Get in touch with Zeyu lntelligent Industrial Company

Robotic Production Line Systems — Custom Turnkey Automated Assembly Lines
We design, build, and commission complete robotic production lines — not a stack of machines your team still has to wire together.

10–13
Pcs/min per validated cell
6
Station types, one integrator
±0.01mm
Servo press repeatability class
ISO 9001
:2015 certified build
10,000+
Lines & cells built
30+
Countries served
The Integration Gap: Why “Automated” Lines Still Run on People
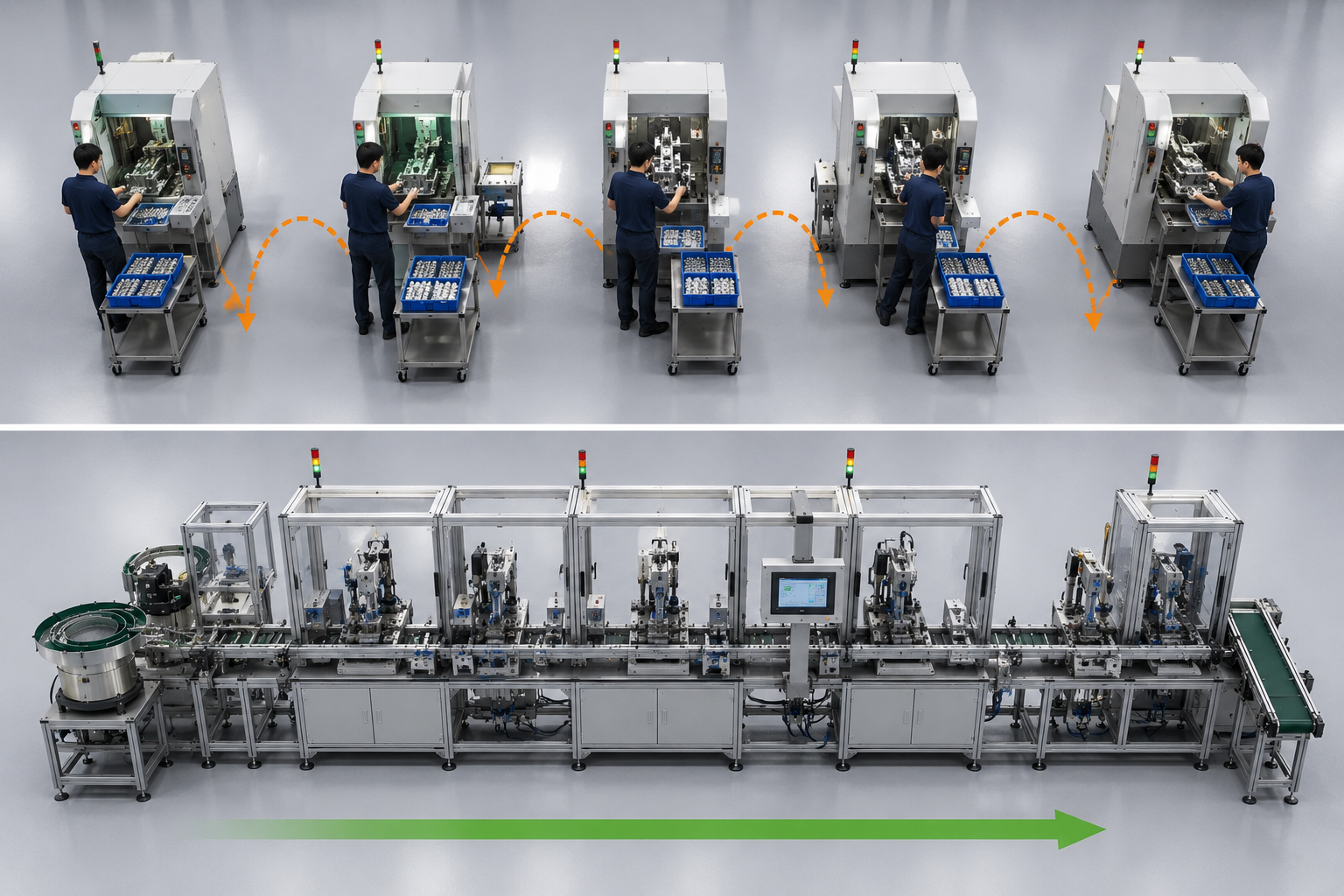
When you describe a robotic production line, you mean a multi-station, a single, integrated process where feeding, handling, assembly or press-fitting, machine vision inspect and sort can all flow together as one system and not be individual standalone machines. The “automated” facilities that most organizations refer to as automated will have islands of machines connected up by an operator that pushes and pulls product from station to station. It’s that process of hand off that bleeds throughput, consistency, and adds to labor cost.
