
Get in touch with Zeyu lntelligent Industrial Company
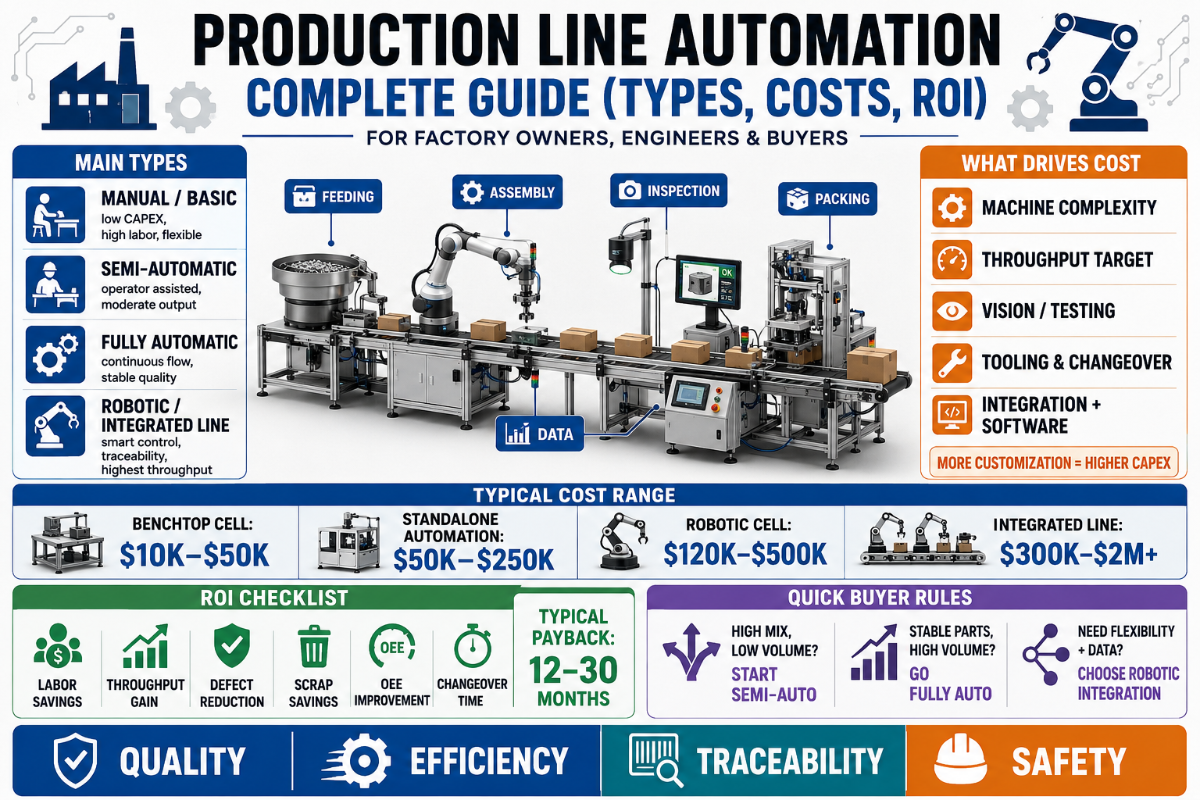
Production line automation is the use of machines, robots, and control systems to perform manufacturing tasks that people once did by hand — moving parts, assembling components, welding, inspecting, and packing — with little or no human intervention. Done well, it raises productivity and quality. Done for the wrong reasons, it can lock a factory into expensive equipment that never pays back. This guide explains what production line automation actually involves, the three types you can choose from, the seven building blocks of an automated line, what it costs, and a simple test to decide whether (and when) to automate.
Production Line Automation at a Glance
| What it is | Machines + robots + control systems replacing manual labor on a line |
| Three types | Fixed, programmable, flexible automation |
| Typical payback | 12–18 months (single cells); 18–30 months (full lines) |
| Cobot cell cost | ~$150,000–$300,000 fully integrated |
| Key safety standards | ISO 10218-1:2025 (robots) · OSHA 1910.212 (machine guarding) |
| Biggest failure cause | Automating a broken process (not technology) |
What Is Production Line Automation?
Production line automation is the process of replacing or supporting human labor on a production line with machines and computer systems, so that products move through processing and assembly with minimal human intervention. Its real goal is not to remove people for its own sake — it is to take the work that machines do better (high-volume, repetitive, or hazardous tasks) and hand it to robots and automated systems, while people focus on setup, supervision, and problem-solving. In the United States, the way those robots and people share a line is governed by OSHA’s robotics standards.
