Get in touch with Zeyu lntelligent Industrial Company

Connector Assembly Machines
Connector Assembly Machines: Twist-Pin, Hyperboloid & MIL-Spec Contact Production Lines
ZEUEE builds connector assembly machines that manufacture the contact itself — twist-pin and hyperboloid line-spring contacts — then assemble them into MIL-spec, Micro-D, Nano-D, and circular connectors. Across 24 machine models, our lines run the full build chain, from beryllium-copper wire braiding through four-point crimping and 100% CCD inspection.
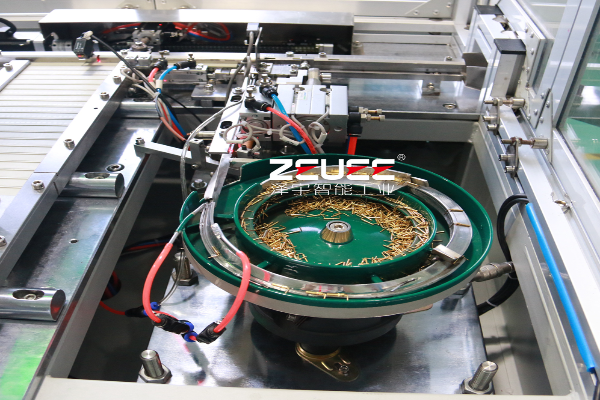



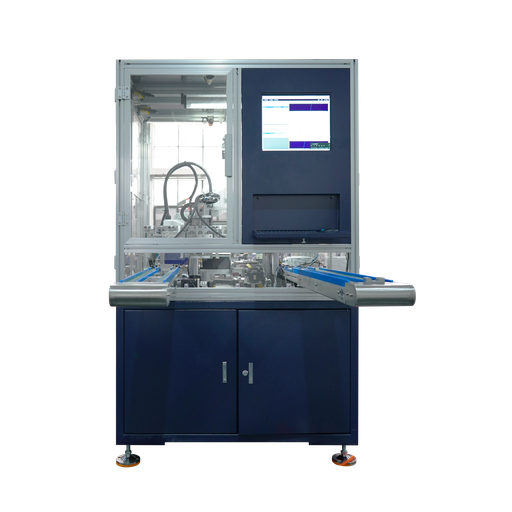
ZEUEE connector assembly machine — automatic pin insertion line
24
machine models in one line
6-station
twist-pin contact chain
±0.02 mm
laser cut accuracy
150+
R&D patents
ISO 9001:2015
certified since
30+
countries served
Why Contact-Level Automation Decides Connector Reliability
A connector fails where the metal meets the mating pin, not where the housing clicks. Industry guidance from connector analysts is blunt: ruggedness and reliability start at the contact, not the shell. That is the part most automation skips — general connector assembly machines buy finished contacts and only press them into plastic. Reliability sits one step upstream, in how the twist-pin or hyperboloid contact is wound, welded, and crimped.
The Make-or-Buy-the-Contact Divide
This is the line that separates an automatic connector assembly machine from a contact production line. Most builders assemble connectors from purchased contacts; ZEUEE engineers the machines that produce the contact — a difference that matters most for MIL-spec work, where a twist-pin contact built from beryllium-copper strands delivers seven independent points of contact and stays connected under shock and vibration. Hyperboloid line-spring contacts add low insertion force across a deflecting wire geometry instead of one stiff cantilever spring. Quality depends on how that contact is formed — which is exactly what our 24 machines control. If you are searching for a connector pin insertion machine or a twist pin machine, the question underneath is the same: who makes the contact, and how tightly is the process held?
Full Integration Portfolio
The ZEUEE Connector Assembly Machine Line —
The ZEUEE Connector Assembly Machine Line —
24 Machines Across the Full Build Chain
Buyers rarely need a single machine — they need a process that runs from raw wire to a tested connector without a manual gap in the middle. This connector line is one branch of ZEUEE’s wider custom automation equipment capability. The line below is organized two ways at once: by build stage (what the machine does) and by connector type it serves (board-to-board, circular, rectangular, D-Sub and Micro-D, MIL-DTL, blind-mating, and PCB). Each model is a working, modular unit built on the same control stack — Mitsubishi PLC, servo motion, THK rails, and S136 precision-ground tooling — so stations interlock into a continuous production line that we customize to each connector drawing. This breadth is the difference between a single connector assembly machine and a fully automated connector assembly line solution. The automated assembly method itself is well documented in the public record; ZEUEE’s build follows the same mandrel-and-laser-weld principle described in US 9,490,562 B2.
Core Production Equipment Gallery

