Get in touch with Zeyu lntelligent Industrial Company

Connector Crimping Machine
Automatic Contact & Terminal Crimping Systems
A connector crimping machine that locks crimp height and crimp force on every cycle is the difference between a connection that passes pull-force testing for fifteen years and one that loosens in the field. ZEUEE builds fully automatic connector crimping machines that hold that consistency across millions of contacts — engineered, patented, and proven on production floors in more than 30 countries.
Request a Quote
Send us your contact & wire — get a free crimp sample test

ENGINEERING INSIGHT
Your Crimp Problem Is a Consistency Problem — Not a Crimping Problem
Chase an intermittent connection back to its source and the culprit is almost always a loose terminal — which leads plenty of engineers to decide that crimped joints are unreliable. Evidence runs the other way. Done right, a crimp is a cold weld: a gas-tight, air-excluding bond that outlasts solder under vibration and thermal cycling. Under SAE/USCAR-21, automotive crimps have to survive 15 years or 150,000 miles across −40 °C to +125 °C, plus vibration and salt spray. IPC/WHMA-A-620 goes a step further: Section 9.3 disallows soldering crimp-style terminals, because solder hides a weak crimp and adds thermal stress. Crimping itself is mature, well-documented technology, as the public terminal-applicator patent record shows.
So the crimp itself was never the problem. What varies is the gap between one hand-crimp and the next. Hand tools lean on operator grip, terminal seating, and fatigue across a long shift; crimp height drifts, and a drifting crimp height is exactly what loosens a joint later. A connector crimping machine takes that variable off the table — seating the contact the same way, applying the same force, and forming the same profile on cycle one and on cycle one million. Remove the human variance and a sound joining method stops turning into warranty claims.
That logic matters even more for high-mix precision connectors — machined pin and socket contacts, hyperboloid wire-spring contacts, coaxial and IDC terminations — where consistency beats raw speed. These contacts are small, gold-plated, and costly; scrapping one is nothing like losing a few cents of stamped brass. ZEUEE connector crimping machines were built around that fact, pairing vibratory bowl feeding and vision-checked seating with a servo or pneumatic press tuned to the contact rather than to a generic terminal.
Why does this matter to an industrial buyer facing a customer audit? Because the controller fixes crimp height every cycle, ZEUEE delivers the same validated joint on contact one and contact one million — the differentiator a hand tool cannot match across a −40 °C to +125 °C service life, where operator fatigue and variance would otherwise let the crimp drift.
ZEUEE Connector Crimping Machines: Models, Contact Types & Configuration
Call it a connector assembly machine, a contact crimping machine, an automatic wire processing machine, or a connector crimping machine — the expensive risk is identical: a feed jam or a mis-seated contact scraps a costly plated part. That is the structural reason ZEUEE builds the cell around vision-checked feeding and a factory acceptance test (FAT) before shipment, so industrial buyers across 30+ countries take that risk off the floor instead of discovering it in production.
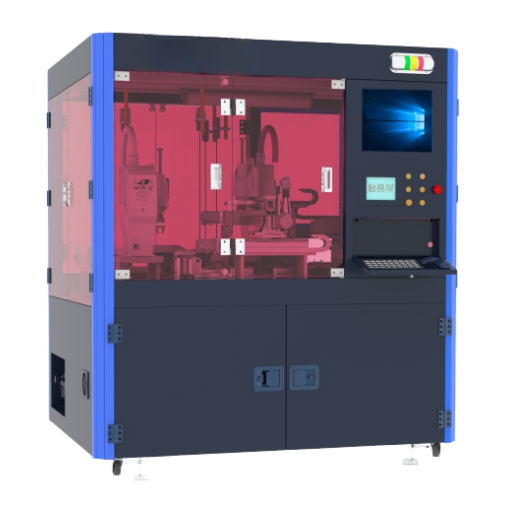
ZEUEE does not sell a single box. A connector crimping machine is configured around the contact you actually run — its barrel type, plating, wire gauge, and the cycle volume you need. Our automation base integrates wire feeding, contact feeding from a vibratory bowl or reel, the crimp press, and an in-line check, then takes the applicator and tooling that match your terminal. The C13 wire-spring socket-contact crimping machine shown below is one configuration in this family: a fully automatic cell that crimps the rear sleeve onto hyperboloid (line-spring) socket contacts, with a PLC and touchscreen HMI, enclosed safety guarding, and automatic feeding of both the contact and the sleeve.
