Get in touch with Zeyu lntelligent Industrial Company

ISO 9001:2015 Certified
Request Equipment Quote & Plant Layout
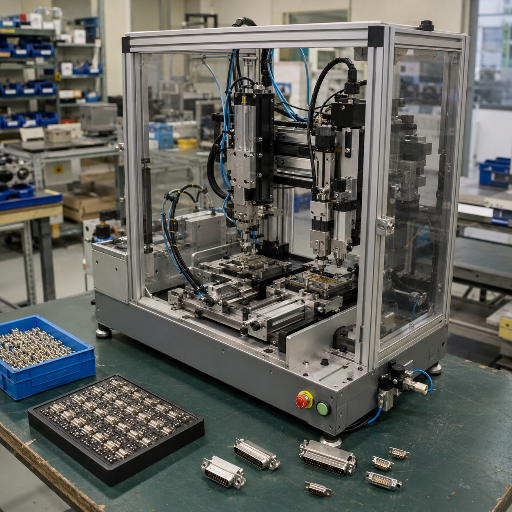
D-Sub & Micro-D Connector Machine
D-Sub & Micro-D Connector Machine | Complete Twist Pin Contact Production Line for MIL-DTL-83513 Manufacturing
Manufacture MIL-DTL-83513G compatible Micro-D, MDM and D-Sub connector twist pin contacts in your shop. ZEUEE’s six-machine BeCu (beryllium copper) twist pin assembly process winds 0.45 mm, beryllium copper wire, braids it, aligns and then laser cuts/welds it before expansion and four-point crimping. Result: the D-subminiature contacts you need for pluggable insertion that will pass the EIA-36
0.45mm
BeCu Wire Processing
±0.02mm
CCD-Verified Precision
6Units
Modular Turnkey Cell
32+
Invention Patents
ZEUEE Twist Pin Production Line, At a Glance
- Equipment 6 machines, modular cell
- Wire Diameter 0.45 mm BeCu (gold-platable)
- Cutting & Welding ±0.02 mm CCD-verified
- Standards Path MIL-DTL-83513G & EIA-364 ready
- Footprint ~8 m × 2 m turnkey cell
- Engineering Base 20 years, 32+ invention patents, ISO 9001:2015
ZEUEE Twist Pin Production Line: 6-Machine Configuration
The lines are all made to one production process each and then tied into an integrated, synchronized line. Because the design is modular, if one wanted to change the size of the non-standard pin (0.3 mm or 0.6 mm instead of 0.45 mm), it’s a 3-5-day setup process as opposed to a complete equipment rebuild. It produces the complete range of MIL-spec terminatingstyles (solder cup, crimp, straight-edge, angled-edge) on D-shape Micro-D and rectangular subminiature D-Sub connectors. All equipment comes with operator training, on-site setup, and a one-year warranty.
The twist pin contact is finished into any one of these MIL-DTL-83513 G-revision termination options including the solder cup, crimp-and-board mount (straight edge or right-angle, both 90°); any other Mil-Spec connector configuration will be available at 0.050-0.156-inch spacing. Rectangular shell form factors and high-density layouts both come off the same line tooling family. High-purity gold plating can be applied to specific sections of the contact so finished parts support EMI shield continuity and downstream backshell integration. Coaxial elements in Combo-D shells also build on the twist pin base, and the same contact feeds backshell-terminated cable assemblies.
C49-ZY01-01
ZY01, Twist Pin Bobbin Winding Machine
Will reduce a large coil of BeCu wire to spools of wire for subsequent braiding. Dynamic control with positive control takeup will maintain an even tension on the wire and stop automatically in case of wire break.
