Get in touch with Zeyu lntelligent Industrial Company

ZEUEE Circular Connector Assembly Machine — 9-Standard Tooling Crosswalk + CCD Inspection (M12 to MIL-DTL-38999)
A circular connector assembly machine that runs M12 industrial connectors on Monday, swings to MIL-DTL-38999 aerospace connectors on Tuesday, and traps four anomaly modes before the housing leaves the station. ZEUEE built the H0201 for connector OEMs whose tooling-change time and Cpk drift bottleneck the line — not for ones that ship one part number.
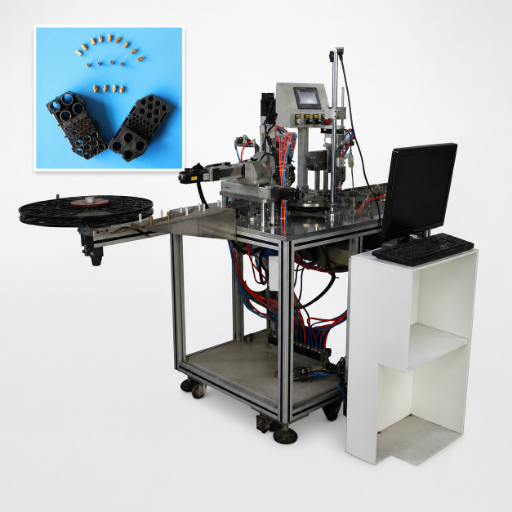
ZEUEE H0201 single-station fully-automatic circular connector assembly machine (FOB Shenzhen).
H0201 at a Glance
9
Connector standards supported
4-mode
CCD anomaly trap
Festo
Pneumatic stack
S136
Japan polished dies
ISO 9001
:2015 certified
32 / 68
Invention / utility-model patents
01 / Process Analysis
Why Manual Circular Connector Assembly Stalls Below 600 Parts/Hour — and How Vibratory Feed + CCD Breaks the Ceiling
A skilled assembler hand-loading M12 contacts into a sealed housing — first stripping the wire, then inserting the contact into the cavity, then mounting the seal — can assemble 350 to 600 finished units in an eight-hour shift on a good day, and the day stops being good around hour five. Wrists tire, seating force drifts, and Cpk on coupling-ring torque starts walking. This assembly procedure also forces the operator to bend the wire bundle at the housing-strain-relief and re-verify wiring orientation on each part, which compounds the fatigue. Engineers running aerospace lines under MIL-DTL-38999 Series III scoop-proof requirements know this pattern by the time they have to fill a 12,000-unit purchase order with a 16-week deadline.
02 / COMPOUNDING FACTORS
A bottleneck rarely sits at a single step. Manual insertion fights three compounding effects at once: vibratory feeders are not present on the bench, so the operator hand-selects contacts to strip-prep and assemble; CCD inspection is downstream rather than inline, so any anomaly walks to QC before it gets caught; and tooling-change between an M12 contact and a MIL-DTL-38999 size 22D contact takes the operator off the line for re-fixturing — including swapping the mounting fixture and the wiring guide. A circular connector assembly machine resolves all three within a single cycle by integrating bowl feeders with CCD anomaly detection and a modular tooling-change protocol measured in minutes rather than shifts.

03 / THE CROSSOVER THRESHOLD
That is the design brief the ZEUEE H0201 was built to satisfy. Below 600 parts per hour, manual is fine. Above that — or when a Cpk ≥ 1.33 requirement lands on the floor — the operation needs a station that can hold the part, verify the part, and reject the bad part inside the cycle. Each H2 that follows shows how the H0201 does one of those three jobs, and what that means for the procurement engineer comparing automation suppliers this quarter.
Curious where your line sits on the manual-vs-auto crossover? Send us your monthly volume.
Get a payback estimate
SYSTEM SPECIFICATIONS
ZEUEE H0201 Circular Connector Assembly Machine — Model, Configuration & Spec Sheet
ZEUEE built the H0201 as a single-station fully-automatic circular connector assembly machine for precision connector series production. Festo pneumatic components handle the actuation; a PLC drives the cycle with a 4-inch HMI on the operator side. Upper and lower dies are cut from Japanese S136 polished tool steel; structural frame parts use A3 hardened aluminum with AL alloy housing.