Twist Pin Braiding Machine
- Build stageContact: braiding
- Key spec3 inner + 7–9 outer BeCu, 50 m/min
- Serves typeMicro-D / Nano-D

Twist Pin Stress Relief Machine
- Build stageContact: align
- Key spec4.5–5 m/min, multi-wheel H+V
- Serves typeMicro-D / Nano-D

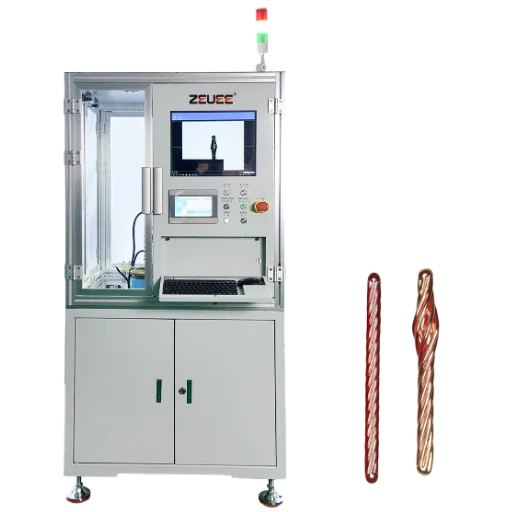
Twist Pin Cutting & Welding Machine
- Build stageContact: cut + laser weld
- Key spec±0.02 mm cut, 10–13 pcs/min
- Serves typeMicro-D / Nano-D
Twist Pin Expansion Machine
- Build stageContact: waist form
- Key specservo, CCD sort, 15–17 pcs/min
- Serves typeMicro-D / Nano-D

Twist Pin Crimping Machine
- Build stageContact: 4-point crimp
- Key specCCD concentricity, 10–13 pcs/min
- Serves typeMicro-D / Nano-D

Twist Pin Machine
- Build stageContact: integrated cell
- Key specfull twist-pin sub-line
- Serves typeMicro-D / Nano-D

Micro Twist Pin Machine
- Build stageContact: micro format
- Key spec1.27 mm pitch class
- Serves typeMicro-D (MIL-DTL-83513)
Nano Twist Pin Machine
- Build stageContact: nano format
- Key spec0.635 mm pitch class
- Serves typeNano-D (MIL-DTL-32139)

Twist Pin & Insulator Insertion Machine
- Build stageAssembly: insert
- Key speccontact-to-insulator load
- Serves typeMicro-D / rectangular

Hyperboloid Contact Machine
- Build stageContact: wire threading
- Key specC13 series, 0.76 wire
- Serves typecircular / power
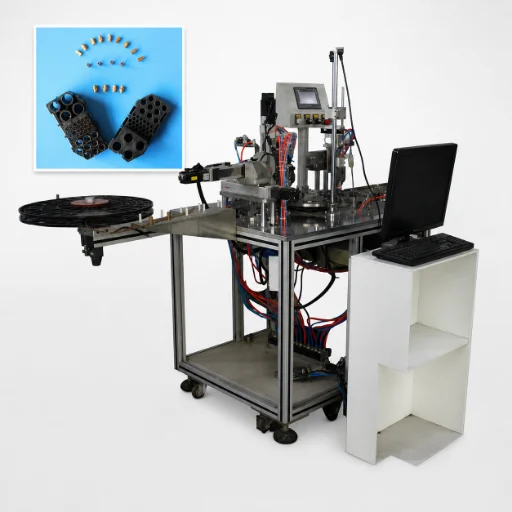
Pin Insertion Machine
- Build stageAssembly: insert
- Key spec0.3 mm pin/0.4 mm hole, 30 pin/min
- Serves typePCB / rectangular