- Constant-tension wire release with closed-loop controller
- Real-time material-shortage detection
- Modular tear-down for diameter changeover
Output 50 m/min
Power 400 W
Size (mm) 900 × 800 × 1850
Air/Volt 0.4–0.6 MPa / 220 V AC

C49-ZY02-01
ZY02, Twist Pin Automatic Braiding Machine
Will process the 3-wire center core and then the 7-9 strands of beryllium-copper wire in such a manner as to form a high-performance wire body with a pitch between wires of anywhere from 0.3 to 6 mm (center 0.75 to 0.3mm) and the number of internal versus external strands can be altered to obtain customer-specific characteristics of mechanical force and resistance.
- Independent inner/outer storage wheels feed in parallel
- Wire-diameter sensing during winding
- X-axis traverse distributes finished product evenly into bobbin
Output 50 m/min
Power 9 kW
Size (mm) 900 × 800 × 1850
Air/Volt 0.4–0.6 MPa / 220 V AC

C49-ZY03-01
ZY03, Twist Pin Automatic Alignment Machine
Will mechanically align the multi-wire cord to ensure perfect flatness in both directions (vertical and horizontal); tape for input, the take up tape ensures controlled tensions on the incoming strands. Reciprocation will also ensure any mechanical stresses are released from the wire braid, preventing any premature failure modes.
- Multi-wheel alignment removes internal stress that affects fatigue life
- Independent feed and collect tension control
- Auto-stop on wire break
Output 4.5–5 m/min
Power 5 kW
Size (mm) 1400 × 800 × 1850
Air/Volt 0.4–0.6 MPa / 220 V AC
C49-ZY04-01
ZY04, Twist Pin Automatic Cutting & Welding Machine
Will cut and simultaneously laser weld each end of the wire body. Servo drive with wire feed, a camming rotary feed will control rotational movement, and twin end laser welding controls allow for 100% inspection of the laser weld geometry including wire feed length, Weld smoothness, excess wire, virtual weld, oversize weld or voids within the weld.
- Cutting accuracy ±0.02 mm, CCD verified
- Servo-controlled feed and welding for repeat-to-repeat consistency
- Auto-reject of out-of-spec product before downstream stations
Output 10–13 pcs/min
Power 7.5 kW
Size (mm) 1500 × 700 × 1850
Air/Volt 0.4–0.6 MPa / 220 V AC

C49-ZY05-01
ZY05, Twist Pin Automatic Expansion (Bumping) Machine
Will receive its twisted wire bundle by means of an open vibratory bowl feeder; upon its reception will cause it to expand outwardly, giving it the necessary “bumpy” profile to function correctly. Length inspection as well as waist control using a ccd system; parts will then be automatically sorted and separated into good quality parts and rejects based on geometry and length.
- Servo precision controls bump dimension and shape
- Visual inspection will eliminate all twisted wire parts with a tilted head, threaded surfaces that have seen damage, strand separations, and overall “bumpy” inconsistencies, etc.
- Bowl-feed automation eliminates manual orientation
Output 15–17 pcs/min
Power 2 kW
Size (mm) 900 × 800 × 1850
Air/Volt 0.4–0.6 MPa / 220 V AC

C49-ZY06-01
ZY06, Twist Pin Automatic Crimping Machine
A bowl of twisted pin contacts as well as a supply of copper sleeve parts will feed together. Each part will fall into a rotary tool that mechanically crimps all four locations at 90° each along the axis of both parts; all are held under constant pressure while the machine verifies the critical dimension (the“knee”) as well as length and concentration with the aid of a CCD inspection. This four-point connection resists mechanical pull out beyond the current EIA-364-29 limit.
- Four-point crimping mold designed specifically for twist pin geometry
- Prevent deformation of the pin as well as maintain continuity between center core and inner strands. Preventing contact spacing from happening, caused by inconsistent die shape/settings. Preventing the pin or strands from breaking. Preventing possible contact separation.