A useful way to spot good automation candidates is the 5 D’s of automation: tasks that are Dull (repetitive tasks like screw driving or pick-and-place), Dirty (grinding, painting), Dangerous (press operation, welding fumes), Difficult (heavy material handling), or Dear (expensive in labor costs). When a job sits in one or more of those buckets, automating the production line usually improves both productivity and quality control together.
💡 Pro Tip
Automation does not fix a bad process — it makes a bad process run faster. Map and stabilize the manual production process first, then automate the version that already works.
The Three Types of Automation: Fixed, Programmable & Flexible
Decades of manufacturing engineering — codified in Mikell Groover’s standard text on automation and production systems — classify automated production into three types. Think of them as a single Fixed-to-Flexible Automation Continuum: as you move along it, you trade raw speed for the ability to handle product variety.
| Type | Best Volume | Product Mix | Changeover | Relative Capex |
|---|---|---|---|---|
| Fixed (hard) automation | Very high (mass production) | Single product | Not practical | Highest, custom-built |
| Programmable automation | Medium (batch production) | Several products, in batches | Hours (reprogram + reset) | High, general-purpose |
| Flexible (soft) automation | Medium, mixed | High variety, any order | Near-zero (recipe swap) | High, but spread across products |
| Collaborative (cobot) cells | Low–medium | High variety, small batches | Minutes (move + reprogram) | Lowest entry point |
Fixed automation locks the sequence of operations into the equipment itself — transfer lines, automated assembly machines, and conveyor material handling. It delivers very high production rates but is inflexible: changing the product means rebuilding the line. Programmable automation uses general-purpose equipment (industrial robots, CNC) that can be reprogrammed for different product configurations, at the cost of lost production time during changeovers — the classic fit for batch production. Flexible automation is an extension of programmable automation that can produce many different parts with virtually no changeover time, switching between recipes on the fly. Modern reconfigurable lines push this further: one patented approach (USPTO US 11,106,187) describes a flexible assembly system built specifically for variable reconfiguration.
7 Building Blocks of an Automated Production Line
Whatever type you choose, an automated production line is assembled from the same core components. These are the 7 Building Blocks of an Automated Production Line — the shopping list every project starts from.
| No. | Building Block | Function on the Line |
|---|---|---|
| 1 | Control system (PLC) | The programmable logic controller that sequences every station and reads sensor inputs |
| 2 | Industrial robots / cobots | Perform assembly, welding, screw driving, and pick-and-place at each workstation |
| 3 | Conveyor & material handling | Conveyors, AGVs, and AMRs move parts between stations without manual carrying |
| 4 | Machine vision | Cameras and vision systems for quality control and defect detection in-line |
| 5 | Sensors | Presence, position, and force sensors that confirm each step before the next begins |
| 6 | HMI / SCADA interface | The operator interface and supervisory layer that collects production data and downtime alerts |
| 7 | Safety guarding | Barriers, light curtains, and interlocks meeting ISO 10218 and OSHA 1910.212 |
What components are essential in an automated assembly line?
At minimum, every automated assembly line needs the control system, at least one robot or actuator to do the work, a way to move parts (conveyor or AGV), and safety guarding — you cannot legally run an industrial robot without it. Machine vision and a data interface are what separate a basic automated line from a smart one: vision catches defects before they reach the customer, and the data layer tells you where cycle time and downtime are actually being lost. A flexible cell typically breaks the work into standardized functional blocks — feeding, orienting, placing, fastening, testing, and packaging — using a common robot platform with tool changers that swap end-effectors between product runs.
📐 Engineering Note
Robot safety on an automated line is governed by ISO 10218 — Part 1 covers the robot itself, Part 2 covers integration into the full system. The 2025 revision of ISO 10218-1 updates requirements for collaborative operation and functional safety, so any cell specified in 2026 should reference the current edition, not the 2011 version.
To turn those seven blocks into a buying checklist, the reference table below groups the common components by category, with a typical specification for each:
| Category | Component | Typical Spec / Example |
|---|---|---|
| Control | PLC | Allen-Bradley / Siemens S7, scan time under 10 ms |
| Control | HMI / SCADA | Operator touchscreen + OPC-UA data layer |
| Motion | Industrial robot | 6-axis, 5–80 kg payload, ±0.05 mm repeatability |
| Motion | Cobot | Up to 10 kg payload, force-limited per ISO/TS 15066 |
| Material handling | Conveyor | Belt or roller, 0.1–1.0 m/s line speed |
| Material handling | AGV / AMR | Autonomous transport, 100–1,500 kg load |
| Inspection | Machine vision | 2D / 3D cameras for in-line defect detection |
| Sensing | Sensors | Presence / position / force, under 1 ms response |
| Tooling | End-effector | Grippers + tool changers, swap under 30 s |
| Safety | Guarding | Light curtains + interlocks per ISO 10218 |
How Production Line Automation Works (Step by Step)
How does assembly line automation work?
