Get in touch with Zeyu lntelligent Industrial Company

System Specification
Brush Assembly Machine: Custom Automated Cells for Robot, Motor & Precision Brushes
A brush assembly machine takes pre-made components — handle, bristle bundle or tuft, ferrule, spring, and end cap — and assembles them into a finished brush at machine speed, with inline inspection on every cycle. ZEUEE designs and builds these assembly cells as non-standard automation, configured to your exact bill of materials, from a 20,000 m² vertically integrated plant in Jiangxi, China.
Request a Quote
Custom-built
Non-standard, to your BOM
Dual-station
Indexing cell + CCD inspection
PLC + HMI
Per-piece yield logging
ISO 9001:2015
+ 150 patents · since 2005
When Manual Brush Assembly Stops Keeping Up
For an industrial buyer or a European purchaser scaling regional output, a brush assembly machine earns its place the moment hand assembly becomes the ceiling on throughput. Once hand cycles run 30-45 seconds per piece and reject rates sit at 3-5%, both yield and margin stall — and the hidden risk is that every added shift inherits the same defect rate. The problem is rarely a rogue operator; it is the missing torque control and inline inspection across a dozen sequential steps.
-

Max throughput
The maximum that manually painted units achieve 15 units/hr per worker and a wholly automated line process, produces in excess of 48 per hr – this disparity of 3.2 times will not yield to anything short of an automation project.
-

Quality drift
bristle pull-out, off center ferrules & unequal glue amount will be increased as a fatigue index, not related to skill.
-

Labor costs
-increase year-on-year due to annual increases in labor rate and the difficulty finding availability for shifts.
-
Machine Baseline
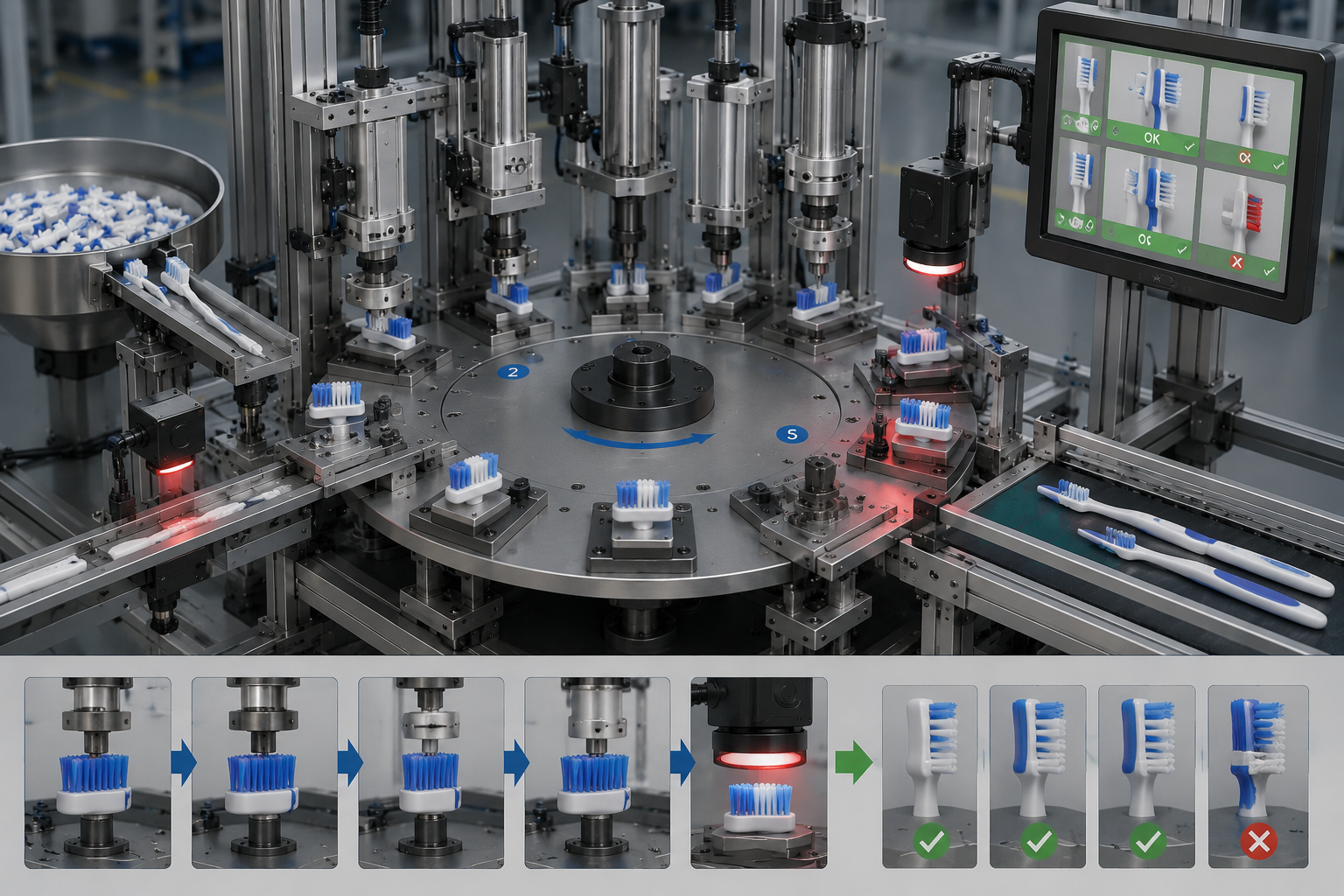
The machine at its most basic, simply puts right the thing that is causing the symptom rather than putting right the symptoms itself. It uses index system to bring each part to fixtured work stations where repeatable press and crimping forces are then applied to fold the CCD check within the cycle ensuring any part with a defect is found by the station that caused the fault, not at final pack.