- CCD-verified concentricity per finished part
Output 10–13 pcs/min
Power 2 kW
Size (mm) 1100 × 900 × 1850
Air/Volt 0.4–0.6 MPa / 220 V AC

Decision Matrix: Line Totals
| Metric | Single-shift | Two-shift | Three-shift continuous |
|---|---|---|---|
| Finished twist pin contacts / month | ~150,000 | ~300,000 | up to 450,000 |
| Operators (line supervision) | 1 | 2 | 3 |
| Total installed power | ~26 kW (sum of six machines) | ||
| Total footprint (incl. aisles) | ~8 m × 2 m | ||
| Bottleneck station | ZY04 cutting/welding @ 10–13 pcs/min | ||
From BeCu Wire to MIL-DTL-83513 Ready Contact, the Process Flow
“Stamped contacts cost a little less in contact piece price, and require a second spot-weld to lock down the crimped connection, and that’s what you’ll discover is the failure mode out in the field. A twist pin line skips that second operation, the pin itself is the connection, and that’s how you bring contact resistance down from roughly 8 milliohms to 3 milliohms, and push shock margin from 50 G up to 500 G.”
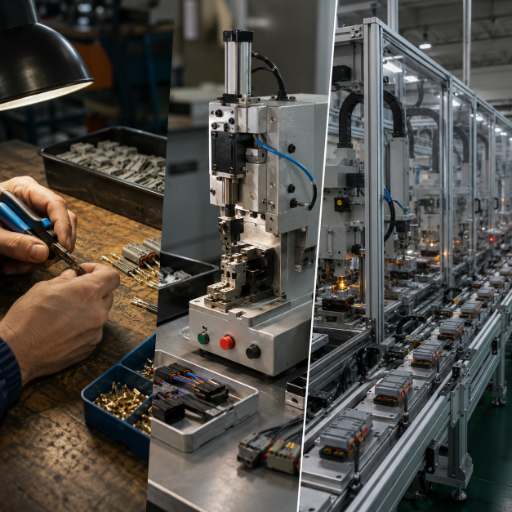
Performance Benchmarks vs Manual and Semi-Automatic Alternatives
At the unit-economics level, the case for a full automatic twist pin production cell over semi-automatic or manual assembly is straightforward. Hourly throughput rises by an order of magnitude, single-digit defect rates become reachable with CCD inspection at all three inspection stations, and your headcount drops from a small team to one supervisor per shift.
| Metric | Manual / Hand-Crimped | Semi-Auto (single-station) | ZEUEE Full Auto Line |
|---|---|---|---|
| Throughput (pcs/hour) | 30–50 | 200–300 | 600–780 |
| Cutting accuracy | ±0.1 mm | ±0.05 mm | ±0.02 mm (CCD) |
| Typical yield | 75–85% | 88–93% | ≥97% |
| Operators per shift | 6–8 | 3–4 | 1 (supervision) |
| Operator training time | 4–6 weeks | 2–3 weeks | 1 week |
| Single-shift monthly capacity | ~5,000 | ~35,000 | ~150,000 |
| CCD reject capability | None | Optional add-on | Integrated at ZY04, ZY05, ZY06 |
Standard industry CapEx payback range for capital equipment 24-36 months at continuous +50,000 contacts/month. Standard CapEx benchmark data across precision equipment suppliers (Fictiv, Kellertech) puts aerospace-precision automation on the low-end of the 2-5 year CapEx bucket and a 30 month payback case on carbon-fiber aerospace tooling is the nearest reference that we know. That being said, your payback case is tied to incumbent purchase price, your volume and your labor rates, so let’s crunch some numbers for your company before you ink the check.