Connector Crimping Machine
- Build stageAssembly: crimp
- Key speccontact-to-wire crimp
- Serves typecircular / rectangular

Rectangular Connector Machine
- Build stageAssembly: connector line
- Key specterminal + insulator auto-assembly
- Serves typerectangular
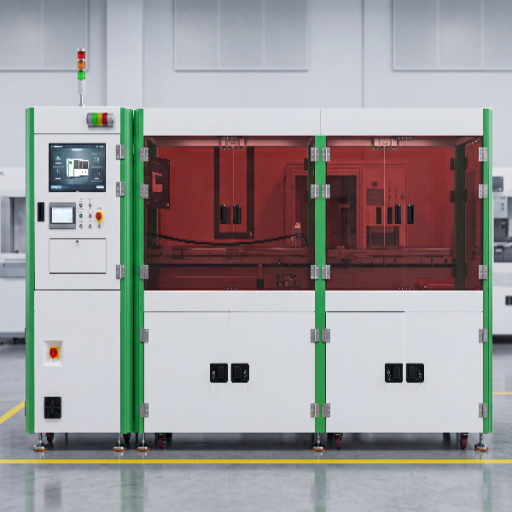
Circular Connector Machine
- Build stageAssembly: connector line
- Key specZEUEE-H0201, 380 kg, CCD
- Serves typecircular (military)

Blind Mating Connector Machine
- Build stageAssembly: auto pin insert
- Key specA15-ZY02-02, 15–20 pin/min
- Serves typeblind-mating

MIL-DTL-38999 Connector Machine
- Build stageAssembly: connector line
- Key spec4-series, size #22 contacts
- Serves typecircular (MIL-DTL-38999)
MIL-DTL-26482 Connector Machine
- Build stageAssembly: connector line
- Key spec2-series bayonet I/O
- Serves typecircular (MIL-DTL-26482)
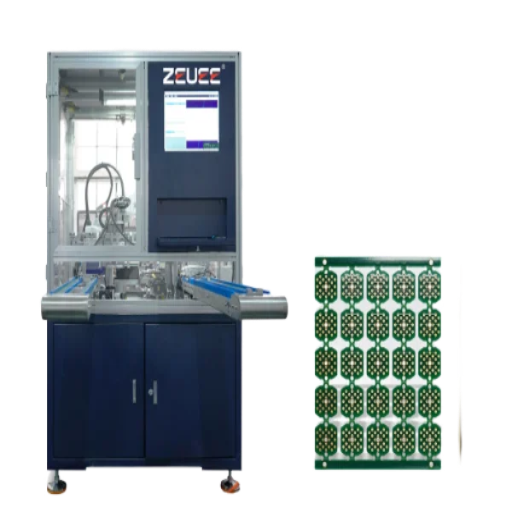
PCB Connector Assembly Line
- Build stageAssembly: board line
- Key specpress-fit / thru-hole insert
- Serves typeboard-to-board / PCB

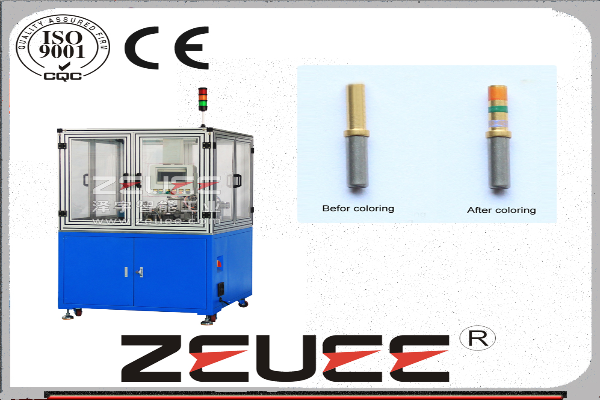
Color Ring Coating Machine
- Build stageFinishing: marking
- Key specID color band coating
- Serves typeall families