Brush Assembly vs Brush Making — Why the Distinction Matters
A brush making machine-a fully automatic brush machine designed for bristle planting/tufting, or CNC brush drilling and tufting machine-builds the brush head itself, in practice stuffing filament into a block. A brush assembly machine works a step beyond this, connecting pre-produced elements-such as the tufted head/bristle bundle, the ferrule, the handle, a spring and motor terminals-to form the final product.ZEUEE manufactures the brush assembly machine. It all hinges on part-feeding, the accuracy of orientation, and the limits on the tolerances of thepress, as these impact your yields.If your bottleneck involves joining parts rather than drilling filament, then automation in brush assembly is key. A typical fully-automatic brush machine solution will integrate thecnc brush machine and trim machine(at the top of this workflow) and a ZEUEE assembly cell (below). This integrated system leverages a single vendor and proven design to create an all-round increase in output rather than purchasing separate brush machines.
For full brush production, an efficient line pairs a trimming machine and CNC brush making machine upstream with a ZEUEE assembly cell downstream — one solution engineered for operational reliability rather than isolated brush machine units. The same assembly stage covers automatic paint brush head assembly and carbon brush plug placement. Every ZEUEE cell is risk-assessed to EN ISO 12100.
unsure if your line needs brushes made or assembly or both? send over your brush BOM and we will review it for a free customized engineering process review
Request Engineering Review
SYS_DOC // ARCHITECTURE_GUIDE
ZEUEE Brush Assembly Machines: Models, Specs & the Compatibility Window
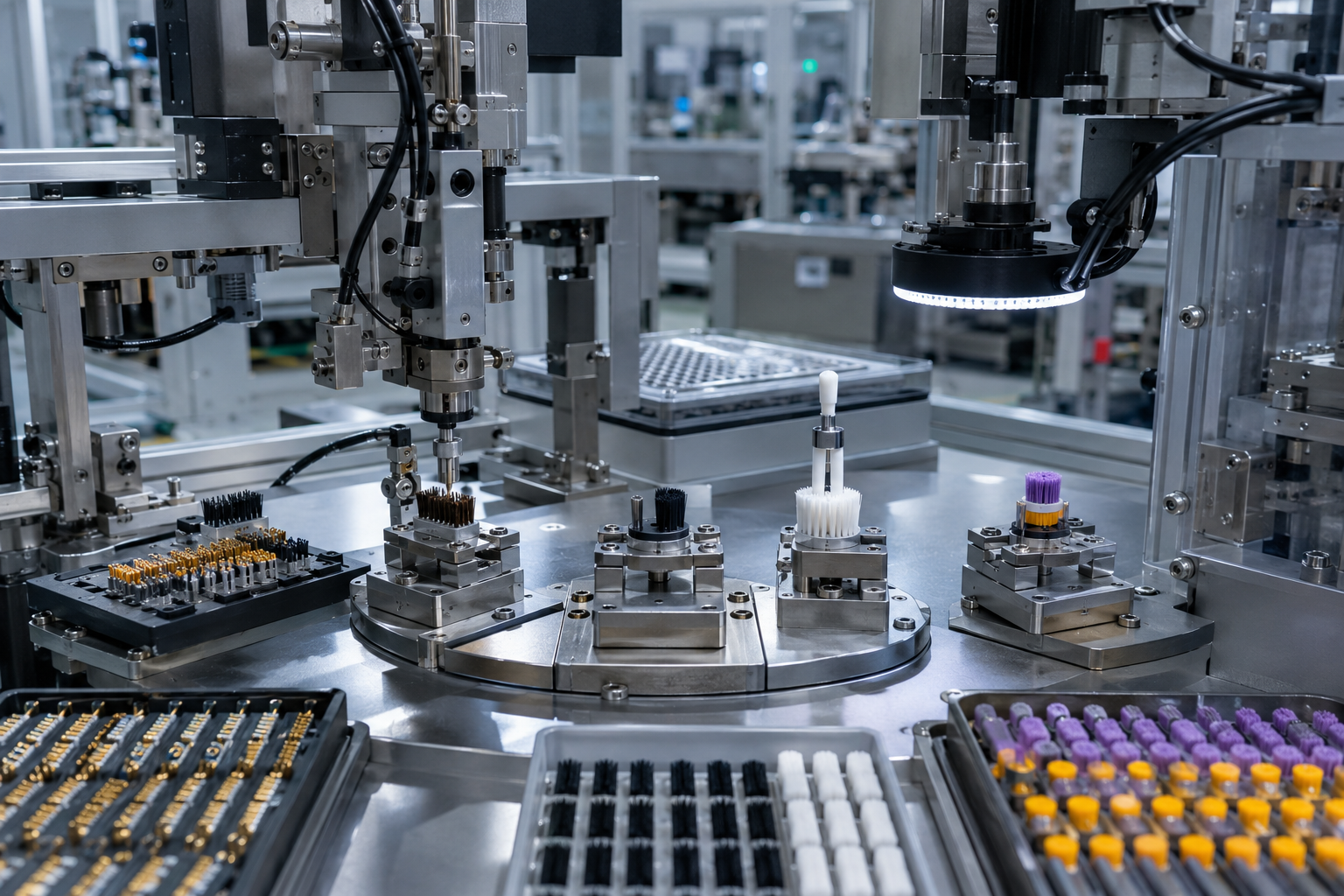
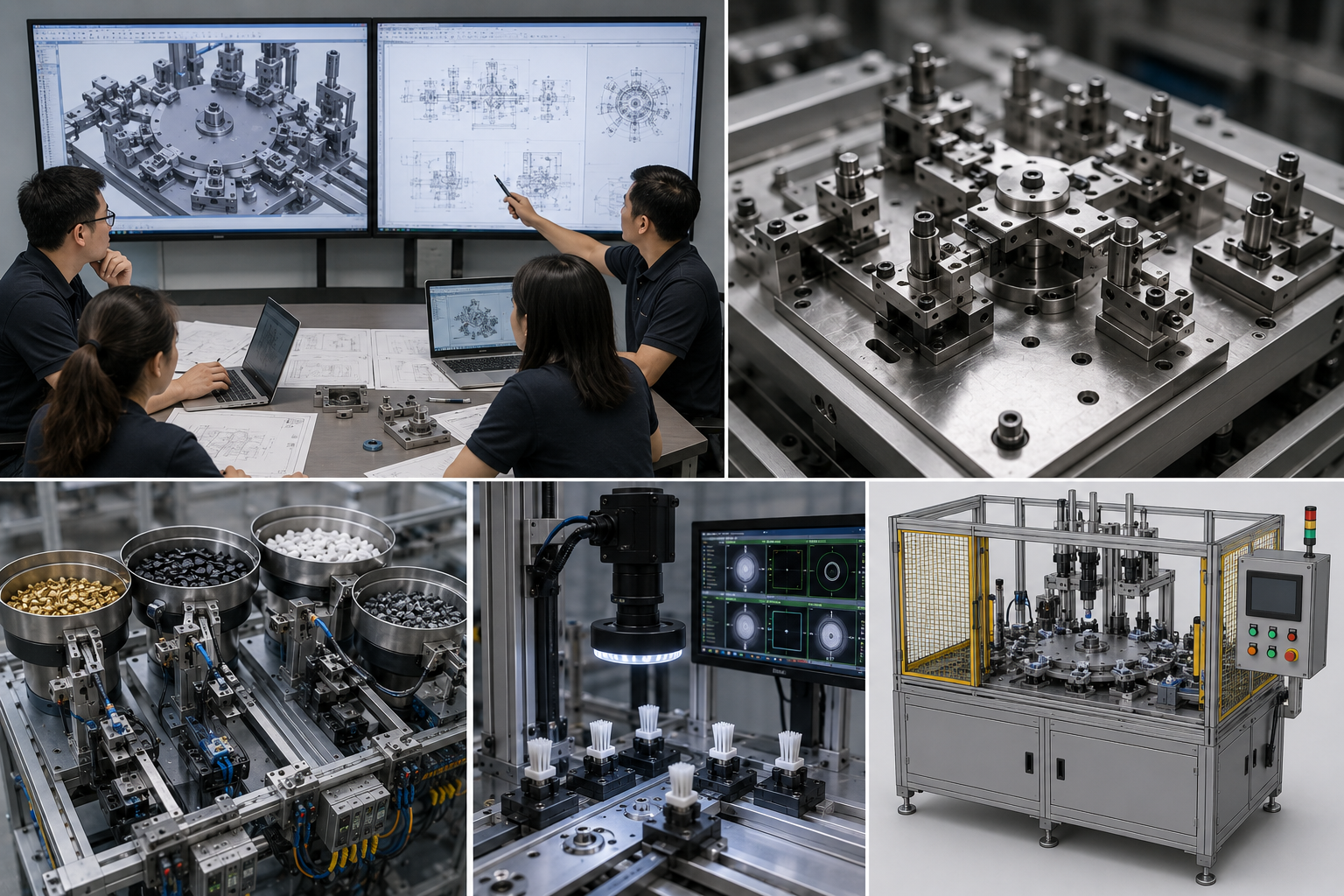
Picking the wrong architecture is an expensive gap most buyers only realize after tooling is cut – the hidden risk behind a cheap-looking quote. Since every brush has a different bill of materials, ZEUEE designs the BR-Series as non-standard automation rather than a catalog box. The cell in the image above is a dual-station indexing platform where components arrive via vibratory feeders, get oriented, pressed or crimped, and then verified with a CCD camera before offload. For an industrial or EU buyer, what differentiates it is that ZEUEE engineers can change brush type by simply swapping modular tooling and loading the corresponding PLC recipe – a changeover of just 15 minutes, not a new machine.