Two vibratory bowl feeders sit upstream of the assembly position, feeding contacts and seals into the work zone where the H0201 will insert each piece into the connector housing. A modular CCD camera array verifies orientation, presence, and seating before the part advances. When the camera flags an anomaly, the station holds the cycle, the pneumatic module releases the housing, and the HMI logs the defect class so the operator can review the trip pattern at the end of the shift. Each tooling-set module mounts to the station base via a quick-change interface — the dies, the feeder rails, and the wiring-guide bracket are all swap-out items.
| Model | ZEUEE H0201 |
|---|---|
| Power supply | AC 220 V, 50 Hz |
| Air supply | 0.4–0.6 MPa, clean dry air |
| Weight | 380 kg |
| Footprint (L × W × H) | 1600 × 1500 × 1200 mm |
| Pneumatic actuators | Festo original components |
| Upper / lower dies | Japanese S136 polished tool steel |
| Structural body | A3 hardened aluminum + AL alloy |
| Inspection | Inline CCD vision, 4-mode anomaly trap |
| Control | PLC + 4-inch HMI (English / Chinese) |
| Target connector families | Precision circular series |
Configuration decisions before quote
Buyers usually configure three things before pricing closes: the bowl-feeder geometry (which decides contact diameter range), the number of CCD cameras (one for seating, two if orientation-coding matters, three for high-mix lines), and the HMI language pack. A second-station expansion is available for buyers running a continuous line — that conversation belongs in the RFQ, not the spec sheet.
4-inch HMI on the operator side — bilingual English / Chinese standard, additional language packs on request.
Authority anchor: Industrial machinery electrical safety guidance applicable to PLC-driven assembly stations is consolidated in IEC 60204-1; quality management for the production process follows ISO 9001:2015.
01 / TECHNICAL CROSSWALK
Circular Connector Family × Tooling Crosswalk — Supports M8, M12, M23, MIL-DTL-38999, MIL-DTL-5015, MS3126, Deutsch DT/DTM, Amphenol AT, CPC
Most buyers assume “circular” implies one coupling style — threaded — and price the tooling-change conversation around that assumption. That assumption breaks the moment a customer asks for a bayonet-coupled connector in a vibration application or a push-pull connector for a tool-less field-service product. Circular is a shell geometry, not a coupling style. ZEUEE built the H0201 with that distinction in mind, which is why one machine handles three coupling families with documented changeover effort per row in the table below.
This Crosswalk consolidates 9 standards that procurement engineers most often spec into one production cell. That table assumes typical pin counts; high-density configurations shift the camera-count column upward. Tooling-change minutes assume a trained operator and a spare modular tooling module already on the cart — first-time changeovers run longer. Each row covers contact-strip prep through housing-mounting and wiring-side termination; assemble-and-verify steps stay constant across families.
| Standard | Coupling | Typical pin count | Tooling SKU | Change minutes | CCD cameras | Typical industries |
|---|---|---|---|---|---|---|
| M8 (IEC 61076-2-104) | Screw-lock | 3 / 4 / 6 / 8 | H0201-T-M8 | 10–15 | 1 | Industrial sensors |
| M12 (IEC 61076-2-101 Ed. 4 / 2024) | Screw-lock | 2–17 way | H0201-T-M12 | 10–15 | 1–2 | Industrial automation, robotics, IIoT |
| M23 (IEC 61076-2-117) | Screw-lock | up to 19 | H0201-T-M23 | 15–20 | 2 | Servo motors, encoders |
| MIL-DTL-38999 Series III | Tri-Start triple-thread | up to 128 | H0201-T-38999 | 15–25 | 2–3 | Military, aerospace, defense |
| MIL-DTL-5015 (legacy) | Bayonet / threaded | up to 85 | H0201-T-5015 | 20–25 | 2 | Industrial, marine, generators |
| MS3126 | Bayonet | up to 40 | H0201-T-MS3126 | 15–20 | 2 | Aerospace cable systems |
| Deutsch DT / DTM (automotive) | Push-pull | 2 / 3 / 4 / 6 / 8 / 12 | H0201-T-DT | 10–15 | 1 | Off-highway, agricultural, EV cable termination |
| Amphenol AT | Push-pull | 2 / 3 / 4 / 6 / 8 / 12 | H0201-T-AT | 10–15 | 1 | Transportation, industrial |
| CPC (Circular Plastic Connectors) | Bayonet / threaded | up to 37 | H0201-T-CPC | 10–15 | 1 | Medical, instrumentation |
Engineering Insights
Quick changeover between connector families ranked as the #3 buying factor across the supplier-evaluation guides we surveyed during research, behind technical capability and equipment quality. Three coupling styles, nine families, one cell. That 10–25 minute changeover window assumes a spare tooling kit lives at the station and an operator owns the procedure — if either is missing, the column is wrong on day one and accurate by week three. We will not claim a 5-minute changeover here — that is not industry truth for swapping between 6-pin M12 contacts and 8-pin MIL-DTL-38999 contacts, and the honest version is the modular swap-module trade-off we just described.
