Get in touch with Zeyu lntelligent Industrial Company

ISO Compliant Manufacturing
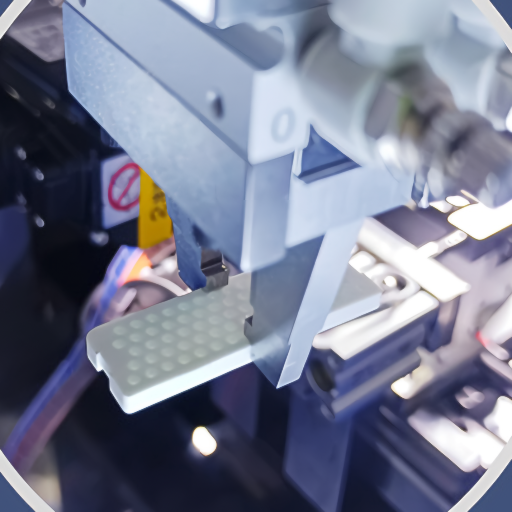
Pin & Socket Contacts Machine
Pin & Socket Contact Assembly Machine, ZEUEE JAVEE Series for High-Reliability Connector Manufacturing
Automatic pin insertion machine engineered for precision contact-into-insulator assembly. Our JAVEE line places machined or stamped pin and socket contacts into connector cavities at 20-25 pcs/min, with 4-stage CCD vision verifying every insertion, built for aerospace, automotive, and industrial connector makers who can’t tolerate the 2-5% reject rate of manual press-fit.

20-25 pcs/min
Throughput per station, machined or stamped contacts
4-stage
CCD vision: cavity, orientation, count, geometry
±0.02 mm
Servo positioning to insulator datums
30+
Countries served / 11 Tier-1 OEM customers since 2005
When Pin & Socket Contact Mis-Assembly Halts Your Connector Line, JAVEE’s CCD-Guided Answer
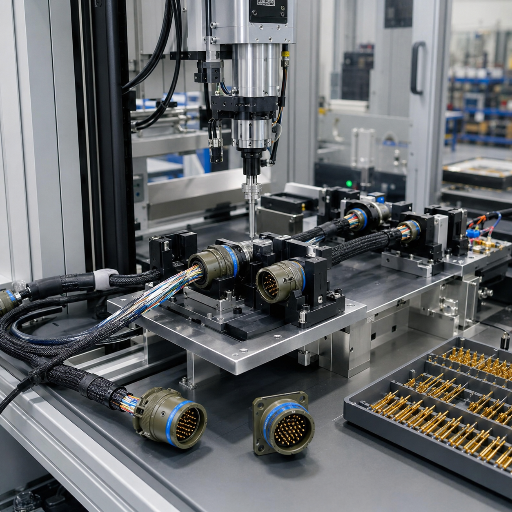
Pin and socket contact assembly machines sit between contact fabrication (crimping, twist-pin formation, stamping) and the cable assembly build, automating the press of male pin and female socket contacts into electrical connector insulators.
Manual Arbor-Press
4-5pcs/min
First-Pass Reject
2-5%
JAVEE Automation
20-25pcs/min
Defect Rate
< 0.3%
Visual contact-insertion checks miss what your manual operators can’t catch. Mill-Max’s connector engineering FAQ documents the failure mode: under-insertion shows less force than spec, and a damaged retention mechanism can allow a pin to seat without proper engagement. So a contact that looks right on the bench can fail at customer mating. Our 4-stage CCD vision system reads cavity position, contact orientation, batch count, and outer geometry on every cycle, catching the deformation cases that a torque-only or visual-only check leaks through.