-
Islanded machines
In an ideal world each machine is rapid as an entity but with operators taking product to and fro it’s only potential line speed that suffers.
-

Variable cycle time
you’re losing time due to manual handling by variable amount of seconds per shift.
-

Hidden labor
once benefits, overtime, and turnover are counted, replacing one skilled frontline worker costs $10,000–$40,000 (2024 survey of 300+ US manufacturing HR leaders).
Take the monotonous routine assembly jobs away from weary human workers-they stick to one workflow cycle after cycle and lift the productivity of your line beyond what manually operated benches manage. No robot ever idles and no line ever has to wait for an operator to reach a conclusion since every robotic station performs one job only.
ZEUEE bridges that gap because the holdup isn’t the machines, but rather the manual hand-off. ZEUEE engineers the entire line, every station, the inter-station transfers, the control system, and the FAT Factory Acceptance Testing, under one roof. It is the job of the rest of this page to walk you through the design of such a line, what owning one will cost you, and how we validate all our claims.
Its robotics disciplines are based on published safety and operational standards.
[DOC-SYS-04] AUTOMATION MATURITY
The ZEUEE 4-Stage Line Automation Maturity Curve
This is the trick of full automation many integrators won’t tell you: full automation isn’t always the best way. For low volume / high mix jobs, the costs of fully automated line may end up being higher than those incurred at a cell using humans with cobots — the economic crossover for total automation happens around 250K units/year per cell (Source: eBots Assembly Automation Guide).
forego the staging and you run the risk of a line idled by a slow-moving, low-value item – a deferred cost that the ZEUEE engineering eliminates (because maturity, not robot population, determines the 18-month pay back of the chart above).
// DEPLOYMENT_STRATEGY
The ZEUEE 4-Stage Line Automation Maturity Curve is intended to find your operation at the right place, then move up, but only as justified by the dollars, with an added hint at the best starting point. A standard ZEUEE suggestion would be:
“Selective automation of the 20 percent of part numbers representing 80 percent of the volume should occur first before building upon that.”
[MATRIX-DAT] LINE_CAPABILITY_INDEX
| Maturity Stage | Operators / cell | Cycle consistency | Best-fit volume | Typical CapEx band | Where vision/MES sits |
|---|---|---|---|---|---|
| 0 · Manual bench | 3–6 | ±30%+ variance | <1k/yr, high-mix | Lowest | None |
| 1 · Single machine | 2–4 | ±15% | 1k–50k/yr | Low | Spot sensor only |
| 2 · Islanded cells | 1–3 (transfer) | ±10% | 50k–250k/yr | Medium | Per-cell vision |
| 3 · Semi-integrated line | 1 (oversight) | ±3–5% | 250k–1M/yr | Medium-high | Inline vision + PLC handshake |
| 4 · Fully unmanned line | 0 (monitored) | ±1–2% | >1M/yr, stable mix | Highest | Full AI machine-vision + MES + traceability |
| Selective-auto overlay | varies | — | any (20/80 parts) | scales | vision on automated lanes |
// SYS-ARCH: CONFIGURATIONS
Robotic Production Line Configurations — Stations, Cells & Full Lines EN · PROC
A ZEUEE robotic production line is assembled from interchangeable station modules, so the same line can be reconfigured as your product mix shifts. This modular, end-to-end station approach mirrors methods documented in published patents – for example USPTO WO2016100220A1, where robotic stations are placed end-to-end along a line, each equipped with multi-axis robots and task-specific end effectors.