COMMON MISCONCEPTION ALERT
Many buyers price MIL spec circular connectors as “all threaded the same way.” D38999 Tri-Start is not always interchangeable with 5015 bayonet on the same fixture. Torque values per shell size for MIL-DTL-38999 Series III coupling-ring and jam-nut configurations are published in the DLA MIL-DTL-38999 spec set and in the Glenair Recommended Torque Values reference — request these tables from us or consult the DLA / manufacturer documentation directly for the exact Nm per shell size you intend to run.
Modular tooling sets per Crosswalk row — quick-change interface supports 9 connector standards on one station.
Need a coupling style not in the table above? Send us the connector datasheet — we’ll come back with tooling feasibility and ballpark changeover time.
Submit Datasheet →Authority anchors for H2-3 standards: IEC 61076-2-101:2024 (M12), DLA dtl38999.pdf (MIL-DTL-38999), TE Connectivity MIL-DTL-38999 product reference.
ZEUEE H0201 vs Manual Assembly vs Premium Automated Cells — Throughput, Tooling-Change, and TCO Crossover
Procurement teams comparing connector assembly suppliers walk into one of three positions: manual benches at the low end, a single-station automatic like the H0201 in the middle, and European premium automated cells at the high end. Each position wins inside a defined volume and Cpk window. Outside that window, math flips. Manual-vs-Auto ROI Crossover Window below is what we hand to plant managers asking “do we automate now, or one more year of overtime?”
| Dimension | Manual bench | ZEUEE H0201 (single-station auto) | European premium cell (multi-station) |
|---|---|---|---|
| Realistic throughput | 350–600 parts/shift (industry typical) | Single-station targets ≥ 800 parts/shift on M12-class contacts; line uplift depends on cell layout | Multi-station rotary lines can reach 3,000+ parts/hour at SDC-case-study scale |
| Tooling change between families | 30–90 min (re-fixture + re-train per part) | 10–25 min per H0201 Crosswalk | 20–60 min per station × N stations |
| CCD verification | Off-station, post-assembly | Inline, 4-mode anomaly trap | Inline, multi-camera |
| Capex band (FOB) | USD 2,000–5,000 in fixtures + bench labor (typical) | Mid-five-figure FOB Shenzhen — contact us for a configured quote | USD 200,000–500,000+ for full automated line (industry band) |
| Operator FTE per shift | 1.0 per bench | 0.3–0.5 (load + monitor) | 0.2 (line monitor) |
| Cpk for coupling-ring torque | Drifts after hour 4–5 (operator fatigue) | Repeatable under PLC + CCD trap | Repeatable |
| Best for | Prototypes, ≤ 5,000 units/month, single family | 5,000–60,000 units/month, 2–4 connector families | ≥ 80,000 units/month, dedicated single family |
The Crossover Window
INDUSTRY CONTEXT
Industry payback heuristics published by automation analysts and machine-builder advisory guides put the typical robotic-system payback at 6 to 18 months and full automation lines at 12 to 18 months, conditional on accurate pre-implementation baselines. Cost to replace one skilled frontline assembler, including turnover and onboarding, sits in the USD 10,000 to 40,000 band per Wiss manufacturing-automation guidance.