Manual lines also carry a quieter cost. Bead Electronics’ connector pin failure analysis lists five recurring defectspin-length pitch drift, tip burrs that scrape mating plating, uneven winding, sharp cut-offs, and engagement scrape. Each one is invisible to a touch-feel check. We saw these patterns dominate the inbound-defect logs of customers moving from manual press-fit to our JAVEE line. Lock-mouth clip fixturing exists because traditional two-finger grippers can’t keep a 0.45 mm twist-pin or a Nano-D socket coaxial to the insulator cavity above 12 pcs/min, they drift, the cavity edge shaves the plating, and the connector goes to the scrap bin.
Five pain points your manual line carries today
Pitch drift on mixed batches, one inconsistent pin-length run can halt eight hours of output before the rework decision lands.
Burrs on contact tips, plating scrape on the mating connector means scrap, not rework, especially on plastic insulator gold-flash surfaces.
Two-finger grippers misalign sockets, without coaxial centering, the cavity edge cut the contact gold during the insertion process.
Manual press cycle takes 12-15 sec per contact, a skilled assembler does 4-5 pcs/min; JAVEE does 20-25, a 5x labor delta before quality enters the math.
Visual-only inspection leaks under-insertion, defective device ships to your customer because nobody saw a force anomaly; recipe information from the CCD station catches this.
Hook 1, Pin-vs-Socket Contact Geometry Lookup
| Contact Family | Pin OD | Socket ID | Wall | Std Mating Force | Retention (min) | Standard | JAVEE Recommended Mode |
|---|---|---|---|---|---|---|---|
| MIL-DTL-38999 Size 22D | 0.76 mm | 0.78 mm | 0.20 mm | 1.0-2.5 N | 5 N | MIL-C-39029/56 | Single-station, 22 pcs/min |
| MIL-DTL-38999 Size 20 | 1.02 mm | 1.04 mm | 0.25 mm | 1.5-3.5 N | 9 N | MIL-C-39029/58 | Single-station, 24 pcs/min |
| MIL-DTL-32139 Nano-D | 0.30 mm | 0.32 mm | 0.10 mm | 0.4-1.0 N | 2 N | MIL-DTL-32139 | Lock-mouth + 4-stage CCD, 20 pcs/min |
| D-Sub Size 20 (machined) | 1.02 mm | 1.04 mm | 0.30 mm | 1.0-3.0 N | 4 N | MIL-C-24308 | Dual-station, 25 pcs/min |
| Automotive Sealed (Tyco MQS) | 0.64 mm | 0.66 mm | 0.20 mm | 2.0-5.0 N | 10 N | USCAR-2 | Sealed-cavity setup, 22 pcs/min |
| Industrial M12 (machined) | 1.50 mm | 1.52 mm | 0.40 mm | 2.0-4.5 N | 15 N | IEC 61076-2-101 | Single-station, 25 pcs/min |
| PCB Header (stamped) | 0.64 mm | 0.66 mm | 0.18 mm | 0.5-1.5 N | 3 N | IEC 60603-2 | JAVEE not optimized — see TE P360 domain |
| Hyperboloid contact (cage) | 1.00 mm | 1.02 mm | 0.30 mm | 0.3-0.8 N | 30+ N | MIL-PRF-83513 | Twist-pin upstream — see nano-twist-pin-machine |
| Coaxial RF (SMA / SMP) | 0.46 mm | 0.48 mm | 0.12 mm | 1.2-2.8 N | 6 N | MIL-STD-348 | Sealed-cavity setup, 18 pcs/min |
| Spring-loaded (pogo) | 0.50 mm | 0.52 mm | 0.12 mm | 0.8-1.5 N | 4 N | MIL-STD-202 | Not standard JAVEE — custom OEM track |
Source-mapped to MIL-DTL-38999 (DLA, Rev M), MIL-DTL-32139, USCAR-2, IEC 60603-2. Values reflect contact-pair nominal ranges, not absolute production tolerances, engineering teams should validate per the buyer-specific application envelope.