An automated line runs as a chain of work stations, each performing one operation in the manufacturing process, synchronized by the control system. A part enters at the first station; a sensor confirms it is present and correctly oriented; the PLC triggers the robot or actuator to perform its task (place a component, drive a screw, weld a joint); machine vision verifies the result; and the conveyor indexes the part to the next station. This repeats down the line until a finished product exits — ideally with no human touching it between stations.
Line rhythm is set by its slowest station, the bottleneck. Good line design balances cycle time across stations so no single workstation starves or blocks the others. Because the data interface logs every cycle, engineers can see exactly which station caused a downtime spike rather than guessing. This is the practical difference between automation and mechanization: a mechanized line moves faster, but an automated line also knows what it is doing and reports it. Any robot in that chain must meet the safety requirements of ISO 10218-1:2025 before it can run alongside operators.
Should You Automate? The 5-Lens Automation Readiness Test
Not every line should be automated, and “automate everything” is how budgets get burned. Before committing, run your operation through the 5-Lens Automation Readiness Test. Score each lens; the pattern of answers points you to a type of automation — or tells you to stay manual for now.
The 5-Lens Automation Readiness Test
- Volume — Are you making thousands of identical units, or dozens? High volume favors fixed/flexible automation; low volume favors cobots or manual.
- Stability — Is the product design frozen, or still changing? Fixed automation punishes design changes; flexible automation absorbs them.
- Labor pain — Are you short-staffed or paying high labor costs for this task? Bigger labor pain makes a stronger case.
- Quality stakes — Does a human error here cost a recall or scrap? Vision-equipped automation pays for itself fastest where quality control is critical.
- Changeover frequency — How often do you switch products? This is the lens most buyers skip — and it is where automation projects quietly fail.
⚠️ The High-Mix, Low-Volume Trap
Most “automation isn’t worth it” stories come from high-mix, low-volume (HMLV) shops — where batches of 50 to 100 units run before switching to something completely different. That math fails not because robots are slow, but because changeover eats the savings: a contract manufacturer running manual changeovers can spend 45 to 60 minutes swapping clamps, locating pins, and adjusting sensors between jobs. For HMLV, the answer is rarely a full fixed line — it is flexible automation, quick-change tooling, or a cobot that can be wheeled from job to job. The engineering is real: USPTO patent US 11,106,187 describes an assembly system built specifically to reconfigure between product styles. As practitioners on Practical Machinist put it, cobots shine on high-volume runs with long cycle times, and struggle on low-volume diverse work where they spend more time being re-taught than running.
“Automation doesn’t fix bad processes — it makes them run faster and at greater scale. Define and stabilize the process before you select a single piece of equipment.”
What Does It Cost? Automation ROI & Payback
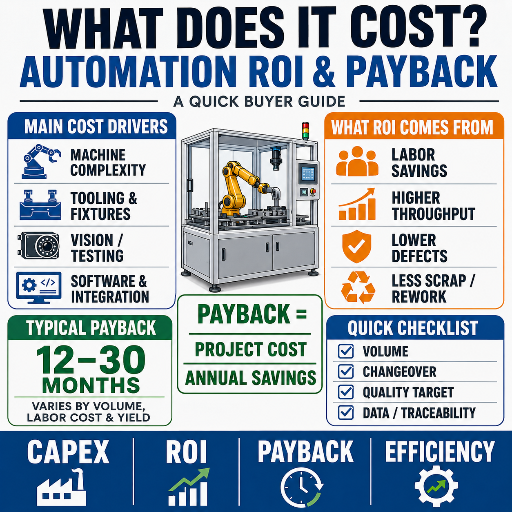
Costs vary widely with scope, but published 2025–2026 ranges give a realistic frame. Independent cost research, such as the NIST economic study of automation, confirms how widely these figures swing by scope. Figures below are typical market values, not quotes — treat them as planning anchors and request a real quote for your part.
| Investment Level | Typical Cost (2025–2026) | Notes |
|---|---|---|
| Cobot arm only | $3,000–$30,000+ | Entry models from ~$15,000 |
| Full cobot cell (integrated) | $150,000–$300,000 | Adds grippers, sensors, vision, conveyor |
| Industrial robot (arm only) | $50,000–$200,000 | By payload: ~7 kg ~$25–35K; 20–80 kg ~$70–85K |
| Full robot system (integrated) | $150,000–$500,000 | Includes integration, safety, training |
How long does automation take to pay back?