[MOD-01]
The six station modules
-
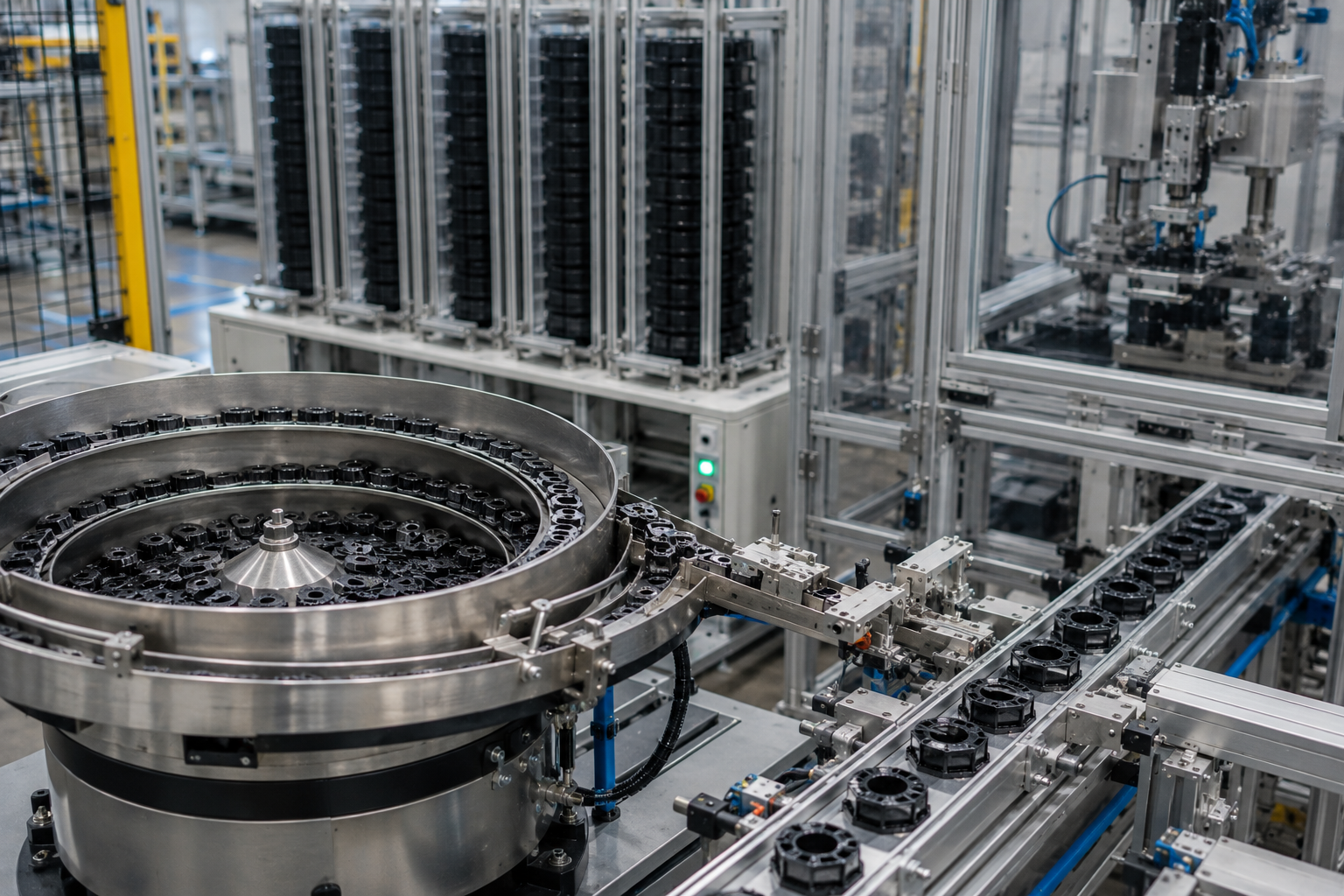 01. Vibratory bowl feeding orient and singulate bulk parts; magazine supply buffers up to 3 hours of unattended run.