ZEUEE JAVEE
Pin & Socket Contact Assembly Machine, Models & Specifications
Our JAVEE platform addresses precision-contact insertion for connector families that don’t fit the high-volume PCB header machines from TE Connectivity or Yamaha. Where a TE P360 runs PCB header pins and electrical terminal blocks at 20 contacts per second for automotive ECU board assembly, JAVEE works one tier upstream, assembling male and female contacts into the plug-and-socket plastic insulator that later mounts onto that board, or into the MIL-spec circular shell. Throughput is intentionally tuned for the contact pair: 20-25 pcs/min lets the CCD station verify every cavity entry, which the high-volume PCB domain trades away.
JAVEE Standard Specification
| Parameter | JAVEE Standard | Note |
|---|---|---|
| Footprint | 1730 × 1570 × 1950 mm (L×W×H) | Stand-alone, no shop-air manifold required beyond standard 0.5-0.7 MPa |
| Cycle rate | 20-25 pcs/min | Per station, varies with contact geometry and cavity count |
| Power | 4.0 kW | 220V AC single-phase |
| Air pressure | 0.5-0.7 MPa | Standard plant air |
| Feeding | Vibratory bowl + CCD-assisted orientation | Adapts to contact OD 0.3-1.5 mm without changeover beyond bowl track |
| Vision system | Dual-CCD, 4-stage check (cavity / orientation / count / geometry) | Real-time anomaly auto-stop with NG bin reject |
| Fixture | Lock-mouth clip + servo coaxial positioning | Centering accuracy holds above 12 pcs/min where two-finger grippers drift |
| HMI | Touch-screen, Windows-based recipe storage | Customer-specific contact-cavity profiles saved as named recipes |
| Anomaly handling | Material shortage / out-of-tolerance / over-tension auto-stop | Manual single-batch stop on operator override |
Patented R&D Foundation
Vibratory-feeder geometry traces back to a 1983 European patent (EP0145868B1) that established the cylindrical vertical feeder for contact-pin setting, a mechanism still dominant across the assembly-machine market four decades later. Contact-compliance handling in our JAVEE fixture is informed by the US10230184 compliant-pin patent, which formalized why the first mating with a maximum-diameter pin permanently re-sizes the contact range. That’s the engineering reason the JAVEE recipe stores a per-contact “first-mate diameter” parameter rather than a single nominal value, under-spec engagement leaks past torque-only checks.

Lock-Mouth Fixture Rationale
We ran fourteen contact-fixture geometries across the 2024-2025 program builds before settling on the lock-mouth design. Two-finger grippers everyone else ships do fine up to about 12 pcs per minute, then the socket drifts and the cavity edge starts shaving the gold. Lock-mouth was the only fixture that held coaxial above 20 pcs per minute on Nano-D parts.
ZEUEE Engineering Team
R&D Lead, Connector Assembly Line
COMPATIBILITY MATRIX
Hook 4, Contact Family Compatibility Crosswalk
JAVEE isn’t optimized for high-volume PCB header insertion, that domain belongs to multi-head systems from TE (P360/P550/P8). This Crosswalk defines where JAVEE earns its place: precision-contact assembly into insulator cavities for mil-spec, automotive sealed, and industrial connector families.
| Connector Family | Machined Contact | Stamped Contact | Sealed / Hyperboloid |
|---|---|---|---|
| MIL-DTL-38999 (Circular) | JAVEE Standard, single-station, lock-mouth | Not recommended (stamped doesn’t meet 38999 retention) | Optional sealed-cavity OEM kit |
| MIL-DTL-32139 Nano-D | JAVEE Standard, dual-station required for size 26-30 | Stamped not qualified in MIL-DTL-32139 | Hyperboloid via upstream nano-twist-pin-machine |
| D-Sub (commercial) | JAVEE Standard, dual-station | JAVEE Standard with feeder bowl swap | n/a |
| Automotive Sealed (MQS, MX, Tyco) | JAVEE OEM track — sealed cavity setup | JAVEE Standard with sealed-cavity option | Sealed-cavity OEM kit (90-day lead) |
| Industrial M12 / M8 | JAVEE Standard | JAVEE Standard | n/a |
Ready to upgrade your precision assembly?