Across published deployments, well-justified single cells typically show a 12 to 18 month payback, while full-scale line projects run 18 to 30 months, with ongoing annual savings around 25 to 45% of the initial investment. Collaborative-robot vendors often target a payback under nine months for tightly-scoped tasks, because a cobot can replace the equivalent of half a worker to a couple of workers on a single repetitive job. Most manufacturers find it cost-effective to automate one or two high-pain steps first rather than the whole line: with full industrial robots, automating one or two steps can consume up to half a project’s budget, which is exactly why phased rollouts win.
How to Automate a Production Line: A Crawl-Walk-Run Rollout
The safest way to automate a production line is not all at once. A Crawl-Walk-Run Automation Rollout reduces integration risk, lets staff adapt, and keeps production stable while you learn where the real bottlenecks are.
Crawl · Walk · Run
- 🐢 Crawl — Pilot one cobot cell on a single repetitive task (machine tending, screw driving). Prove the ROI math on real parts before scaling. This is where you discover integration surprises cheaply.
- 🚶 Walk — Automate the two or three bottleneck stations that gate your through put. Add machine vision for quality control. Connect stations with conveyor or AGV material handling.
- 🏃 Run — Integrate the stations into a continuous automated production line, add a SCADA/MES data layer, and tune cycle time across the whole line. Now you have production data driving improvement.
How do you automate a production line without stopping production?
Start with a pilot area that runs in parallel with your existing manual process, so a problem in the new cell never halts shipments. Detect integration issues there, train operators on the new equipment, and only fold the cell into the main flow once it runs with minimal downtime. When you reach the integration stage, the relevant safety benchmark shifts from the robot alone to the whole system under ISO 10218. This phased approach is the practical antidote to the single biggest risk of a fully integrated line: because every station is interdependent, one disruption can stop the entire line.
Industry Applications: Where Automated Lines Pay Off

Production line automation is not one-size-fits-all — the winning pattern differs by industry:
- ✔ Automotive — Robotic welding and screw driving on flexible lines that can switch vehicle models within a single shift using quick-change tooling.
- ✔ Electronics & 3C — High-speed robotic assembly with machine vision for defect detection on PCBs and connectors, where human error is costly at scale.
- ✔ Food & packaging — Palletizing and end-of-line material handling, where AGVs and robots remove repetitive, ergonomically punishing tasks.
- ✔ New energy — Battery and module assembly, where consistent torque and traceable production data are mandatory.
What ties these cases together is that automation rewards repeatable, high-stakes work. As an example of the breadth this covers in practice, ZEUEE — a Shenzhen-based automation builder operating since 2005 with over 150 R&D patents and ISO 9001:2015 certification — has delivered intelligent automation equipment to manufacturers across more than 30 countries, with cooperated customers including TE, Sumitomo, Corning, Foxconn, LEGO, SONY, and GAC Group. Those same engineering principles scale from a single connector-assembly machine to a whole-factory line; for a buyer-side view of building one, see our turnkey production line automation solutions.
6 Costly Automation Mistakes (and How to Avoid Them)
Estimates of how often automation projects fall short vary widely — commonly cited figures range from one-third to one-half, though headline failure rates are debated — and the causes are rarely the robots themselves. These are the six mistakes that sink the most projects:
- Automating a broken process is the classic killer. Industry reviews attribute a large share of failures to automating a process that was never fixed first (one widely-cited figure puts it near 73%, though such headline percentages should be read with caution). Stabilize the manual process, then automate it.
- Choosing equipment before the process is defined wastes budget — buying the robot before requirements are clear is the most frequent error. Specify the process, then the machine.
- Under-speccing safety invites both injuries and shutdowns. Skipping proper guarding to ISO 10218 or OSHA 1910.212 is never a real shortcut.
- Running without a data layer is a slow failure. A line without an HMI/SCADA layer works, but you cannot see where downtime and cycle-time losses hide — so you cannot improve it.
- Skipping the pilot removes your cheapest chance to catch integration problems. Going straight to a full line is a costly gamble — crawl first.
- Underestimating integration lead time derails schedules. Making all systems work together reliably is where most of the technical complexity — and most of the schedule — actually lives. Plan for it.
Industry Outlook: Where Line Automation Is Headed (2026 and Beyond)
Three forces are reshaping production line automation right now, and they all point the same direction — toward flexible, data-rich, human-friendly lines.