Wire Cut-Strip-Crimp Assembly Line
- Build stageDownstream: cable
- Key speccut-strip-crimp-insert
- Serves typecable / wire
Explore Specialized Systems & Specifications
HYPCON Contacts Machine
Build stageContact: line-spring
Key spechyperboloid cage build
Serves typecircular / power
Pin & Socket Contacts Machine
Build stageContact: pin/socket
Key specstamped + formed contacts
Serves typerectangular / circular
D-Sub & Micro-D Connector Machine
Build stageAssembly: connector line
Key specC49 twist-pin family host
Serves typeD-Sub / Micro-D
Connector Inspection Automation
Build stageQC: 100% inspection
Key specCCD length/weld/concentricity
Serves typeall families
Cross-Industry Application
These machines produce connectors used across automotive, aerospace, medical, and various industries — from wire-to-board and board-to-board plug housings to IDC ribbon terminations and high-voltage connectors. That same modular assembly equipment handles different connectors and contact types on one frame, so a connector manufacturer can run a hybrid line of automatic and semi-automatic stations without buying separate machines for each connector housing.
Adaptable Assembly Process
Where a standard cell does not fit, we tailor the build into a customizable, adaptable assembly process — robot and robotics loading, servo jigs, and CCD quality control matched to your part. What you get is a high-speed, repeatable assembly solution while holding performance and reliability.
Configuring Your Line
For many buyers a single interlocked line is the ideal solution; for others a staged rollout works better. Not sure which models form your line? Engineers usually start from the contact type and work outward. You can also add CCD inspection automation as a standalone gate on an existing line, or treat the pin insertion machine as a single-station entry point before scaling up.
The Twist-Pin Build Chain
Here is the part no general assembly cell can do: a twist-pin contact is not bought, it is built from beryllium-copper wire through six sequential stations. Why this matters is worth saying in the honest version: twist-pin contact resistance runs materially lower than stamped-and-formed contacts of the same size, so the fabrication method changes electrical performance, not just assembly speed.
That same six-station logic scales between micro twist-pin contacts at 1.27 mm pitch and nano twist-pin contacts at 0.635 mm. For hyperboloid contacts, the wire is wound at a controlled helix angle (β around 8° for power circuits), a parameter range set out in patent CN 104064898 A.