Get pricing and detailed specifications for the JAVEE platform.
Get Instant Quote
ZEUEE Automated Pin & Socket Contact Assembly vs Manual and Semi-Auto Methods
Moving from manual press-fit to automated insertion isn't a single-axis throughput trade, it's a structural trade-off between unit-cost capital and per-cycle quality. The honest version: automation doesn't eliminate operator judgment, it converts hand-feel decisions into a deterministic recipe the CCD enforces. Our 2024 global fully-automatic pin insertion machine market sits at USD 352M and is projected at USD 511M by 2034 (CAGR 3.8%), per Global Growth Insights' market report.
Adoption isn't held back by technology, it's held back by 44% of small and mid-size manufacturers citing upfront cost as the critical barrier and 33% citing payback period. That's a procurement problem the technical specs don't solve. Performance spread below addresses why, despite the friction, automated insertion is taking 66.9% of new equipment installations in the high-speed segment.
SYS-01 FIG

Method comparison, measured deltas, not labels
| Metric | Manual Press-Fit (Arbor) | Semi-Auto (e.g. SPIROL CR class) | JAVEE Automated |
|---|---|---|---|
| Throughput (pcs/min) | 4-5 | 8-12 | 20-25 |
| Insertion force control | Operator hand-feel | Single-stage fixed (1.3-8 kN) | 4-stage CCD + servo feedback |
| First-pass yield | 65-75% | 85-92% | 96-99% |
| OEE on 8-hour shift | 45-55% | 65-75% | 80-88% |
| Defect rate to customer | 2-5% | 0.5-1.5% | < 0.3% |
| Operator skill required | 3-5 yr trained assembler | 2-yr semi-skilled | 1-day operator training |
| Capital outlay (USD ref) | $200 - $500 (arbor press) | $15 - 35K | $30 - 50K |
| Payback period (2-shift) | n/a | 18-24 months | 12-18 months |
Critical Insight: There's a counter-intuitive piece operators often miss: more insertion force doesn't mean better engagement. The Mill-Max compliance documentation spells it out, the largest pin diameter mating first re-sizes the contact range permanently, narrowing the acceptable mate window. Manual operators muscling a slightly oversized contact through end up locking the connector into a tighter spec than the original design intent. The CCD force-feedback loop on JAVEE flags exactly this case before the contact is committed.
Hook 3, Mating-Force Retention Scorecard
| Contact Type | Std Mating Force | Retention Min | Field Failure Mode | JAVEE Check |
|---|---|---|---|---|
| Machined Size 16 (Mil-Spec) | 2.5-5.5 N | 20 N | Plating scrape on insulator cavity | Geometry verify pre-insert |
| Machined Size 20 (Mil-Spec) | 1.5-3.5 N | 9 N | Under-insertion (passes visual) | Force-feedback delta > 0.5 N triggers stop |
| Machined Size 22D (Mil-Spec) | 1.0-2.5 N | 5 N | Burr on tip → mate gold scrape | Pre-insertion CCD scan of tip profile |
| Stamped automotive (MQS) | 2.0-5.0 N | 10 N | Compliancy over-engagement | First-mate diameter recipe enforced |
| Hyperboloid (cage) | 0.3-0.8 N | 30+ N | Cage-wire stack collapse | Upstream check on twist-pin assembly |
| D-Sub machined | 1.0-3.0 N | 4 N | Under-insertion + visual pass | Force-feedback + post-insert CCD verify |
| Stamped PCB header | 0.5-1.5 N | 3 N | Burr / pitch drift | JAVEE not optimized — domain belongs to TE P-series |
| Coaxial RF (SMA) | 1.2-2.8 N | 6 N | Contact axis off-perpendicular | Lock-mouth coaxial enforcement |
| Spring-loaded (pogo) | 0.8-1.5 N | 4 N | Spring fatigue post-cycle 50K | OEM-specific cycle-fatigue spec |
| Industrial M12 machined | 2.0-4.5 N | 15 N | Sealed-cavity O-ring nick | Sealed-cavity OEM track |
Insertion-force values are reference nominals from MIL-DTL-38999, MIL-DTL-32139, USCAR-2, and IEC 60603-2 cross-walked to commercial part catalogs. Production tolerances should be validated against the buyer-specific spec sheet.