01. Vibratory bowl feeding orient and singulate bulk parts; magazine supply buffers up to 3 hours of unattended run. -
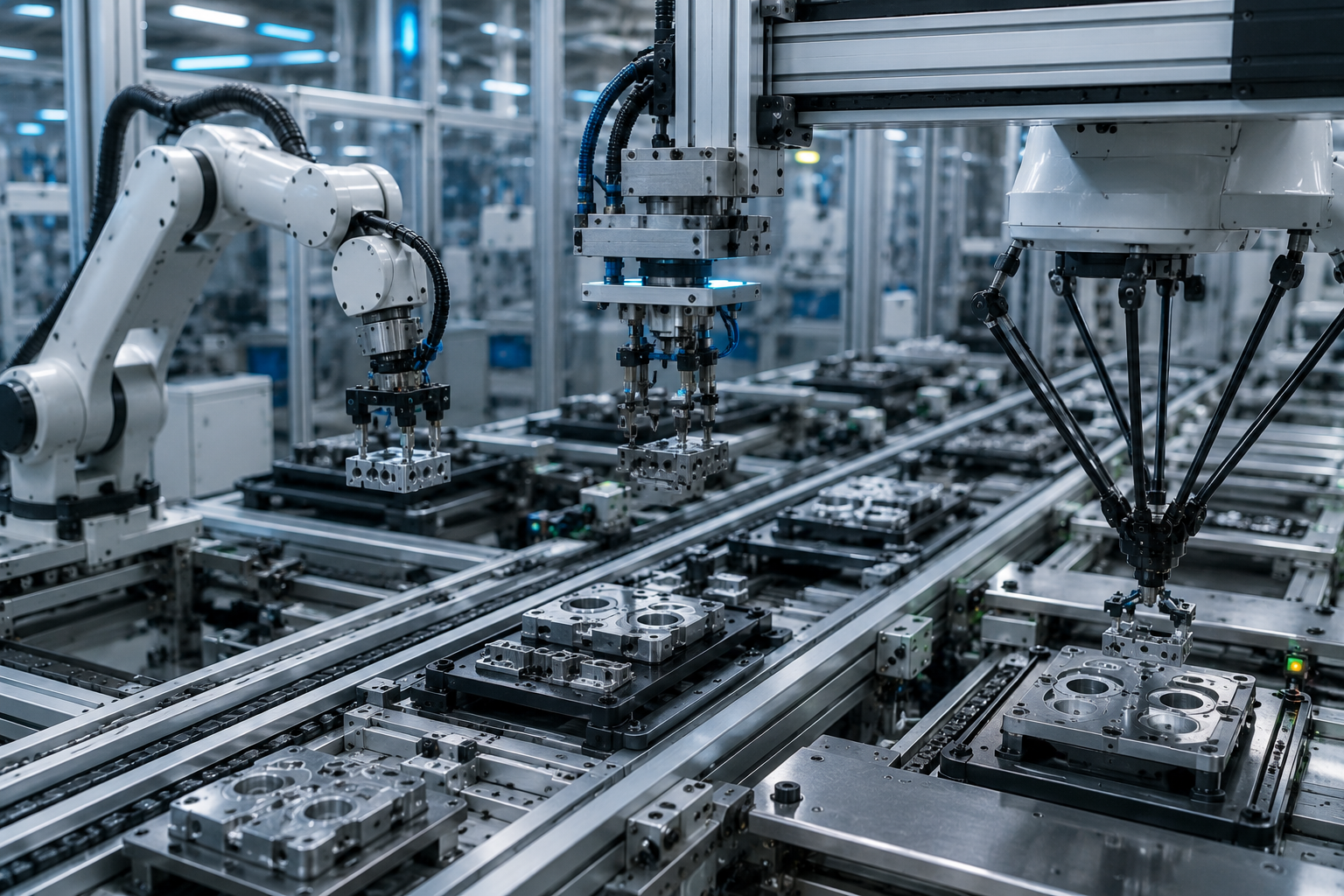 02. Transfer & handling pick-and-place and multi-axis transfer move parts station-to-station without operators.
02. Transfer & handling pick-and-place and multi-axis transfer move parts station-to-station without operators. -
 03. Servo press-fit programmable stroke and force for repeatable assembly; the Spirakam cell presses 3 parts simultaneously.