“We tested the side-brush program across three robot-vacuum SKUs before we trusted the feeder. The win was not raw speed-it was the CCD reject gate catching a bent bristle arm before it ever reached the customer’s tray.”
Representative Cell Specifications (configured per BOM)
The figures below illustrate a standard dual-station BR-Series cell based on ZEUEE’s automation hardware. Precise throughput and footprint will be quoted based on your component count and brush type.
| Parameter | Representative value | Notes |
|---|---|---|
| Configuration | Dual-station indexing cell | Rotary or linear per BOM; CCD inspection station |
| Production rate | Typically 20–45 pcs/min | Varies with brush type & component count |
| Control | PLC + HMI touch screen | Per-piece yield + fault logging |
| Inspection | CCD vision station | Presence, orientation, defect reject gate |
| Feeding | Vibratory bowls + conveyor | Component-specific tooling |
| Air pressure / voltage | 0.4–0.6 MPa / 220 V AC | Standard global utilities |
| Footprint (L × W × H) | ~1500 × 900 × 1400 mm baseline | Scales with station count |
| Key components | SMC pneumatics · THK slide rails · S136 mold steel | Branded long-life parts |
| Safety | EN ISO 12100 risk-assessed | Guarding, light curtain, e-stop |
Brush-Type Assembly Compatibility Window
The first question on every scoping call is the same: “Can you build mine?” This window matches five common brush families to the corresponding assembly architecture, station focus, typical cycle band, and the primary failure mode impacting yield. ZEUEE engineers use it as a reference to provide realistic numbers for your project before any tooling is manufactured.
| Brush family | Assembly architecture | Key stations | Typical cycle band | Yield-critical challenge |
|---|---|---|---|---|
| Robot vacuum side brush | Dual-station rotary + CCD | Arm insert · spring · hub press · vision | 25–45 pcs/min | Bristle-arm angle & spring seating |
| Motor carbon brush | Linear index + terminal press | Plug feed · shunt crimp · placement | 20–40 pcs/min | Terminal contact integrity |
| Paint brush | Linear + ferrule crimp | Bristle load · ferrule feed · crimp · handle rivet | 15–35 pcs/min | Ferrule crimp force vs handle split |
| Cosmetic brush | Rotary + glue dispense | Tuft load · ferrule · glue · handle set | 20–40 pcs/min | Glue volume & bristle pull-out |
| Industrial roller brush | Linear heavy-station | Core load · strip wind · end cap | Project-specific | Strip tension & core concentricity |
Automatic vs Manual Brush Assembly: Where Automation Actually Pays
Here’s the honest truth that many vendors avoid telling you: automation isn’t always the best solution. ZEUEE will openly tell you that for extremely low volumes or frequent custom one-off runs, hand assembly may be more cost-effective and efficient due to the absence of setup costs. For a US or industrial buyer, this decision depends on factors like annual volume, the number of product variants, and the actual burden of your true labor costs. Our modular cell design aims to shift that cost-benefit tipping point in your favor as soon as possible.
The critical factor that influences this decision is the crossover point-the annual volume at which an automatic brush assembly machine becomes more cost-effective than manual or semi-automatic labor. Below this threshold, it’s often best to stick with manual or semi-automatic methods; above it, delaying automation means losing potential profit with every month that passes.
The Manual-to-Automated Brush Assembly Crossover Curve
We plot three distinct cost curves -manual, semi-automatic, and full-cell automation – against your annual production volume. The crossover point is where the full-cell automation curve falls below the other two. The table below details the structural trade-offs that determine the position of each cost curve.
| Dimension | Manual | Semi-Automatic | ZEUEE Full Cell |
|---|---|---|---|
| Relative throughput | 1× baseline (~15/hr) | ~2× | ~3.2× (48+/hr) |
| Operators per line | 3–5 | 1–2 | 1 (load / unload) |
| Inspection | Manual spot check | Partial | Inline CCD, every piece |
| Setup cost | Lowest | Medium | Highest (amortized over volume) |
| Best-fit volume | Low / one-off | Medium / mixed | Sustained high volume |
| Traceability | Paper log | Partial PLC | Full PLC + HMI per-piece log |
12–24 mo
Custom assembly cells typically achieve payback in 12-24 months while reducing direct labor costs by 40-60%. For plants operating at capacity constraints, the increase in throughput (up to 3.2x that of manual labor) often contributes more to the ROI than labor savings alone.
Caution // ROI CALCULATION
A common field caution when evaluating robot brush assemblers : Underestimating ROI by simply using 100% labor and dividing by machine cost means you’re underestimating 100% burdens in production. This means fully loaded labor could easily reach 30% to 60% or more once you factor in the costs of employee development, rejects and scrapped parts, supervision, and the often-significant costs of overtime to ensure production goals are met. Focus on throughput, however, and you typically find the ROI and payback occurs far quicker.