ROI PROJECTION
For an H0201-class single-station replacing one to two manual benches, the crossover window for buyers running 5,000 to 60,000 units per month, on a Cpk ≥ 1.33 spec, lands inside the industry-typical 12 to 18 month payback band — provided the configured machine matches your connector family mix and your existing QC sign-off process. Specific payback for your line depends on your labor cost basis, your scrap rate today, and your CCD-skip-rate after we integrate.
CRITICAL IMPACT
Why this matters: Buyers who pick “manual one more year” at 30,000 units/month often discover the labor cost differential plus scrap savings would have paid for the H0201 inside one fiscal cycle. Buyers who jump to a premium 100,000 unit/month cell at 30,000 unit/month volume buy a machine they idle for half the shift.
ROI MODELING
Want this table run for your specific volume and labor cost? Send us monthly units + USD/hour labor — we’ll model your crossover point.
CALCULATE CROSSOVER4-Mode CCD Anomaly Reject Catalog — How Defects Get Trapped Before Pack-Out
Direct competitors publish almost no hard numbers on CCD verification — most CCD vision discussions in industrial automation marketing material stop at “we have machine vision.” The relevant question for a QC engineer is which classes of defect the camera traps, what the cycle does when it sees them, and how the operator clears the trip. Below, our 4-Mode CCD Anomaly Reject Catalog names the four anomaly classes that hold the cycle, and what happens next.
MODE 1
Insufficient Material
- CCD Trigger
- Bowl feeder under-delivers contact / seal to work position
- Cycle Response
- Pneumatic hold, re-trigger feeder, retry 2× before timeout
- Operator Action
- Top up bowl if persistent; clear log entry
MODE 2
Out-of-Tolerance
- CCD Trigger
- Contact-to-cavity dimensional drift (vision dimensional check)
- Cycle Response
- Servo step-back, no insertion attempt, divert part to reject lane
- Operator Action
- Pull batch sample for incoming-QC re-check; flag supplier lot if recurring
MODE 3
Over-Tension
- CCD Trigger
- Insertion-force exceeds pneumatic threshold
- Cycle Response
- Pneumatic release before damage; flag housing
- Operator Action
- Inspect housing cavity for burr / debris; confirm contact size
MODE 4
Orientation Error
- CCD Trigger
- CCD reads keying notch or coding feature in wrong rotation
- Cycle Response
- Lane-divert, no insertion attempt
- Operator Action
- Check upstream coding fixture / re-orient feeder
Those four modes are the four most common defect categories observed across connector-OEM lines we tooled before the H0201’s current revision. Each mode produces a discrete HMI log entry — operators can pull the day’s trip log at end-of-shift and see whether the line walked into a feeder-supply issue, a supplier dimensional drift, or a coding-fixture problem. PPM and Cpk math is downstream of that visibility.
For Class 3 high-reliability work under IPC/WHMA-A-620 Revision F (2025), the standard requires Crimp Force Monitoring on every crimp and a first-piece + last-piece pull test minimum. Our force-threshold trap (Mode 3) covers the CFM intent at the assembly station; downstream pull-testing remains a separate cell, but the data signal that triggers a pull-test conversation gets caught here.
A Cpk of 1.33 is the typical automotive ongoing-production target referenced across industrial QC literature; 1.67 applies to critical characteristics. Whether the H0201 hits that mark on your line depends on your incoming contact tolerance, your housing supplier consistency, and how the operator handles the trip log — none of which is a machine spec in isolation.
Want to see how the 4-mode log looks on a 90-second run? Watch the demo video — no form, just the screen capture.
Customer Throughput Outcomes — Connector Assembly Across Aerospace, Industrial Automation & Consumer Electronics
ZEUEE has cooperated with TE Connectivity, Sumitomo, SONY, LEGO, Foxconn, GAC, Hunter, AVIC, China Shipbuilding, TCL and Corning USA over the past two decades on industrial automation equipment. The customer mix below is representative of where H0201-class connector assembly machines have run — sector framing, not bespoke case studies with invented numbers.