03. Servo press-fit programmable stroke and force for repeatable assembly; the Spirakam cell presses 3 parts simultaneously. -
 04. Machine-vision inspection advanced vision systems plus displacement sensors check every unit inline.
04. Machine-vision inspection advanced vision systems plus displacement sensors check every unit inline. -
 05. Sorting automatic good/reject separation at the unload belt.
05. Sorting automatic good/reject separation at the unload belt. -
 06. Palletizing & AGV end-of-line stacking and autonomous lineside parts delivery (cf. USPTO US20180276595A1).
06. Palletizing & AGV end-of-line stacking and autonomous lineside parts delivery (cf. USPTO US20180276595A1).
A control layer of PLC, HMI, motion control, and MES traceability ties those stations into one line. Machine vision is the quality backbone: AI-driven, vision-guided inspection cuts inspection errors by more than 90% and runs on every unit without fatigue, and AI-assisted inspection has compressed cycle checks from 60 seconds to 5 seconds per unit in field deployments (Standard Bots). That AI vision algorithm flags out-of-tolerance parts before they advance, and where a line also needs to weld – common in automotive and auto-parts work – a weld station drops into the same modular frame.
[CELL-SPEC]
Validated Cell — Spirakam C40-ZY02-01 (USER-DATA)
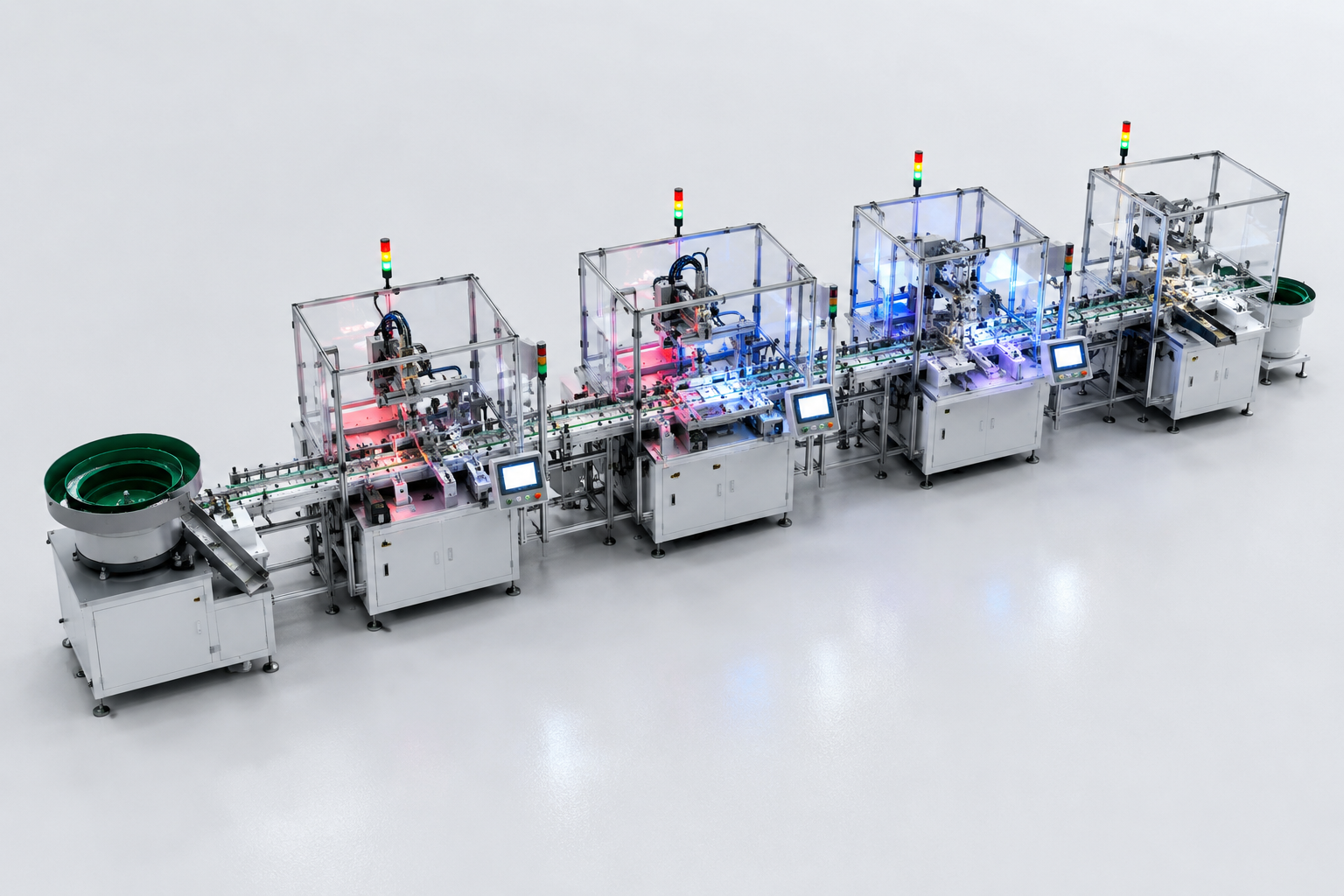
Zinc-alloy male/female press-fit assembly. Vibratory feeding → magazine supply → handling grabs 3 parts → servo press-fit of 3 parts at once → displacement-sensor dimension check → belt unload with good/reject sorting.