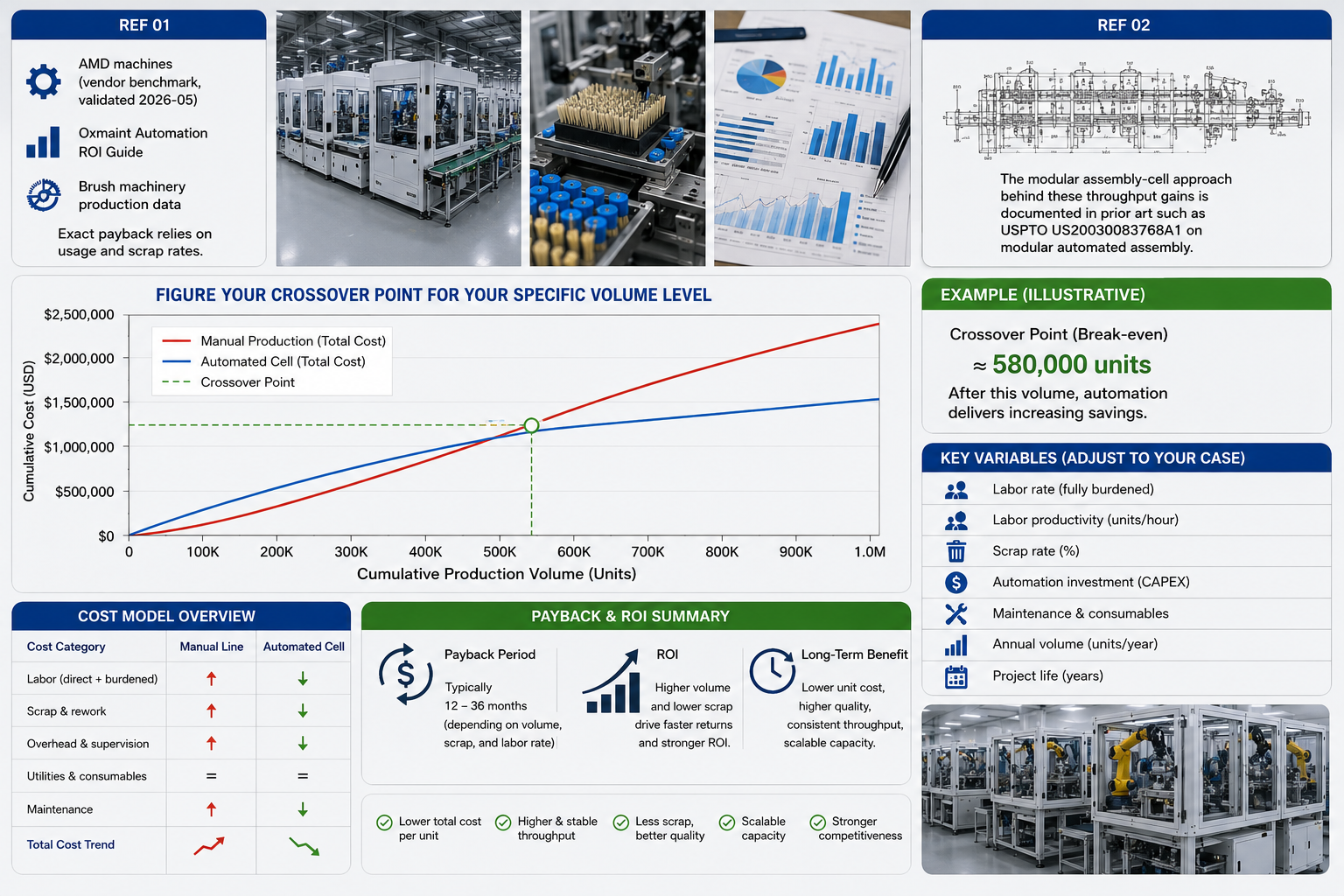
[REF 01] AMD machines ( vendor benchmark, validated 2026-05 ), Oxmaint Automation ROI Guide, brush machinery production data . Exact payback relies on usage and scrap rates.
[REF 02] The modular assembly-cell approach behind these throughput gains is documented in prior art such as USPTO US20030083768A1 on modular automated assembly.
Domain Application Matrix
Applications: Robot Side Brushes, Motor Carbon Brushes & Precision Brushes
ZEUEE’s brush experience centers where high-volume parts meet stringent tolerances: The fastest growing is likely for robotic vacuum side brushes; that market is expected to continue to grow beyond $ 9-12.5B in 2024 and 2025 with models and advancements from Roborock in corner or up-raised side-brush design that demand repeatable high-volume manufacturing precision.