How ZEUEE machines map to MIL-DTL-83513 / EIA-364 test compliance
ZEUEE provides the equipment; QPL filing under MIL-DTL-83513G is the connector manufacturer’s responsibility to do under EIA-364 test procedures. What the below chart documents is which ZEUEE station contains each of the EIA-364 test – that’s, at which point in the line a process issue would first be discovered if an OEM QPL laboratory were performing the audit sequence. These values are the cited MIL-DTL-83513 thresholds based upon published ITT Cannon, Cinch, Axon, and Glenair data sheets.
| EIA-364 Test | Method # | Threshold (MIL-DTL-83513) | ZEUEE station that controls outcome | M83513 slash sheets affected |
|---|---|---|---|---|
| Contact resistance | EIA-364-06 / -23 | ≤10 mΩ initial (twist pin typically ~3 mΩ) | ZY04 laser weld quality | /01–/04, /28–/33 |
| Durability | EIA-364-09 | 500 mating cycles min | ZY05 bump dimension uniformity | All |
| Mating force | EIA-364-13 | 283 g (10 oz) × N contacts max | ZY05 + ZY06 dimensional tolerance | All |
| Dielectric withstand | EIA-364-20 | 600 Vac at sea level | ZY02 braid free of strand shorts | /01–/04 |
| Insulation resistance | EIA-364-21 | 5000 MΩ min @ 500 Vdc | ZY02 + upstream insulator | /01–/04 |
| Salt spray | EIA-364-26 | 48 hours | Upstream plating (not in line) | /28–/33 |
| Mechanical shock | EIA-364-27 | 735 m/s², 11 ms (twist pin handles up to 500 G) | ZY02 multi-strand structure | All |
| Vibration | EIA-364-28 | 10–2000 Hz, 196 m/s² (twist pin handles up to 200 G) | ZY02 braid geometry | All |
| Contact retention | EIA-364-29 | 2.26 kg (5 lb) for 5 sec min | ZY06 four-point crimp | All |
| Engaging / separation force | EIA-364-37 | 170 g max engage / 14 g min separate | ZY05 bump diameter | All |
| Current rating | EIA-364-70 | 3 A max | BeCu cross section + ZY04 weld R | All |
Breaking this down station-by-station is deliberate: a QPL re-test failure in any of these methods maps directly to one machine and one calibration window. That traceability is exactly what an OEM quality team needs when a part fails EIA-364-29 retention and the program manager wants to know which step broke first. To be precise on responsibility, the connector OEM owns its qualification testing against the EIA-364 sequence; ZEUEE supplies the equipment, process documentation, and operator training that make those numbers reachable on the first pass rather than the third.
Industries We Serve: Aerospace, Defense, Medical Electronics
The demand drivers for twist pin technology are generally confined to operating envelopes where stamped contacts would give up prematurely – where severe shock & vibration are found, high & low temperatures are present, low magnetic signature is critical, or where high reliability is a prerequisite without recourse. Customers across 30+ countries include:



| Sector | Where twist pin contacts are mandatory | Relevant M83513 sub-spec |
|---|---|---|
| Aerospace & satellite | Avionics signal interconnect wiring, satellite power and data, microminiature avionic equipment for space-constrained airframes | /01–/04 |
| Defense & military | Missile guidance, military GPS, IFF transponders, advanced soldier electronics, RF and high-performance signal links | /28–/33 |
| Oil & gas / downhole | ESP systems, high-temperature drilling tools, deep-sea ROV electronics; hermetic sealed connector variants for downhole HTHP environment | HT variant |
| Medical electronics | MRI scanners (low-magnetic miniature D-shaped variants), implantable device test gear | Non-magnetic variant |
| Industrial robotics | Six-axis arm signal interconnect, vision-system cabling, connectivity solutions for factory automation | COTS |
| Precision instruments | Mass spectrometers, lab automation, semiconductor metrology, narrow profile board-mount integration | COTS |
Existing ZEUEE customer production lines have built production to achieve tens-of-thousands of completed M83513 contacts/month, displacing externally purchased external contacts from vendors such as Glenair, ITT Cannon, Omnetics, TE Connectivity, AirBorn etc. Europe’s Micro-D High-Speed segment alone is expected to double by 2034 and the OEMs serving this market are likely reading this document. Line tooling at ZEUEE is adaptable for projects using other pitches, like the 0.025 inch pitch required for MIL-DTL-32139 (Nano-D) applications.