+55.6%
Cobot orders, Q1 2026 vs Q1 2025 (A3, reported)
4M+
Industrial robots now in factories worldwide (IFR)
244,000
U.S. reshoring + FDI jobs announced, 2024
Cobots and flexible automation are the growth engine. The Association for Advancing Automation (A3) reported that Q1 2026 collaborative-robot orders rose about 55.6% in units year over year — even as total North American robot orders held roughly flat and automotive orders fell sharply. In other words, cobots are taking share rather than riding a rising tide: the growth is in flexible, redeployable automation, not big fixed lines. Reshoring is pulling automation onshore. With 244,000 reshoring and foreign-direct-investment jobs announced in 2024 (the second-highest year on record), manufacturers re-building domestic capacity are automating from day one to offset chronic skilled-labor shortages. AI is moving into the line. Machine-vision systems now use AI for defect detection, and 2025 research (published in Scientific Reports) has begun applying large-language-model planning to cut reconfigurable-line changeover time, building on patented reconfigurable designs like USPTO US 11,106,187 — the same bottleneck that makes HMLV automation hard today.
One practical takeaway for 2026: if you have not yet piloted a cobot cell, do it before your next capital-equipment cycle. Flexible, modular automation is where the cost curve and the labor market are both heading.
Frequently Asked Questions
What is production line automation?
View Answer
Production line automation is the use of machines, robots, control systems, and sensors to carry out manufacturing tasks on a production line with minimal human intervention. It covers everything from a single automated workstation to a fully integrated line where parts flow from raw material to finished product without being touched by hand, improving productivity, quality control, and consistency.
What are the 5 D’s of automation?
View Answer
The 5 D’s are a quick test for whether a task is a good automation candidate: Dull (repetitive tasks a person finds monotonous, like screw driving), Dirty (grinding, painting, dusty environments), Dangerous (welding, pressing, heavy lifting that risks injury), Difficult (tasks demanding precision or strength beyond comfortable human limits), and Dear (work that is expensive in labor costs or scarce skilled labor). A task that falls into one or more of these categories usually delivers the strongest return when automated, because the automated system removes a cost or a risk a human cannot economically absorb.
What is the difference between fixed and flexible automation?
View Answer
Fixed (hard) automation builds the sequence of operations into the equipment, giving very high production rates for a single product but no ability to change. Flexible (soft) automation uses reprogrammable equipment that can switch between many products with almost no changeover time, trading some peak speed for variety. Fixed suits mass production; flexible suits high-mix manufacturing.
How much does it cost to automate a production line?
View Answer
It depends on scope. A single collaborative-robot cell typically runs $150,000 to $300,000 fully integrated, while an industrial-robot system with integration, safety, and training ranges from $150,000 to $500,000 per cell. Full lines cost more but spread the investment across higher volume. Most manufacturers start with one cell, prove the payback (often 12 to 18 months), then scale — rather than buying a full line up front.
What is a fully automatic production line?
View Answer
A fully automatic production line performs every step — feeding, assembly, inspection, and packaging — with machines and control systems, so a finished product exits without manual intervention. People handle setup, supervision, and maintenance rather than the work itself.
Can small manufacturers afford automation?
View Answer
Yes — collaborative robots have lowered the entry point sharply, with arms starting near $15,000 and full cells far below a fixed line. A cobot can be moved between jobs, which suits the smaller batches typical of an SME.
How long does an automated line take to pay back?
View Answer
Well-scoped single cells commonly pay back in 12 to 18 months; full-scale line projects run 18 to 30 months, with annual savings around 25 to 45% of the initial investment. Tightly-targeted cobot tasks can pay back in under nine months. Accurate pre-project baselines are what make these numbers real rather than optimistic.
Ready to map your line to the right type of automation?
Our Perspective on Automation Hype
This guide deliberately argues against “automate everything.” The cost ranges, payback windows, and the 30–50% project-failure data come from published 2025–2026 industry sources, cross-checked across multiple integrators rather than a single vendor. Where a figure could not be verified at its primary source — such as the A3 cobot-order growth — we have attributed it as reported rather than presenting it as our own measurement. ZEUEE builds automation for a living, which is exactly why we tell buyers when a manual process or a single cobot cell beats a full line.
References & Sources
- OSHA 1910.212 — General Requirements for All Machines — U.S. Occupational Safety and Health Administration
- ISO 10218-1:2025 — Robotics, Safety Requirements, Part 1: Industrial Robots — International Organization for Standardization
- US 11,106,187 B2 — Flexible Assembly System for Variable Reconfiguration — USPTO
- A framework for reconfigurable production line changeover task planning (2025) — Scientific Reports (Nature)
- Updated ISO 10218 FAQ + robot order data — Association for Advancing Automation (A3)