Aerospace and defense (tier-2 supplier lines)
Suppliers shipping MIL-DTL-38999 Series III connectors into aerospace primes face a Class 3 high-reliability requirement under IPC/WHMA-A-620 Rev F: Crimp Force Monitoring on every crimp, first-piece and last-piece pull testing, and per-shell torque tables verified against the DLA MIL-DTL-38999 spec. Our 4-mode CCD trap covers the assembly-side data signal; Tri-Start coupling families run on a dedicated tooling row in our Crosswalk. NASA’s connector-reliability work in the public domain (NASA Technical Reports Server) documents the cost of late-catch defects in aerospace cable assemblies — most of that cost is avoided when the trap is at the station, not at incoming inspection on the receiving dock.

Industrial automation and robotics (M12-heavy)
An M12 connector-OEM line running IEC 61076-2-101:2024 product, supporting 2-to-17-way configurations at up to 100 MHz data and 250 V / 4 A per contact, is the bread-and-butter application for the H0201 single-station configuration. That 2024 fourth edition of the IEC standard extended capabilities to up to 17-way for data transmission up to 100 MHz, which means OEMs running M12 lines today are being asked to support more pin counts on the same shell — exactly the scenario where our tooling-change discipline pays back.

Consumer electronics (high-mix DC circular plugs)
Consumer device assembly often runs short product cycles with high mix — a circular DC barrel plug for product A on Monday, a different connector for product B on Wednesday, both with similar fixture footprints. Our Crosswalk-driven changeover (10–15 minute window for the small-coupling families) keeps the line economic at smaller-batch SKUs that would not justify a multi-station premium cell.
Certifications, Components & Provenance — ISO 9001:2015 + Festo Pneumatic + Japan S136 Tool Steel + CE-Compatible
ZEUEE was founded in 2005. Headquarters sit in Shenzhen’s Phoenix economic zone; a 20,000 m² production base in Taihe, Jiangxi, opened in 2020 to handle the full industrial chain in-house. The quality system runs under ISO 9001:2015.










01/10
Most circular connector assembly machine specification sheets stop at the system level and skip the sub-component naming. We don’t, because procurement engineers in regulated industries usually have to defend the BOM, not just the system. Our H0201’s pneumatic actuation uses Festo original components; upper and lower dies are cut from Japanese S136 polished tool steel; structural frame uses A3 hardened aluminum with AL alloy housing.
Festo is the EU-headquartered pneumatic and electric automation supplier whose component reliability data is published per product family at festo.com; S136 is a Swedish/Japanese tool-steel grade specified for high-polish die work with hardness data published in materials databases including MatWeb. Sub-component traceability lives in the QC release pack we issue with each H0201 shipment.
That combination — Festo actuation plus S136 dies plus PLC plus inline CCD plus 4-mode anomaly trap — is what lets our machine hold a Cpk ≥ 1.33 conversation in a procurement audit, rather than answering “trust us” to a question that the customer’s auditor will ask anyway.
Procurement Guide — Pricing Factors, Lead Time, MOQ & Installation Window
Every H0201 ships configured per order. Pricing depends on tooling set count, CCD camera count, HMI language pack, and whether the buyer needs second-station expansion or single-station shipment. Rather than publishing a single number that won't match a buyer's actual order, our table below names the dimensions that move configured price.
Tooling set count (Crosswalk rows)
Each additional family row adds tooling fabrication + qualification effort
CCD camera count (1 / 2 / 3)
Single camera supports single-coding families; multi-camera enables high-density verification
HMI language pack
English + Chinese standard; additional languages quoted per request
Configuration: standalone vs cell-ready
Cell-ready adds upstream / downstream interface hardware
Spare parts kit scope
1-year operating spares vs 3-year coverage
On-site installation & training
Standard 5–7 working days on-site for commissioning + operator training; extended training quoted separately
Lead time runs typically 6–10 weeks for tooling fabrication and 10–14 weeks total from order to FOB Shenzhen. MOQ is one unit. Warranty is 12 months from commissioning with remote HMI diagnostic support over the warranty window.