ST 01
Bobbin winding
C49-ZY01-01Split big BeCu spool to small reels; constant tension, break-stop.
Throughput
50 m/min
Power Output
400 W
ST 02
Braiding
C49-ZY02-01Braid 3 inner + 7–9 outer wires; inner pitch 0.75–0.3 mm.
Throughput
50 m/min
Power Output
9 kW
ST 03
Stress relief & align
C49-ZY03-01Reciprocating multi-wheel straighten; tension detect.
Throughput
4.5–5 m/min
Power Output
5 kW
ST 04
Cut & laser weld
C49-ZY04-01Cut to length + laser-weld both ends; CCD check, ±0.02 mm.
Throughput
10–13 pcs/min
Power Output
7.5 kW
ST 05
Expansion (waist)
C49-ZY05-01Servo waist form (the spring barrel); CCD sort good/NG.
Throughput
15–17 pcs/min
Power Output
2 kW
ST 06
Crimping
C49-ZY06-01Assemble pin + copper sleeve, 4-point crimp; CCD concentricity.
Throughput
10–13 pcs/min
Power Output
2 kW
ZEUEE Contact Lines vs. General Assembly Systems vs. Manual Build
This trade-off is real, and we will not claim automation wins in every case. For a 50-piece prototype with weekly design changes, a skilled operator and a bench crimper is the right call — automation only pays once volume clears the break-even point. Above that line, the numbers move decisively, and they move at the contact, where defects are most expensive to catch late. What makes a dedicated contact line viable at volume is the cold-heading and laser-welded build method documented in US 9,490,562 B2, which replaces the precision machining that once made these contacts slow and costly to produce.
>50%
Industry data: automated contact processing cuts labor cost by more than 50% versus manual cut-strip-terminate, while moving crimp defects from 2,000–5,000 PPM down toward under 50 PPM with force monitoring and 100% inspection.
Source: industry averages, wireharnessproduction.com & wiringharnessnews.com — not ZEUEE-measured. Actual results depend on volume and contact type.
System Architecture
Precision & Quality Systems — CCD Vision, Servo Control, ±0.02 mm
Why a Chinese-built machine can hold MIL-spec tolerance is not marketing — it is the subsystem stack and the inspection method. Every ZEUEE contact and connector line shares the same engineering signature, and every dimensional claim is gated by a camera, not an operator’s eye.
Our crimping station forms the twist-pin–to–sleeve joint with a four-point crimp and then checks concentricity, length, and crimp dimension by CCD before the part is sorted. Four symmetrical crimp points hold the contact centered, which is what keeps the mating pin from loading one wall of the socket. This is the structural reason a twist-pin contact — built to deliver seven points of contact and rated by connector makers for up to 100,000 mating cycles with under 8 mΩ resistance — holds its rating under vibration. Parts outside band are rejected automatically, not reworked downstream.
Supporting subsystems are deliberately conventional and serviceable: AirTAC and Festo pneumatics, THK precision rails, S136 precision-ground molds, Mitsubishi PLC and touchscreen control, servo modules for cut and weld feed, constant-tension wire control, and incoming-material plus wire-break detection with alarm auto-stop. Hyperboloid contacts these machines build use cold heading rather than precision machining to keep cost down while allowing copper-alloy current capacity — a method whose 80–400 A range are set out in US 9,490,562 B2, and the wire-spring jack helix specifics in CN 104064898 A. ZEUEE certifies each line against ISO 9001:2015 process controls before shipment.
One honest limitation: the 100% CCD gate is tuned for the contact families we build — twist-pin, hyperboloid, and stamped pin-and-socket. A radically different contact geometry needs a vision-model re-train, which we scope as part of a custom build rather than promising drop-in coverage.
Industries We Equip — Aerospace, Defense, Medical, Precision Electronics & New Energy
Contact families ZEUEE machines produce are specified well beyond one sector. Twist-pin Micro-D and Nano-D contacts run in missile systems, satellites, and UAVs; hyperboloid line-spring contacts appear in implantable medical devices and EV power circuits — proof that the same contact-forming process serves more than defense buyers, as patented for medical use in EP 2362801 B1. ZEUEE machines serve building hardware, 3C electronics, aerospace electronics, precision electrical, warehousing and logistics, auto parts, medical, and new energy — the full set of industries our automation lines serve.

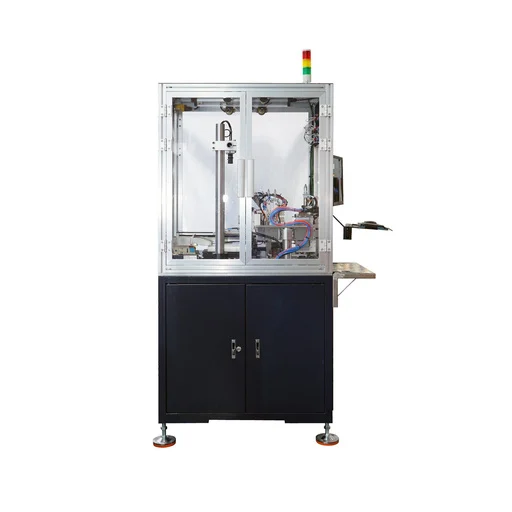
Circular connector positioning-claw assembly machine ZEUEE-H0201
A circular connector assembly machine (ZEUEE-H0201) — terminal-and-insulator auto-assembly with CCD detection.
Certifications & Engineering Credentials
Procurement teams routinely reject a supplier that cannot produce a certificate on audit — a documentation gap that stalls a connector program for weeks. ZEUEE qualifies as a National High-Tech Enterprise and an SRDI-qualified Enterprise, operating an ISO 9001:2015 quality management system, and every claim below maps to a document we hand over at acceptance. That credential set is what procurement teams audit before a connector-machine supplier reaches an approved list.
Contact standards these machines are built to assemble — ISO 9001 quality management on the process side, and MIL-DTL-83513 (Micro-D, 1.27 mm pitch), MIL-DTL-32139 (Nano-D, 0.635 mm pitch), MIL-DTL-38999 and MIL-DTL-26482 (circular) on the product side — define the dimensional and inspection bar the tooling has to meet. Full lot traceability and first-article documentation are configured into each line so the connectors it produces carry the records buyers require.
ISO 9001:2015
Quality management system
150+ Patents
32 invention + 68 utility model
National High-Tech
Enterprise qualification
SRDI Enterprise
MIIT-recognized SRDI
Est. 2005
20,000 m² Taihe base