Below: the C13 crimps the rear sleeve onto hyperboloid wire-spring socket contacts — the gold-plated, precision parts where a scrapped piece carries real cost.
Connector Contact Crimping Selection Matrix
Use this matrix to scope the right configuration before you request a quote. It maps the contact families a connector crimping machine handles to the crimp method, the typical force class, the feed system, and where each is used — so a procurement and engineering team can settle the build in a single conversation.
| Contact / terminal type | Crimp method | Typical force class | Feed system | Best-fit application |
|---|---|---|---|---|
| Wire-spring (hyperboloid) socket contact + rear sleeve — e.g. C13 | Servo precision crimp, 4‑ or 8‑indent | Low (precision) | Vibratory bowl + vision | Aerospace, military, high-reliability connectors |
| Machined pin / socket (turned) contact | Servo / pneumatic, controlled crimp height | Low–medium | Vibratory bowl | Precision electronics, instrumentation |
| Stamped & formed open-barrel terminal | Pneumatic applicator (reel-fed) | Medium | Reeled terminal applicator | Automotive wiring, appliance wiring |
| Closed-barrel / insulated terminal | Pneumatic, profiled die | Medium | Reel or loose-piece | Industrial control panels |
| Wire-end ferrule | Square / hex crimp | Low | Reel-fed ferrule | Panel building, terminal blocks |
| Coaxial / RF contact | Hex crimp, multi-stage | Low–medium | Loose-piece + locator | Telecom, test & measurement |
| IDC (insulation-displacement) contact | Insertion press | Medium | Strip / cassette | Ribbon cable, data connectors |
| Cable lug / large conductor | Hydraulic / hex | High | Loose-piece | Power distribution, battery cable |
| Heavy gauge (to 95 mm² class) | Hydraulic crimp | High | Loose-piece | EV, energy storage, busbar |
Automatic vs. Semi-Automatic vs. Manual Crimping — The Numbers
Buyers weigh a connector crimping machine against a bench crimper or a hand tool on two axes: unit cost and volume. Hand tools are cheaper for a few crimps; automation wins decisively the moment you need repeatable quality at volume. Here is that contrast in numbers, not adjectives.
| Factor | Hand tool | Semi-automatic bench | Fully automatic machine |
|---|---|---|---|
| Throughput | ~150–300 / hr | ~1,000–1,500 / hr | 1,800–6,200 / hr |
| Cycle time | 10–20 s (operator) | 2–4 s | 0.5–2 s |
| Crimp-height variance | Operator-dependent | Low | Locked per cycle |
| In-line quality check | None | Optional | Force / vision monitored |
| Operator skill needed | High | Medium | Low (1 op, multiple cells) |
| Scrap on precision contacts | Variable | Lower | Lowest |
Those throughput and cycle figures are the published industry range for these machine classes; the line a quality engineer cares about most is the third one. Hand tools cannot promise the next crimp matches the last. Automation can, because crimp height and force live in the controller, not in the wrist. That is also why one trained operator can supervise several automatic cells at once — the labor model inverts. Automation here is an established, patented approach (WO 2007/044579), not a novelty.
With a combined automatic wire stripping and crimping machine the gap widens further, because ZEUEE folds strip and crimp into one 0.5–2 s cycle — the structural reason scrap and rework fall for industrial buyers running expensive contacts. Strip it down and the honest version of the cost question is not the sticker price; it is the cost per good crimp over the machine’s life, and that trade-off favors automation.