Throughput
10–13 Pcs/min
Simultaneous press
3 parts/cycle
Footprint
1400 × 900 × 1850 mm
Power
2 kW
Air / voltage
0.4–0.6 MPa / 220V AC
Inline QC
Displacement sensor, 100% of parts
Buffer storage
≈3 hours unattended
[MATRIX-02]
Production Line Throughput Ladder
This Production Line Throughput Ladder shows how each station tier contributes speed, what it controls, and the spec envelope ZEUEE builds to. Engineers read it top-down to size a line to a target cycle time.
| Station tier | Typical rate | Key spec | Controls | Quality role |
|---|---|---|---|---|
| Vibratory feeding | up to 120 ppm | orientation >99% | PLC + sensor | jam detection |
| Transfer / handling | matches line takt | ±0.05 mm place | motion control | position verify |
| Servo press-fit | 10–13 ppm/lane | programmable force | servo drive | force curve check |
| Machine vision | every unit | >90% error cut | vision system | defect reject |
| Displacement QC | 100% inline | micron-class | sensor + HMI | dimension gate |
| Sorting | line speed | good/reject | PLC logic | segregation |
| Palletizing | up to line rate | 7–30 kg payload | robot arm | pack integrity |
| AGV feeding | continuous | autonomous | fleet control | no starvation |
| MES / traceability | real-time | per-unit log | MES layer | full audit trail |
Robotic assembly stations such as these run at 2–10× manual speed with defect rates under 0.1% across SCARA, six-axis, and collaborative setups . A single line can run multiple product families – one published trade-press case (ASSEMBLY Magazine) documents a modular line handling up to 40 variants and lifting throughput fivefold. Where a line under-performs, the gap is usually an inconsistent manual hand-off between stations – ZEUEE delivers the transfer logic and inline sensor checks because a station is only as fast as what reliably feeds it. Those raw numbers only matter once you weigh them against cost, which is the next section.
// NEXT_ACTION
Want this matched to your part and target cycle?
Consult Our Engineers →
Full-Line Integration vs Single Machine vs Manual — The Decision Economics
Procurement’s real question is rarely “which robot” – it is “which configuration pays back fastest for our volume. Buyers worry a turnkey line looks cheaper on the quote but hides integration and after-sales cost versus a known integrator. An honest comparison uses dimensioned numbers, not adjectives.
| Dimension | Manual bench | Single machine | Full integrated line |
|---|---|---|---|
| Cycle (per piece) | baseline 1× | 2–4× faster | 4–10× faster |
| Operators / shift | 4–6 | 2–3 | 0–1 |
| Defect rate | 1–3% | 0.3–0.8% | <0.1% |
| Inline inspection | sample | per-cell | 100% vision + sensor |
| Changeover | manual retool | fixture swap | recipe + modular station |
| Typical payback | n/a | 12–18 mo | 18–30 mo (3-shift <12 mo) |
Total ROI estimates of cost-inclusive line investment usually show paybacks in 18-30 months and ongoing annual savings of 25-45% from the initial investment level. Continuous 3-shift facilities are likely to achieve paybacks in less than a year.
Buyers’ worry about lowball quote-hidden costs associated with setup and post-sales maintenance. Because the entire assembly line-FAT included-is designed and fabricated at a single ISO 9001:2015 factory, instead of outsourced, the risks associated with such claims are eliminated by ZEUEE’s integrated engineering process.