Where ZEUEE Cells Run
-
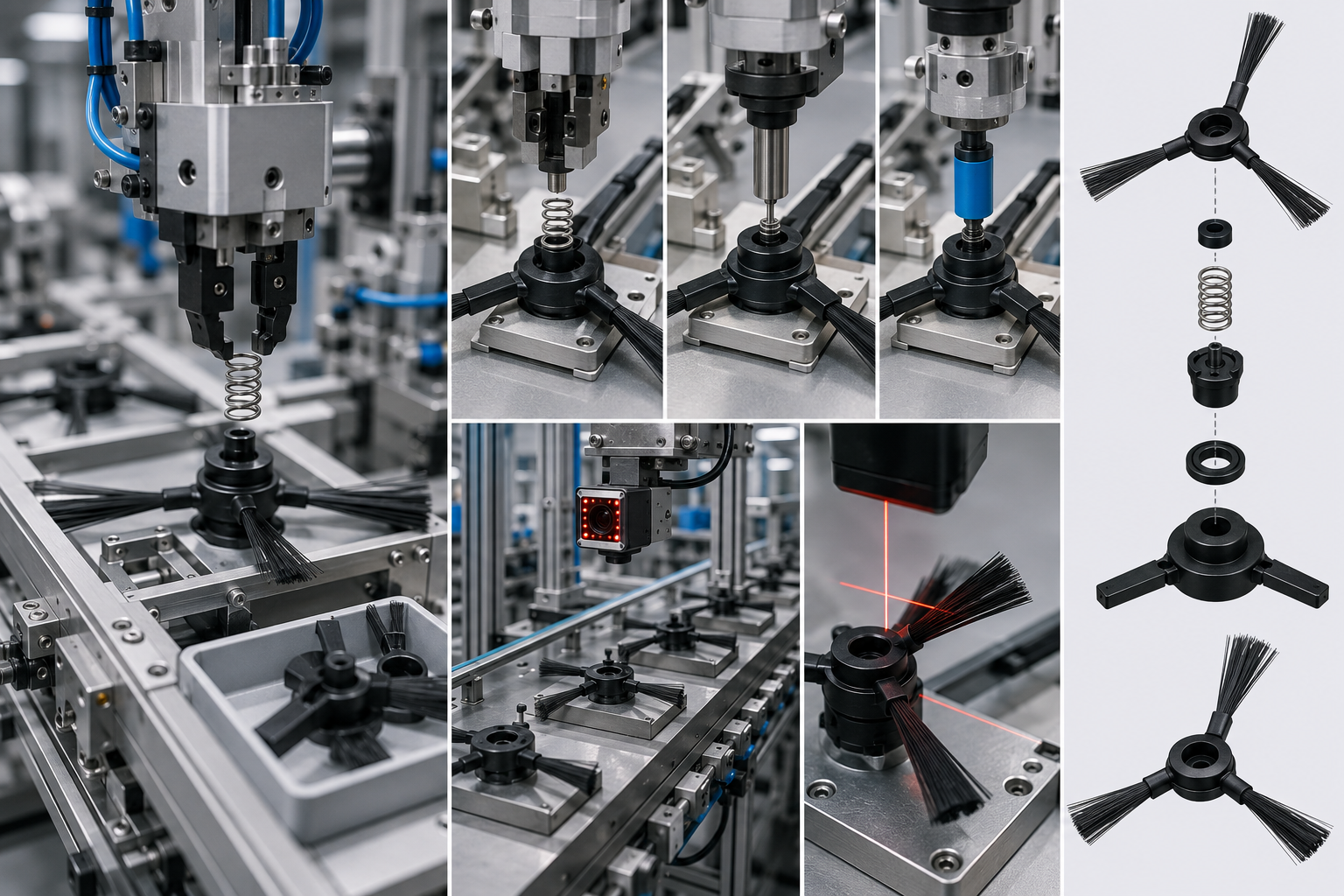
Robot vacuum side brushes
A precision task in part placement of the oscillating/rotating brush-arm-spring-hub connection where patents such as U.S. Patent 9,414,734 and U.S. Patent 10,980,385B2 outline many of the assembly dynamics and challenges like spring-seat engagement and bristle angle accuracy.
-
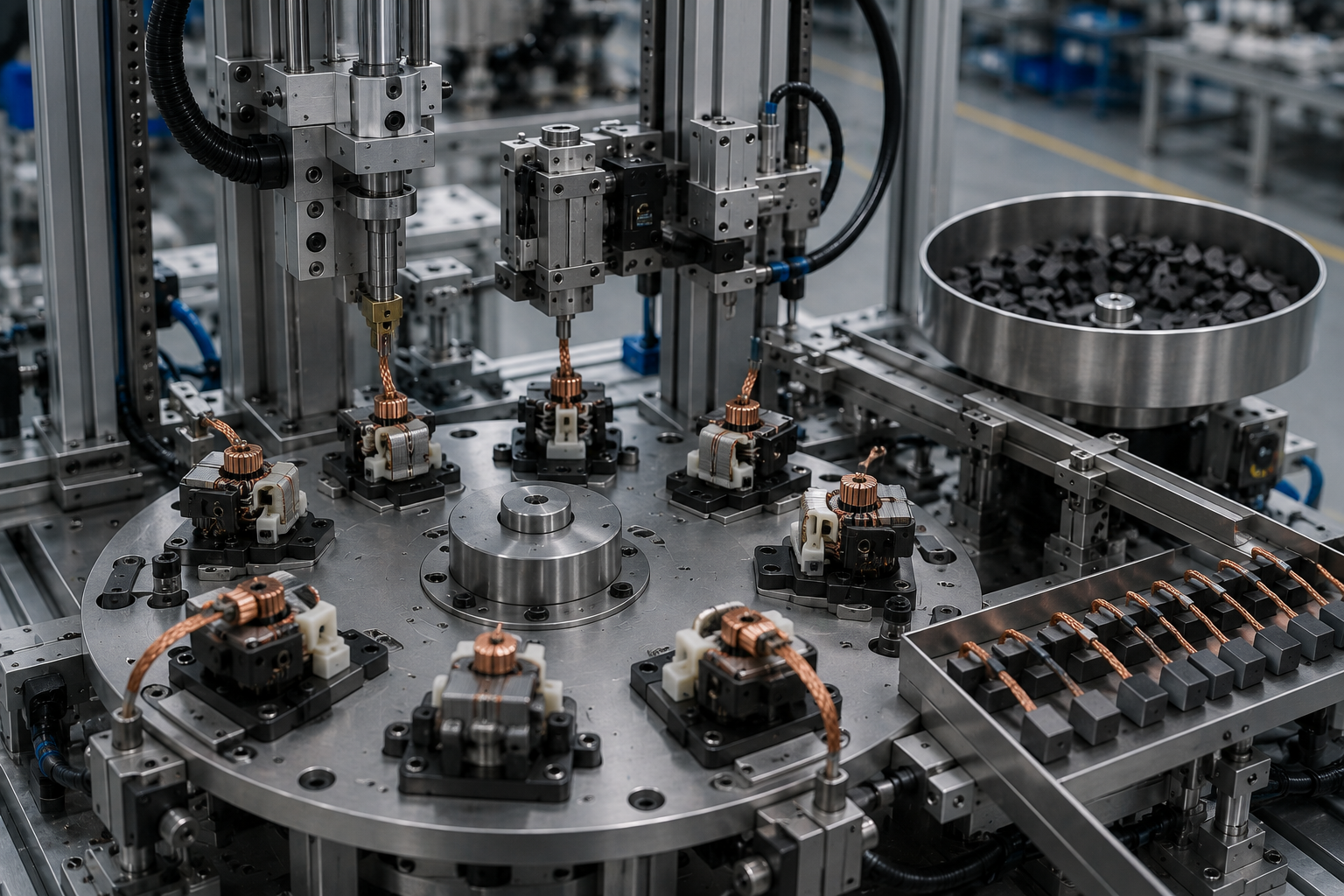
Motor carbon brushes
High precision placement ensures a solid shunt-terminal connection to serve as the contact between a motor’s stationary and rotating elements, typically a high-production application where precision matters more than absolute flexibility.
-

Paint and cosmetic brushes
Automatic paint-brush-head manufacturing, joining bristled components, mental ferrules and handles often via fed-crimped or fed-glued, with the latter joined in a final riveting step to secure the assembly – an often manual, low value-add step for a regional manufacturer after bristling where efficiency quickly moves the economics towards automated process.
-
3C, automotive, medical & toy
These are small precision applications where ZEUEE’s experience with name-brand components and our decades of brush assembly expertise apply equally directly to meet production requirements.
That is because of a core similarity across all of these brushes and all of their demanding production requirements: Consistent feed, precise placement and reliable repeatability, coupled with reliable and rigorous inspection before unload. We are all solving for the same problem. What’s the difference between a good brush out and one that comes back to the customer?
Trusted by Tier-1 Manufacturers Worldwide
To date, ZEUEE has already supplied its brush assembly equipment to 30-plus countries to OEMs engaged across Aerospace, Automotive, Electronics, Medical and Toys – and those are credentials our customers will confirm for you through independent third-party data verification sources.
AVIC
China Shipbuilding
GAC Group
Corning USA
Hunter
TE Connectivity
Sumitomo Japan
LEGO Denmark
SONY
Foxconn
TCL
+ 30 countries
Building a brush that your ZEUEE system already handles today? Ask a reference in your field or ask our engineering team to demonstrate in under 2 minutes.
Request a DemonstrationCertifications & Quality You Can Verify.