ZEUEE Capability Stack: 20 Years, 32+ Invention Patents, ISO 9001:2015
ZEUEE isn’t a general automation builder; we’re a “specialty automation manufacturer” of equipment for precision assembly applications, we’ve specialized in it since 2005.
20+
Years building automation equipment (founded 2005)
32+
Invention patents granted
68+
Utility model patents
150+
R&D patents total
10,000+
Equipment projects delivered
30+
Countries served
ZEUEE’s equipment portfolio reaches well beyond Micro-D contact manufacturing into adjacent interconnect production cells, D-subminiature, rectangular high-density, and other MIL-spec connector families. Customers in environment-rugged segments (downhole oil and gas, aerospace, military) value the ability to qualify a single supplier across multiple programs.
Certifications and standing:
ISO 9001:2015 quality management certified; designated National High-Tech Enterprise and Specialized & New ‘Little Giant’ (SRDI) Enterprise by the Chinese government; Vice President unit of the Guangdong Robot Association; council member of the Shenzhen High-Tech Industry Association.
Production site:
20,000 sqm facility located in Taihe, Jiangxi, China (Opened 2020) with 120+ engineering and manufacturing personnel. Company HQ and main engineering center are located in the Shenzhen Phoenix City special economic zone, China.
01 / 10



×
Procurement Guide: Pricing Factors, Lead Time, Training, Support
Six Machine line cost is application-specific due to differences between customer process requirements. Cost factors are noted below. ranges are reported where honest; scope information would skew results.
Reference points on the outsource dimension: PEI-Genesis Europe lists single-unit built M83513 connectors at $79-$226 depending on configuration, while at the time of writing Mouser only carried 11 in stock of the Glenair M83513/04-B05N (a 5-week factory production lead time for any further). Equipment PO-to-delivery elsewhere in the high-precision domain ranges from 3-12 months; one 90-120 day window from ZEUEE is at the fast end of that spectrum.
Build-vs-Buy Twist Pin Contact ROI Calculator
Estimate the payback window for bringing MIL-DTL-83513 twist pin contact production in-house with a ZEUEE line.
→Twist Pin Line Throughput & Capacity Calculator
Project monthly finished-contact output of a ZEUEE 6-machine line. Bottleneck station is ZY04 cutting/welding (10–13 pcs/min).
→MIL-DTL-83513 Slash-Sheet & EIA-364 Spec Selector
Pick a configuration to see the twist-pin contact requirements your ZEUEE line must hit, mapped to the controlling station.
→FAQ: Buyer Decision-Stage Questions
90–120 days from signed contract to ex-factory for the standard six-machine configuration. Plan 25–50 days for ocean shipping plus 5–10 days for on-site commissioning. Custom tooling for non-standard pin diameters adds 4–8 weeks to the production lead.
Yes, the six-machine line is engineered to enable downstream QPL qualification per MIL-DTL-83513G. Our EIA-364 mapping table in the section above documents which ZEUEE station controls which test outcome. To be precise about division of responsibility: ZEUEE delivers the equipment, process documentation, and operator training. The connector OEM owns the QPL filing and the EIA-364 test campaign itself, performed at an accredited lab.
Single shift: approximately 150,000 finished twist pin contacts per month. Two-shift: ~300,000. Three-shift continuous: up to 450,000. Throughput bottlenecks at the cutting and welding station (ZY04), 10–13 pieces per minute, every other station has headroom above that.
Micro-D connectors run at 1.27 mm (0.050 inch) contact pitch, roughly half the size of a standard D-Sub at 2.54 mm pitch. Both are D-shaped subminiature interconnect formats, but the Micro-D size reduction means contacts can’t use stamped construction; the twist pin geometry is what gives Micro-D its shock and vibration margin (around 500 G shock and 200 G vibration vs ~50 G and ~20 G for stamped). The NASA INST-EEE-002 standard mandates twist pin construction for Micro-D applications precisely because the physics of the small package require it. Nano-D connectors (MIL-DTL-32139) shrink the pitch further to 0.025 inch and use a related contact technology family.