Proven on the Floor: A 3-Up Servo Press Cell & a Blue-Chip Roster
[ENG-STATEMENT]
“We have designed, assembled, and integrated not just the presses, but the feeder, in-line inspection sensor, and sorter all into a single system rather than as a series of disconnected machines for our customer to connect and debug on their factory floor. This difference separates a new line that runs at 10 to 13 parts per minute the very first day from one that requires weeks of adjustments.”— ZEUEE Engineering Team
This Spirakam C40-ZY02-01 cell shows the rigorous integration described above. The cell simultaneously compresses three zinc-alloy components per cycle, achieving three times the standard rate of effective pressing; the displacement sensor monitors each component individually, confirming its dimensional accuracy, while the output conveyor automatically segregates the parts by the quality level confirmed by the sensor; no human assessment is involved. Issues concerning inconsistent output and invisible scrap from manual press stations, a recurring concern, are proactively eliminated because the measurement control gate, unlike its afterthought counterparts, is embedded in the cell itself from inception.
How does another nation’s factory make purchasing a system from miles away, at least seemingly far from home? Because behind the equipment being shipped around the globe is an established and trusted industry suppliers whose names we are familiar to virtually every manufacturer of complex equipment and assembled products. ZEUEE has spent more than two decades producing automation for companies in more than 30 nations, including such recognizable industry leaders as AVIC, China Shipbuilding, GAC Group, Corning (USA), TE, Sumitomo (Japan), LEGO (Denmark), SONY, Foxconn, and TCL. This has translated into over 10,000 lines built and sold since the company was founded.
ZEUEE lines meet your quality and timeline goals primarily due to a singular factor-they are entirely within the company, utilizing a 20,000 square meter fabrication site covering the entire industrial process from concept through to certified and delivered equipment. Recognized industry guidance is clear: in-house suppliers deliver faster iteration, better production quality, and far shorter delivery schedules than counterparts that rely on third-party manufacturers for fabrication (PEKO supplier qualification guide).
Does your application require this level of manufacturing expertise?
Book a 20-min Line Audit Call →
// SECTOR_MATRIX_09
Line Configurations by Industry — From 3C to New Energy
Different applications within these industries demand unique assembly station setups and thus different lines. For each industrial sector, the 6-Industry Line Configuration Decision Tree specifies how your optimal line configuration compares to the common ones, the station configurations to which you are most apt to aspire, your projected per minute rates, and the principal engineering complexities that you should expect. Look to your sector in the tree diagram to start the conversation.
| Industry | Recommended line type | Critical stations | Typical cycle target | Dominant challenge |
|---|---|---|---|---|
| 3C electronics | Semi-integrated | Vision + pick-and-place | 2–5 s/unit | Variant changeover |
| Auto parts | Full line | Servo press + traceability | 10–13 ppm | Force consistency |
| Door/window hardware | Islanded → semi | Press-fit + sorting | 8–15 ppm | Mixed part sizes |
| Precision electronics/electrical | Full line | Machine vision + sensor QC | per-unit 100% | Micron tolerances |
| Medical devices | Full line + MES | Vision + full traceability | validated | Audit / lot trace |
| New energy | Full unmanned | AGV + palletizing | continuous | Throughput at scale |
| Toys | Islanded cells | Feeding + press-fit | high-mix | Seasonal volume swing |
| Warehousing / logistics | AGV-led | AGV + palletizing | continuous | Flexible routing |
| Aerospace electronics | Full line + MES | Vision + traceability | validated | Zero-defect mandate |
// QA_COMPLIANCE_MATRIX
Certifications, Patents & Export Compliance PROC · EN
A non-auditable certificate is a tangible procurement risk – the distance between claimed standard and tested standard is the cause of QA break down and purchase termination. It is why ZEUEE certifies to agreed standards and delivers the documents. Procurement teams who have been burned ask for the certificate, not the promise. ZEUEE is constructed to the ISO 9001:2015 quality management standard and ensures robot and cell safety to current robotics safety standards – ISO 10218-1/2:2025 for robotic systems & robotic cells, ISO/TS 15066 for robot-to-human collaboration, ISO 9283 for manipulator performance & repeatability.
