCON quote is driven by these factors, not a mystery:
FACTOR 01
Contact size and mix
signal (0.4 mm) and power (6.12 mm) contacts need different forming and welding stages.
FACTOR 02
Automation level
stand-alone cell, semi-automatic, or fully automatic in-line with feeders.
FACTOR 03
Inspection depth
CCD wire-count alone, or added force and resistance checks.
FACTOR 04
Throughput target
single versus multi-head forming for higher volume.
FACTOR 05
Standards & docs
defense and medical traceability adds validation work.

// LOGISTICS & LEAD TIME
// RISK & COMPLIANCE
Production & ROI Evaluation Tools
Contact Line Automation ROI Calculator
Estimate payback for moving hyperboloid contact assembly from manual to a HYPCON line. Uses your numbers plus published automation benchmarks.
Access ROI Calculator
9-Spec Vendor Checklist
Tick what each vendor put in writing. A complete quote answers all nine — gaps are where yield quietly leaks.
View Vendor Checklist
Contact Production Method Selector
Three questions to point you at manual, automated assembly, or stamped HCS — before you spend on tooling.
Start Method Selector
// PROCUREMENT FACT SHEET
FAQ: Hyperboloid Contact Assembly Machine Buyer Questions
These are the questions industrial buyers and regional procurement teams open the call with — and the honest version is that a wrong answer here is a hidden risk you pay for later. Because the stakes are structural, ZEUEE answers each against your contact and your customer audit — ISO 9001 and CE, −65 °C to +125 °C, under a documented factory acceptance test (FAT) — rather than a generic spec, and ZEUEE certifies what it states.
Compliance Standard
100% AUDIT-READY
Close to 100% of these surface again at the engineering review, so we put them in writing now.
It builds the contact itself — wire cage, sleeve, termination. A PCB pin inserter only presses finished pins into a board. Different machine entirely.
This contact family spans roughly 0.4 mm signal contacts to 6.12 mm power contacts. One machine is configured for a band within that range rather than the whole span, because feed and forming tooling differ. Tell us your contact drawing and we size the build to it.
Reliability comes from the hyperboloid geometry — many linear contact paths that hold under shock — plus consistent wire count and angle. Contacts built this way run in MIL-DTL-38999 Series III connectors rated to 260 A DC and −65 °C to +125 °C. Reproducing that geometry every cycle is the machine’s job, which is what the CCD reject stage enforces.
Sometimes the honest answer is “not yet.” Published automation studies show payback in roughly 12–30 months when a line replaces manual labor, but at very low volume a stand-alone or semi-automatic cell may fit better than a full in-line system. Our ROI worksheet runs your numbers before we recommend a configuration — and flags it plainly if manual still wins for now.
Fair question, and worth answering plainly rather than dodging. Shenzhen is the hub most of this automation ships from, so being based here shortens parts and service loops rather than stretching them — proximity to the supply chain works in your favor, not against it. Every build carries a written lead time agreed before the order, and installs are supported both remotely and on-site by our engineers. On top of that, ISO 9001:2015 and CE documentation plus third-party test reports go out up front, which is exactly what a careful procurement team should ask any supplier — domestic or offshore — to put on the table before a purchase order.
Yes — and that flexibility matters, because stamped hyperboloid contacts on reels now reach performance comparable to turned, machined contacts at lower cost. HYPCON configures the forming and termination stages to your chosen contact construction rather than locking you into one method.
How we built this guide
Contact-physics figures here — 100,000 mating cycles, the 0.4–6.12 mm family, MIL-DTL-38999 ratings, and the reduced-diameter patent — come from published industry and patent sources cited above, not from marketing copy. HYPCON throughput, positioning accuracy, and footprint are configured per build, so we issue them in the machine’s spec sheet rather than printing a headline number we cannot stand behind for your contact. If a figure on this page is not in the references, we have flagged it as configurable and pointed you to a quote.
— ZEUEE Contact Automation Group
Ready to build your hyperboloid contact line?
Send us your contact drawing — we will size a HYPCON build, run the ROI numbers, and put a written lead time on it.
Request A QuoteWHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