MIL-DTL-83513 is the US military detail specification for microminiature rectangular polarized-shell electrical connectors with 0.050 inch (1.27 mm) contact spacing. The current revision is MIL-DTL-83513G dated 28 July 2015, maintained by DLA Land & Maritime VQ. Shell sizes run 9–100 contacts for metal shells, 9–51 for plastic. ZEUEE’s line produces the twist pin contacts that go into rectangular shells across the slash sheets your customers specify — /01–/04 (metal receptacle / plug / crimp / PCB termination), /28–/33 (high-density variants for harsh environment use), and the right angle PCB variants under /10. Termination styles supported include solder cup, crimp barrel, and PCB tail. QPL qualification under MIL-DTL-83513G is the connector manufacturer’s filing; ZEUEE supplies the equipment.
Standard input is 0.45 mm beryllium copper wire (BeCu C17200 or C17500 class), typically gold-plated or pre-plated to your downstream specification. Wire suppliers that customers in this segment work with include Materion (USA) and NGK Berylco (Japan). Plating choices (gold thickness, electroless nickel underplate) affect the EIA-364-26 salt spray result downstream and are typically specified by the end customer’s program requirements. The plug and receptacle pair both use the same twist pin contact base, so a single line tooling kit serves both shell halves.
Yes, the line is modular. A tooling changeover for a diameter variant inside the standard envelope take 3–5 days. A line re-engineering for a significantly different diameter (outside the bowl-feeder and CCD calibration range) takes 6–8 weeks and is quoted separately. Coaxial-contact Combo Micro-D shells (such as the GMPM-style mixed-signal layouts) use the same twist pin base on the signal side; the coaxial barrel insertion is a downstream shell-loading operation, not part of the contact line itself.
Honestly, it depends on three numbers we don’t have until you supply them: your sustained monthly contact volume, your current outsource cost per contact, and your local labor cost. The industry-standard CapEx payback bracket for precision aerospace equipment is 24–36 months at sustained 50,000+ contact volume per month, based on Fictiv and Kellertech benchmarks and a published 30-month aerospace carbon-fiber tooling analogue. We don’t publish a single payback number because we haven’t seen evidence that any single number applies across customers honestly. Run the calculator we link above, or request a custom analysis tailored to your incumbent supplier pricing.
Yes. ZEUEE engineers travel to the customer facility for 5–10 days commissioning included in the standard contract. Operator training runs 1 week on-site (or remote on request) covering line operation, daily inspection, and changeover; maintenance training runs an additional week covering preventive maintenance schedule, spare-parts handling, and CCD calibration. Visa support documentation is provided.
Direct ZEUEE-issued leasing isn’t available, but we work with Sinosure and China Construction Bank export-financing programs that international buyers regularly use to structure capital equipment purchases. Specifics are negotiated alongside the quote.
Komax and Schleuniger are wire-processing specialists; their portfolios cover wire stripping, crimping, and cable assembly broadly. ZEUEE’s six-machine twist pin line is purpose-built for one contact class, the multi-strand BeCu twist pin used in MIL-DTL-83513 connectors, not adapted from a general wire-handling platform. We focus the entire line on the geometry and tolerance window that QPL-grade twist pin contacts require, and we price accordingly. The ARMSOTO precedent in Turkey demonstrates that a non-Big-4 manufacturer with the right purpose-built equipment can credibly serve this segment.
Ready To Scope Your Line?
Provide us with your monthly contact volume goal, shell-size distribution (M83513 slash sheets) and any non-standard diameter specifications. We’ll feedback with an equipment list configured to specs, the plant venue schedule and a 90-day production calendar.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