Each standard H0201 shipment includes the machine, configured tooling set per Crosswalk rows you ordered, a 1-year operating spares kit, QC release pack with sub-component traceability, English HMI plus second language pack, and installation + 5-day operator training. Anything outside that scope — additional tooling, extended spares, longer training — sits in the RFQ.
We operate as an extension of your engineering team rather than a transactional vendor: pre-shipment FAT, in-country commissioning, remote HMI diagnostic over the warranty window, and a direct line back to our application engineers when your QC discovers an anomaly mode that needs a new tooling rule. Chinese MOQ structure for connector OEM accessories typically runs catalog samples at 1–10 units, purchase orders at 10–100 units, and custom-tooled shells at 500–2,000 units to amortize tooling — the H0201 itself ships at MOQ 1 because it is the machine, not the consumable.
For configured pricing, send us the connector families you intend to run and your expected monthly volume per family. We come back within two business days with the configured BOM, pricing band, and lead time aligned to your delivery target.
Authority anchor: US ITC HTS classification (industrial machinery 8479.89) for import classification reference; ICC Incoterms 2020 for FOB Shenzhen terms.
Circular Connector Diagnostic & Assessment Tools
FAQ — Circular Connector Assembly Machine Buying Questions
For most production lines: yes. Crimping is faster, more repeatable under vibration, and easier to verify with Crimp Force Monitoring per IPC/WHMA-A-620 Rev F. Soldering still has a role in repair, low-volume specialty work, or specific high-temperature variants. Our H0201 supports contact-insertion families that ship with crimp-terminated wire prepared upstream; for soldered-cup variants the machine still handles the housing-side assembly.
Nine standards on the documented Crosswalk — M8, M12, M23, MIL-DTL-38999 Series III, MIL-DTL-5015, MS3126, Deutsch DT / DTM, Amphenol AT, and CPC plastic families. Custom families: send the datasheet.
Our 4-mode anomaly trap writes a per-cycle log entry to the HMI with the timestamp, the anomaly mode (Insufficient Material, Out-of-Tolerance, Over-Tension, or Orientation Error), the tooling SKU active at the time, and the operator badge that cleared the trip. That log stream feeds your AIAG PPAP Element 7 (Measurement System Analysis) and Element 11 (Initial Process Capability Studies) submission directly. For Class 3 high-reliability lines under IPC/WHMA-A-620 Revision F (2025), the Mode 3 Over-Tension threshold covers the Crimp Force Monitoring intent at the assembly station. We ship the QC release pack with sub-component traceability (Festo lot numbers, S136 die heat-treat batch, CCD calibration certificate) so the supplier-side data your customer auditor asks for is already organized on Day 1.
10 to 15 minutes between M12 / M8 / Deutsch / Amphenol AT families with the spare tooling kit on the cart and a trained operator. 15 to 25 minutes when changing to or from MIL-DTL-38999 Series III because the Tri-Start coupling adds a tooling-row complexity. First-week changeovers run longer until the operator owns the procedure.
Industry-typical payback for single-station automation in connector assembly sits in the 12 to 18 month window, conditional on an accurate pre-implementation baseline that accounts for labor cost per hour, current scrap rate, current Cpk on coupling-ring torque, and monthly throughput mix by connector family. As an illustrative shape: a buyer running 20,000 units per month at USD 22 per hour loaded labor, replacing two manual benches, will typically clear the configured Mid-five-figure H0201 capex band well inside that 12 to 18 month window. Your specific number depends on those four inputs plus the CCD-skip-rate gain on first-pass yield. We model the math on request and return the Crossover-Window walkthrough for your specific line, usually within two business days of receiving the inputs.
Yes — pressure-test verification stays downstream.
Standard scope: 5 to 7 working days on-site for commissioning plus operator training in English or Chinese. Extended training, additional language packs, and remote HMI diagnostic support over the 12-month warranty are included or quoted per the RFQ. Cooperated customers like TE Connectivity, Sumitomo, SONY and LEGO have run this onboarding pattern across multiple plant deployments.