For precision connectors, the savings often come less from labor and more from scrap: when each gold-plated contact carries real material cost, trimming the reject rate on a high-volume line pays back faster than the headcount math alone would suggest.
Crimp Quality & Process Control: How We Guarantee the Connection
A connector crimping machine is only as good as the joint it leaves behind, and “high quality” is meaningless without a measurement. Every connection a ZEUEE machine produces is checked against the same criteria your incoming-inspection team uses, drawn from IPC/WHMA-A-620 — crimp height, pull-force, and cross-section. Most suppliers leave this part of the decision blank; here is the standard in full.

Three measurements decide whether a crimp passes. Crimp height is gauged with a blade micrometer across the formed barrel at first article and after every tooling change — not with calipers, which read the corners rather than the barrel. Pull-force is verified on a tensile fixture against the AWG minimums above, with failure expected at the crimp zone. Cross-section analysis under a microscope confirms the conductor strands are compressed to 75–85% of their original area with no air voids and no barrel micro-cracks — the signature of a true gas-tight crimp, where contact resistance sits below 1 mΩ and often under 0.3 mΩ for Class 3 work. Consistent seating through the crimp stroke is itself an engineered feature (US 7,370,408).
Any crimp that fails pull-force is a hidden risk that surfaces as a field failure years later, not on the bench — the differentiator is that ZEUEE certifies each setup against these numbers before the production lot runs, so the first customer audit becomes a formality rather than a gamble.
“We size the crimp to the contact and lock it in the controller, then prove it three ways — crimp height, pull-force, and a sectioned sample. If a customer’s incoming inspection runs to IPC-A-620, our machine is already speaking their language before the first production lot ships.”
— ZEUEE Engineering Team, Application Engineering
Crimp Quality Validation Standard
| Conductor (AWG) | Min. pull-force (IPC‑A‑620 Class 2/3) | Class 3 target (+20% margin) |
|---|---|---|
| 20 AWG | 55 N | 66 N |
| 18 AWG | 80 N | 96 N |
| 16 AWG | 100 N | 120 N |
| 14 AWG | 130 N | 156 N |
| 12 AWG | 160 N | 192 N |
Proven in Production: Results & Applications
Across twenty years and more than 10,000 build cases, ZEUEE automation has gone into supply chains that cannot tolerate a flaky connection — AVIC and China Shipbuilding, GAC Group, Corning, TE, Sumitomo, LEGO, SONY, TCL, and Foxconn — spanning aerospace electronics, 3C, automotive, and new-energy manufacturing.
One mis-crimp in a 50,000-piece lot is an expensive recall risk, which is why these industrial buyers standardize on a fully automatic connector crimping machine with per-cycle validation rather than batch sampling.
 APP-01
APP-01
Aerospace & high-reliability connectors
Aerospace & high-reliability connectors
Hyperboloid wire-spring socket contacts — the kind the C13 machine crimps — are chosen exactly where a connection cannot fail: avionics, defense, and instrumentation, governed by aerospace crimp workmanship standards such as NASA-STD-8739.4. What wins here is repeatability. Once the profile is set, every contact in a 50,000-piece lot meets the same pull-force minimum, with a cross-section record to prove it — the difference between passing a customer audit and reworking the lot.
 APP-02
APP-02
3C & high-volume electronics
3C & high-volume electronics
In consumer-electronics assembly the constraint is takt time and gold-contact scrap. One fully automatic cell holds 0.5–2 s cycle times while the in-line force/vision check pulls suspect crimps before they reach the next station — protecting both line rate and expensive plated contacts.