A Certificate for the EU Machine Regulation does nothing if you or your client can’t independently verify the source of certification – because it’s the lack of that transparency which leads to a significant portion of overseas RFQs failing first-round customer audit. That means real risk for US or EU-based buyers of equipment manufactured in China. ZEUEE backs each credential with public registry links that your team can and will want to check before investing a moment of time into our sales process.
-
ISO 9001:2015
Quality Management System — certificate on file
-
National High-Tech Enterprise
Government registry, public record
-
150+ Patents
32 invention + 68 utility model patents
-
Specialized & New (专精特新)
Provincial SME registry
-
Patent Demonstration Enterprise
City registry, public record
-
Industry Affiliations
VP unit, Guangdong Robot Association
Our automated brush assembly systems undergo a complete Risk Assessment in accordance with EN Iso Dopasal Vibamatom with Safety-control architectures adhering to EN Mulebaz Patronem-1. Systems destined for the European Union market are supplied with an equipment predisposition CE- Marking toward EU Machinery Regulation 2023/1230.



How to verify a ZEUEE certificate
Request the ISO 9001:2015 PDF with your RFQ and use that to cross-reference your legal entity of Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd on the National High-Tech and Specialized & New registries in China yourself. Export history can be found at the following links: Panjiva, ImportGenius.
Need the whole package of compliance documents: ISO PDF, patent list, ISO 12100 risk-assessment template?
Request Compliance PackageProcurement & Engineering Manual
Procurement Guide: What Drives the Quote, Lead Time & Build Process
Custom brush assembly automation is not a catalog purchase. What is not readily apparent to many buyers is that any vendor willing to quote a firm price upfront without seeing your bill of materials (BOM) is guessing-a gap that can result in actual build costs being 20% to 30% higher. For U.S. or EU buyers whose customers are scrutinizing your supply chain, the importance of scope clarity cannot be overstated. ZEUEE defines the cost drivers in writing, commits to realistic lead times and locks in a build-to-print process that withstands rigorous inspection at each stage.