ISO 9001:2015
Quality management
Nat’l High-Tech
Enterprise status
150+ Patents
32 invention · 68 utility
CE
Export conformity
[TBL_CROSSWALK]
Export Compliance Crosswalk
To verify line conformity to any market, we map the standards to destination compliance – so buyers know what they’re buying before they put a pen to the PO with the Export Compliance Crosswalk. It’s that single page PO’s procurement needs for your business unit.
| Market | Safety standard | Performance / EMC | Quality basis |
|---|---|---|---|
| EU / UK | ISO 10218-1/2:2025, CE | IEC 61000 (EMC) | ISO 9001:2015 |
| North America | ISO 10218 + UL alignment | ISO 9283 perf. | ISO 9001:2015 |
| Collaborative cells | ISO/TS 15066 | ISO 9283 | ISO 9001:2015 |
| Asia-Pacific | ISO 10218 baseline | local EMC | ISO 9001:2015 |
// DOC_REQUEST
Does your company need the full standards package for your region?
Request full compliance documentation →
// COMMERCIAL_SPEC
Procurement Guide — Pricing Tiers, Lead Time & After-Sales
Here is how ZEUEE line pricing actually works — because it is not the anonymous “request a quote” wall so many integrators put up. Price scales by tier, and the three drivers are station count, inspection scope, and unmanned hours.
Entry tier
Standalone Cell

Single function (e.g. a press-fit or vision cell) with feeding and unload. Fastest to deploy; ideal for piloting before line-scale investment.
Core tier
Multi-Station Line
3–6 linked stations with inline vision, PLC handshake, and sorting. The typical 250k–1M units/yr configuration.
Turnkey tier
Full Unmanned Line

End-to-end automation with AGV feeding, palletizing, MES traceability, and lights-out capability for high, stable volume.
What protects your delivery date
Every ZEUEE line passes FAT at our facility before shipment and SAT after installation, with remote followed by on-site commissioning. Because the industrial chain stays in-house, engineering change orders are absorbed without the lead-time bottleneck that stalls integrators who outsource fabrication (industry supplier guidance).
Lead-time risk is real — it is the reason ZEUEE keeps fabrication in-house and runs FAT before shipment, because a delay at integration cascades into months of lost output. For a precise figure, line cost depends on station count, inspection depth, throughput target, and destination compliance — request a tailored quotation with your part drawing and volume. MOQ and lead time are quoted per configuration; the concept-to-commissioning timeline is confirmed at the FAT stage.
// NEXT_STEP
Is your team at part and volumes?
Request a Custom Line Quote (RFQ) →
// SYS-UTILITIES: EVALUATION
Line Engineering & Evaluation Tools
[TOOL-01]
Line ROI Payback Calculator
- FUNCFinancial justification
- VARCapEx, Labor, Throughput
[TOOL-02]
Maturity Stage Selector
- FUNCAutomation level alignment
- VARVolume, Mix, CapEx band
[TOOL-03]
Throughput Cycle Estimator
- FUNCStation takt time modeling
- VARPcs/min, Target cycle
// SYS-DOC: KNOWLEDGE_BASE
Frequently Asked Questions
Line cost scales with station count, inspection depth, and degree of unattended operation — from a single standalone cell, to a 3–6 station multi-station line, to a full unmanned line. Rather than a misleading single number, ZEUEE quotes per configuration against your part and volume. As a planning anchor, full-line automation projects typically reach payback in 18–30 months, and three-shift plants often under 12.
Yes. Its station library is modular, and the PLC/HMI/MES control layer is built to hand off to upstream and downstream equipment you already run. Integration scope is defined before the build and verified at SAT on your floor.
Semi-integrated and full lines change over by recipe selection plus modular station swaps rather than full retooling. AI-enabled vision lets a single line handle wide variant ranges; published trade-press cases document lines running up to 40 product variants, and ZEUEE designs changeover into the line from the configuration stage.
No — and we will tell you when it is not. For low-volume, high-mix work below roughly 250,000 units/year per cell, a manual or collaborative-robot cell often wins on total cost. Our Maturity Curve places you at the right stage and recommends automating the high-volume 20% of parts first.
Builds are ISO 9001:2015 certified, with robot and cell safety aligned to ISO 10218-1/2:2025 and ISO/TS 15066, performance to ISO 9283, and CE conformity for export. This Export Compliance Crosswalk documents which standards apply to your destination market.
Every line goes through FAT before shipment and SAT after installation, with remote and on-site commissioning, operator training, and spare-parts support. Our in-house industrial chain backs change orders and maintenance.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