×
![Enlarged Certificate]()
Connector Assembly Optimization Tools
Twist-Pin Line Throughput Estimator
Estimate annual contact output from a ZEUEE twist-pin line. The crimping and cut-weld stations pace the line at 10–13 pieces/min; this tool sizes capacity against your volume.
Open Estimator →Manual vs Automated Defect-Cost Calculator
Industry data puts hand-crimp contact defects at 2,000–5,000 PPM versus under 50 PPM on a force-monitored, CCD-inspected line. This tool estimates the field-cost gap — defects caught late cost far more than defects prevented.
Calculate Costs →FAQ — Connector Assembly Machines
01 Does ZEUEE make the contacts, or the machines that make the contacts?
ZEUEE builds the machines that manufacture the contacts, not the contacts themselves. Our six-station twist-pin chain and hyperboloid contact machines form the twist-pin and line-spring contacts directly from beryllium-copper wire, and our assembly lines then load those finished contacts into connector housings. So you are buying a connector assembly machine and keeping contact production in-house — which is exactly where MIL-spec reliability is won or lost, one step before the housing clicks shut.
02 Can you build a machine for our specific MIL-DTL or Micro-D connector?
Yes — every line is configured to your connector drawing. We cover Micro-D (MIL-DTL-83513, 1.27 mm pitch), Nano-D (MIL-DTL-32139, 0.635 mm pitch), circular MIL-DTL-38999 and MIL-DTL-26482, rectangular, blind-mating, and PCB connectors. Where your contact geometry is unusual, we scope a custom CCD vision model and tooling rather than forcing a standard cell onto it.
03 What throughput can a twist-pin contact line achieve?
Station throughput runs from 50 m/min on wire braiding down to 10–17 pieces per minute at cut-weld, expansion, and crimping. Crimping and cut-weld are normally the pacing stations, so line output tracks those numbers against your contact size and parallel-station count.
04 How do you hold MIL-spec tolerance on a contact this small?
Through CCD inspection at every forming station plus a four-point crimp with concentricity verification — a camera makes the accept-or-reject call on 100% of parts, not the operator. Our cut-and-weld station holds length to ±0.02 mm and rejects out-of-band contacts before they ever reach crimping. Servo motion, THK precision rails, and S136 ground tooling carry the mechanical accuracy, while constant-tension control keeps the wire stable through braiding and straightening. Each line is certified against ISO 9001:2015 process controls and dry-run before it ships.
05 On-time delivery and traceability — what do you commit to?
On-time delivery above 97% is the standard we are scored against, with the schedule locked at acceptance testing. Full lot and serial traceability, first-article inspection packages, and a named manufacturing location come as standard, so your connectors carry the records aerospace and defense buyers demand.
06 Is automating connector assembly always cheaper than manual?
No — and we will say so plainly. For low-volume, ultra-custom, or fast-changing builds, manual assembly stays below break-even and wins on flexibility. Automated contact lines pay back at volume.
07 Can we start with one machine and scale to a full line?
Yes. Many customers begin with a single station — a pin insertion machine or a crimping machine — then add upstream contact-forming and downstream inspection later. Because every machine shares the same Mitsubishi control stack and a modular frame, stations interlock into a continuous line without re-engineering the cells you already own, so a staged rollout costs you nothing in rework.
ZEUEE GUIDES
About This Equipment Guide
Get Instant QuoteModel codes, throughput figures, and ±0.02 mm tolerances on this page come from ZEUEE’s own connector tooling builds.
Contact-performance figures such as the seven-point twist-pin and 100,000-cycle hyperboloid ratings are industry data from connector analysts and are cited as such, not presented as ZEUEE measurements — because we build the machines that produce these contacts, the distinction matters.
Where we lack first-party data, we say so.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