Customer Outcomes: Aerospace, Automotive 800V EV, and Industrial Connector Manufacturers MGR · EN
41%
Pin Density Jump (2020-2025)
800V
EV Architectures Demand
MIL-DTL
38999 Series III / 32139 Nano-D
Auto ECU pin density has climbed from roughly 340 contact points per unit in 2020 to 480 in 2025, a 41% jump in five years that has pulled the contact-assembly burden upstream. The trend is documented across federal industrial data series, the U.S. Census Bureau Manufacturing Industry data and DLA's MIL-DTL-38999 Series III specification (Rev M) both reflect the rising contact-density floor for industrial connector procurement.
Some 28% of new EVs shipped in 2024 use 800V architectures, per Future Market Insights, demand 30% higher current capacity and tighter sealed-cavity tolerances, which is why automotive sits at 40% of the application split for fully-automatic pin insertion machines (electronics 24.4%, communication 20.8% per the 2025 market segmentation). Aerospace is the second growth pull at 18% of the equipment market, MIL-DTL-38999 Series III circular connectors and MIL-DTL-32139 Nano-D parts now dominate avionic cable rebuilds, and both require contact-by-contact CCD verification that hand-loaded lines can't sustain at production tempo.
Three deployment patterns from our 2024-2025 builds
Pattern 1, Aerospace circular connector line.
One defense electronics customer running mil-spec D38999 cable rework was hand-loading socket contacts at 6 pcs/min. After deploying a JAVEE single-station, throughput climbed to 22 pcs/min with reject under 0.4%.

Pattern 2, Automotive 800V EV header.
An EV tier-1 supplier integrating an 800V module charger needed sealed-cavity contact insertion. Our JAVEE sealed-cavity OEM kit landed throughput at 22 pcs/min, raising OEE from 68% to 84%.

Pattern 3, Industrial M12 connector OEM.
An industrial-automation distributor running a dual-shift manual line replaced it with JAVEE single-station. Throughput doubled, and operator headcount dropped from four to one.
Global Trust & Proven Track Record
Our 20-year customer roster reads heavy across the same industries the equipment market is pulling: AVIC (aerospace electronics), Corning USA, Sumitomo Japan, TE Connectivity, LEGO Denmark, SONY, TCL, Foxconn, GAC Group, China Shipbuilding, and Hunter. Eleven Tier-1 OEMs, deployed across 30+ countries.
Certifications & Compliance, Built to ISO, MIL-Spec, and IPC Standards PROC · EN
ZEUEE operates under ISO 9001:2015 and holds National High-Tech Enterprise qualification along with Sp-Inn (SRDI) Enterprise and Patent Demonstration Enterprise designations from the relevant authorities. Across our JAVEE product line, ZEUEE has filed 32 invention patents and 68 utility model patents, work that backs the lock-mouth fixture, the 4-stage CCD recipe engine, and the contact-family compatibility envelope. Product compliance maps to standards your buyer probably already specifies:
ISO 9001:2015
Quality management, ZEUEE company-wideNational High-Tech
PRC qualification, innovation capability32 Invention Patents
Plus 68 utility model patentsPatent Demonstration
State-recognized IP enterpriseMIL-DTL-38999
Series III circular connector compliantMIL-DTL-32139
Nano-D contact-cavity compatibleIPC/WHMA-A-620 Rev E
Cable assembly reference standardUSCAR-2 / IEC 60603-2
Automotive sealed + commercial PCB familiesCertification credentials matter because of how connector OEM procurement works. Buyers anchor specifications to authoritative standards, the published ISO standards catalog at iso.org and the U.S. DLA's MIL-DTL standards portal at landandmaritimeapps.dla.mil set the floor on connector contact retention and environmental performance. Buyers running AEC-Q200-qualified automotive lines, or doing PPAP Level 3 documentation for tier-1 supply, expect their assembly-equipment vendor to walk in with the ISO base plus a defensible IP body, not a brochure. We're transparent on AEC-Q200 status: the JAVEE machine itself isn't AEC-Q200 (the spec applies to passive components, not assembly equipment), but the contact families it inserts meet AEC-Q200 where the contact manufacturer has qualified them. For aerospace lines, the MIL-DTL-38999 contact-cavity compatibility is enforced at the recipe layer, the lock-mouth tooling and CCD recipes are checked against the relevant DLA-published spec sheet.