 APP-03
APP-03
Automotive & new-energy wiring
Automotive & new-energy wiring
Open-barrel terminals and heavy battery-cable lugs sit at opposite ends of the force range, yet both have to survive the SAE/USCAR-21 service envelope — the high-force end runs as a cable lug crimping machine configuration. Configurable applicator tooling lets one automation base cover the full wiring mix instead of buying a separate machine per terminal, which is the practical reason fabricators standardize on a flexible connector crimping machine.
Verification & Auditing
Certifications & Compliance
Fastest way to de-risk a connector crimping machine from an overseas supplier: check the credentials your own procurement checklist already asks for — quality system, track record, and IP depth. ZEUEE meets them on the record.
Unverified terminal crimping machine manufacturers are a hidden risk procurement teams cannot sign off on. What sets ZEUEE apart is a quality system certified to ISO 9001:2015 and a portfolio of 150+ patents — credentials any purchasing manager can audit before a five-figure purchase.










01 // CORE SYSTEM
ISO 9001:2015
Quality management certified
02 // ENTERPRISE
National High-Tech
Enterprise (China)
03 // IP DEPTH
150+ Patents
32+ invention, 68+ utility
04 // EXPORT
CE-ready
Export build to spec
05 // SCALE
20,000 m²
factory, 120+ staff
×
![Certificate Enlarged]()
Procurement Guide: Pricing Factors, Lead Time & Support
Price follows the build, not a list. To budget honestly, understand what moves the number, then get a quotation against your actual application — because the hidden cost is rarely the purchase price; it is consumables and downtime over the machine’s life, where interchangeable cassette-style tooling keeps maintenance low. These are the factors that set the configuration and the cost:
Cost Factors
06 / Configuration Drivers
Buyer Advisory
What to confirm before you order
Ask any supplier for three things in writing: the crimp-quality acceptance method (IPC-A-620 crimp height and pull-force), the spare-parts and consumables plan (applicators, dies, and stripping blades are wear items), and the warranty and on-site support terms. ZEUEE covers installation, operator training, and a factory acceptance test, and services equipment across 30+ countries — so total cost of ownership is set as much by consumables and uptime as by the purchase price.
Connector Crimping Machine Engineering Tools
Connector Crimping Machine FAQ
Is an automatic connector crimping machine worth it versus a hand crimper?
For a handful of crimps, no — a hand tool is cheaper and adequate. Once you need repeatable crimp quality at volume, automation becomes the only reliable option: practitioners on engineering forums consistently note that hand crimping introduces operator fatigue and variance, while an automatic machine holds crimp height and force per cycle. The break-even is driven by your volume, contact value, and current scrap rate.
What contact and terminal types can the machine handle?
From hyperboloid wire-spring socket contacts (as on the C13) and machined pin/socket contacts to open-barrel and closed-barrel terminals, wire-end ferrules, coaxial and IDC contacts, and heavy cable lugs. The machine is configured with the applicator, feed system, and crimp press that match your contact — see the selection matrix above.
How do you prove crimp quality, and to which standard?
Against IPC/WHMA-A-620: crimp height measured with a blade micrometer, pull-force tested to the Table 4-1 minimum for your AWG, and cross-section analysis confirming 75–85% conductor compression with no voids. We can ship sample crimps with a cross-section report before you commit.
How do I evaluate an overseas crimping-machine supplier?
Confirm the quality system (ISO 9001), ask for the track record and reference industries, verify the crimp-quality acceptance method, and pin down spares, warranty, and support. These are the criteria buyers cite most when avoiding a bad purchase — ZEUEE answers each on this page and in the spec documentation.
What throughput should I expect?
Machine class sets the range: fully automatic cells run roughly 1,800–6,200 pieces per hour at 0.5–2 s cycle times, depending on contact, wire length, and whether dual stations run in parallel. The exact rate for your contact is confirmed during the application review.
Can the machine be customized, and can you run a sample first?
Yes. Configuration is the norm, not the exception, and we run a free crimp sample test on your contact and wire so you can validate crimp height, pull-force, and section before purchase.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