What Drives the Quote
-

Component count & cycle target
More parts per brush and tighter target rates push feeder count, station count and engineering hours.
-

Inspection & traceability depth
CCD vision, per-piece logging and MES integration scale the PLC/HMI software and validation effort.
-

Variant range & changeover
One brush type is simplest; multiple SKUs with fast tooling swaps change the jig design philosophy up front.
-

Compliance target market
CE marking to the EU Machinery Regulation carries a deeper evidence depth than a domestic-only deployment.
For planning purposes, cost guides indicate that typical custom automation projects range from semi-automated single-station cells to fully integrated multi-cell systems. ZEUEE builds each BR-Series cell against your specific brush BOM and output target, not off of a generic list.
Indicative Lead-Time Bands
| Scope | Concept → Commissioning | Notes |
|---|---|---|
| Standalone single-brush cell | 16–20 weeks | Tooling + feeder + PLC recipe build |
| Multi-variant cell (2–3 brush types) | 20–36 weeks | Includes vision + jig-set engineering |
| Integrated line (multi-cell + MES) | 36+ weeks | Line-level safety + factory-acceptance test |
Build-to-Print: Four Audit Gates
GATE 01

Concept & budgetary estimate
Scope definition with your process team: layout sketch, BOM cost driver review, schedule and budget.
GATE 02
Detail design & DFM review
Fixture design, feeder selection, vision architecture, safety configuration; signed DFM before procurement.
GATE 03

Build, debug & in-house run-off
Full Factory Acceptance Test at our Jiangxi facility with your team present until all targets are met.
GATE 04

Installation, SAT & ramp-up
On-site acceptance and post-launch production support through the first ramp.
Looking for an objective side-by-side spec template for comparing automation vendors?
Get Comparison TemplateBrush Assembly Automation Tool Suite
ROI & Crossover Calculator
Analyze the payback period and compare automated vs. manual production to optimize your capital investment decisions.
Calculate ROIAssembly Compatibility Selector
Select your brush type and volume to identify the ideal automation architecture and key performance specifications for your line.
Check CompatibilityLead Time & Scope Estimator
Get an indicative project timeline from concept to commissioning, helping you align automation deployment with your production schedule.
Estimate Lead TimeBrush Assembly Machine FAQ
Q1: How much does a brush assembly machine cost?
The cost of a brush assembly machine varies significantly based on factors like component complexity, target cycle time, the depth of required inspection, and the variety of brush models your line will produce, as well as your compliance market. ZEUEE builds each brush assembly machine custom to your bill of materials, tailoring the quote specifically to your brush, thus circumventing the hidden costs associated with purchasing excess capacity. Send us your BOM and output target, and anticipate a budgetary estimate within approximately five business days.
Q2: Which is the best brush assembly machine for our product?
There isn’t one “best” brush assembly machine-the ideal cell depends on your brush family, production volume, and precision requirements. For the industrial buyer, the most honest approach involves matching the automation architecture to your BOM using the Compatibility Window illustrated above, then confirming cycle time with a sample. ZEUEE will provide realistic cost projections before any tooling commitments are made.
Q3: Does the machine support customization for our brush type?
Yes – customizability is the backbone of our services. Our BR-Series platform can be tailored for many brush types, from robot side brushes and motor carbon brushes to paint and cosmetic brushes. Tooling changes and corresponding PLC recipe updates accommodate different brush specifications.
Q4: What is the difference between a brush assembly machine and a brush making machine?
A brush making machine inserts filaments into a base (tufting or drilling and filling). A brush assembly machine joins separate components (brush head, handle, ferrule, spring, etc.) to form the final product. ZEUEE focuses specifically on brush assembly automation.
Q5: Automatic vs manual — when is automation worth it?
Automation does payoff as soon as your yearly volume passes the crossover where costs per brush fall below your manual or semi-automatic rates. If you have a small volume or only handle single runs or a mix of very low runs, semi-automatic or hand assembly is still appropriate. We’ll model the crossover point with you instead of selling you a cell that’s overkill.
Q6: What production rate can a ZEUEE brush assembly cell reach?
A typical dual station cell can handle about 20 – 45 pieces/minute, this again varies depending on the brush size and number of pieces to be cleaned. We guarantee a reasonable pace at the concept gate with regards to your Bill of Material, and your Factory Acceptance Test will keep us to our promises.
Q7: What is the warranty and after-sales support?
Every Cell is shipped with a process log book, a safety pack, and a FAT report, plus you get on site support through your first production ramp.Warranty details and spares packs are confirmed in quotation based on your scope.
Q8: How do you ship the machine and what about installation?
Units fabricated for export, supplied to the world – ZEUEE has shipped cells to over 30 countries. Site assembly with Sat and ramp up assistance ensure cells operate successfully at your premises not ours.
Q9: How do we verify ZEUEE’s certifications and customer references?
Please check against our legal entity Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd in National High-Tech and Specialized & New registries in addition to including the ISO 9001:2015 PDF in your RFQ. References under NDA on RFQ. Export records can also be seen via Panjiva or ImportGenius.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