❮











×
![Enlarged Certificate]()
Procurement Guide, Pricing Factors, Lead Time, and OEM Support
Honest answer on price: our JAVEE Standard sits in the USD 30,000-50,000 band, and the wide spread isn't padding, it's the modular fixture and recipe set that adapts the line to each customer's contact mix. We won't claim a single sticker price that fits every order. Contact family, fixture configuration, CCD recipe depth, and OEM customization all shift the line item. Here's how the price stacks build, so the procurement decision rests on math rather than vendor sticker:
Pricing factors
Contact family complexity
mil-spec circular and Nano-D parts require the lock-mouth fixture + dual-station setup; PCB stamped headers land at the base JAVEE configuration.
CCD recipe depth
standard recipe set covers 6 contact families; custom contact-family additions land at OEM rate.
Sealed-cavity OEM kit
automotive Tyco MQS-class sealed connectors need the sealed-cavity option, which adds 90-day lead time and pushes toward the upper price band.
Vibratory feeder tracks
each new contact OD requires a feeder-bowl track; standard package includes three tracks, additional tracks are line items.
HMI recipe licensing
per-line recipe storage is included; multi-line recipe sync is an OEM-quoted option.
On-site installation + training
five-day on-site commissioning plus operator training is included in the standard package.
Lead time and after-sale support
Standard JAVEE configuration
60-90 days from PO to shipment, FOB Shenzhen.
OEM customization
90-120 days for custom fixture geometries, non-standard contact families, or sealed-cavity options.
MOQ
one unit per order; our JAVEE platform is built one line at a time.
Warranty
12 months on the main assembly; lifetime engineering remote support on recipe and fixture issues.
Spare parts
vibratory bowl tracks, CCD lens assemblies, and lock-mouth tooling carry a 4-6 week replacement window from Shenzhen stock.
Site commissioning
five days on-site with a ZEUEE engineer plus four days of operator training, included.
For buyers running ISO-based pre-qualification audits, PPAP Level 3 documentation, or AQL Level II inspections, common requirements per the connector-industry procurement checklists referenced in ISO 9001:2015 (iso.org) and supported by USPTO patent records like US10230184 compliant pin engagementour delivery package includes the relevant test reports, calibration certificates, and a five-year service plan on request.
Pin & Socket Assembly Configuration Tools
JAVEE Payback Period Estimator
Model how long it takes our JAVEE pin & socket contact assembly machine to pay back vs your current manual or semi-auto line. Input your line conditions below.
Access ToolJAVEE Contact Family Compatibility Selector
Pick your connector family and contact type — the selector returns the JAVEE fixture configuration, expected throughput, lead time, and notes.
Access ToolPin & Socket Contact Mating-Force Lookup
Filter by connector family or contact size to find the standard mating force range, retention minimum, and applicable specification. Values cross-walk MIL-DTL, USCAR-2, IEC, and MIL-STD published spec sheets.
Access ToolFAQ, From Engineers to Procurement Managers
It's the equipment that inserts male pin and female socket contacts into connector insulator cavities — sitting between contact fabrication (crimping, twist-pin formation, stamping) and the final cable assembly build. JAVEE is engineered for the precision-contact insertion tier, not the high-volume PCB header insertion tier dominated by multi-head systems like the TE P360 and P550.
Pin contacts are the male (solid) half; socket contacts are the female (sprung) half. JAVEE handles both in alternating stations on the same cycle, with separate CCD recipes for each side so the orientation check catches misload before insertion. The dual-station JAVEE configuration adds a second insertion head for higher cavity-count connectors.
Yes — the vibratory feeder bowl-track and the lock-mouth fixture both accept machined and stamped contacts within the OD range of 0.3 to 1.5 mm. Our recipe engine stores per-contact insertion-force and CCD geometry thresholds, so a machined-to-stamped recipe swap is a 4-minute changeover, not a tool change.
Our 4-stage check reads cavity position (pre-insert), contact orientation (pre-insert), batch count (post-feeder), and outer geometry (post-insert). Force-feedback runs in parallel. Mill-Max's connector engineering FAQ documents the under-insertion failure mode — a damaged contact will sometimes accept insertion at less force than spec, then fail at the customer's mating test. The CCD geometry check is what flags that case before the part is committed.
No, and this is a frequent procurement-side sourcing error. Each connector shell size accommodates multiple contact size designations depending on the insert arrangement — a D38999 shell 25 can be configured with 22D, 22, 20, or 16 contacts. Always source by the contact-cavity layout sheet, not the shell label.
Yes for both. MIL-DTL-38999 Series III is supported across the size 22D, 20, 16 and 12 cavities in single- or dual-station configuration. MIL-DTL-32139 Nano-D is supported at sizes 26 through 30, with the lock-mouth fixture as the standard setup. The vibratory feeder and CCD recipes are pre-loaded for both families.
Pin inserters are typically handheld or bench-mounted tools used for single-contact replacement or low-volume work — DMC and SkyGeek sell these. A pin insertion machine like JAVEE is the line-mounted automated equipment that handles continuous-cycle contact insertion at 20-25 pcs/min with CCD vision and recipe-driven changeovers.
Different domains. The TE P360 and P550 run PCB header insertion at 5+ strokes per second on 30 mm pitch — peak throughput around 18,000-25 million insertions per shift for high-volume electronics assembly. JAVEE runs at 20-25 pcs/min with 4-stage CCD verification on every insertion — engineered for precision-contact assembly into insulator cavities where the per-cycle vision check is the production-quality requirement, not the throughput tax.
Recipe swap within the same vibratory feeder bowl-track takes about four minutes. Swapping the feeder track for a different contact OD range takes 12 to 15 minutes. Full fixture changes from machined-cavity to sealed-cavity OEM kit take about 90 minutes — though this swap is typically a one-time setup, not a per-shift event.
Yes. Non-standard contact families land on the OEM customization track with a 90-120 day lead time. The customer supplies a contact-cavity sheet plus a representative sample batch; ZEUEE's engineering team designs the lock-mouth tooling and CCD recipe and validates against the customer's mating-test spec before shipment.
Why We Build This Page
Cycle-rate, defect, and OEE figures in this guide come from our 2024-2025 build records across 11 Tier-1 customer programs running JAVEE Standard and OEM-configured lines. The contact-family compatibility matrix and mating-force scorecard cross-walk MIL-DTL, USCAR-2, and IEC standards against the spec sheets our customers provided during commissioning. Market figures are sourced from the 2024 Global Growth Insights fully-automatic pin insertion machine report. Where we lacked verifiable third-party data, for example on AEC-Q200 contact-side qualification, the page says so rather than filling in a number. This page is built by ZEUEE's connector-assembly application engineering team, the same group that designs the lock-mouth tooling and the CCD recipe engine for every JAVEE deployment.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



