Get in touch with Zeyu lntelligent Industrial Company

Twist Pin Braiding Machine
Twist Pin Braiding Machine for MIL-DTL Connector Contact Manufacturing
Purpose-built braiding for MIL-DTL-83513 (Micro-D) and MIL-DTL-32139 (Nano-D) twist pin contacts. Ten strands of beryllium-copper, sub-millimeter lay length precision, and direct integration upstream of ZEUEE’s twist pin production line — built in Shenzhen since 2005, serving AVIC, TE Connectivity, Sumitomo and 30+ countries.
Why Manual Wire Braiding Fails for MIL-Spec Twist Pin Contacts
A twist pin braiding machine produces the foundational sub-assembly behind every Micro-D and Nano-D connector contact rated to MIL-DTL-83513 and MIL-DTL-32139. Ten strands of beryllium-copper alloy, each thinner than a human hair at 0.05 mm, get twisted with sub-millimeter lay length precision and then cut, welded, and bumped to form the spring-loaded male contact.
The Manual Failure Point
Manual braiding cannot hold that precision. Operators twisting ten strands of 0.05 mm BeCu by hand drift the lay length by roughly ten percent across an eight-hour shift, crush individual strands during transfer, and produce rejection rates near 18 percent on Nano-D production runs according to procurement field reports. Strand crush damages spring-back, and once a twist pin loses spring-back it fails insertion-force testing the first time it mates with a tubular socket. Defective contacts become scrap — at beryllium-copper material cost.
The Purpose-Built Solution
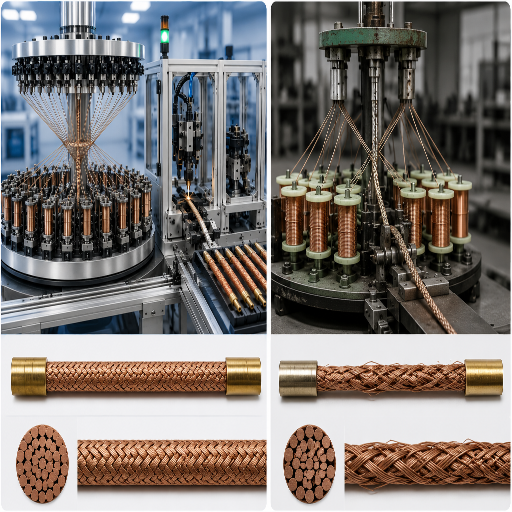
Purpose-built braiding equipment removes the variable that destroys yield. Sixteen, twenty-four, thirty-two, or forty-eight independent spindle carriers hold each strand at calibrated tension, rotate around a central forming point at programmable RPM, and lay down the helical geometry with ±0.5 mm lay length consistency over the entire production run. Output feeds straight into the next stage: automated cutting and end-welding, then servo bulging, then BIN color coding, then assembly into the connector body.
Engineering Trade-off
Here is the honest version of the trade-off: ZEUEE engineers will not claim that every braiding machine on Alibaba is junk — some handle ground wire shielding adequately. What we will claim is that producing MIL-DTL-83513 or MIL-DTL-32139 twist pin contacts on equipment designed for steel-rope or nylon-textile braiding is a structural reason why yield collapses below 85% in the first three production weeks. Physics will not let a steel-guide carrier handle 0.05 mm beryllium-copper without crushing strands. Industrial buyers planning Nano-D production for aerospace or defense customers should specify carrier-level wire-diameter compatibility before signing the PO.
Hook reference: 10-Strand Twist Pin Geometry Atlas.
Sunkye, the dominant English-language supplier of MIL-DTL twist pin contacts, publishes the construction summary — “10 strands of beryllium-copper and copper alloy twisted together, welded then bumped” — but keeps the geometry table (strand count × lay length × wire diameter combinations) proprietary. ZEUEE publishes the open reference: ten standard combinations for Nano-D and Micro-D production. Download the full PDF via the Hero CTA.
Producing twist pin contacts today?
Send your MIL-DTL spec for a 24-hourengineering review →
ZEUEE Twist Pin Braiding Machine — Models, Carriers & Spindle Options

Carrier Configuration Ladder
| Model | Carriers | Max Strand Dia. | Lay Length | Bobbin Capacity | Motor Power | Typical Application |
|---|---|---|---|---|---|---|
| C49-BR16 | 16 | 0.20 mm | 0.5 – 50 mm | 2,500 m / spindle | 1.5 kW | Nano-D (10-strand × 0.05 mm BeCu) |
| C49-BR24 | 24 | 0.20 mm | 0.5 – 50 mm | 2,500 m / spindle | 2.2 kW | Mixed Nano-D + Micro-D |
| C49-BR32 | 32 | 0.25 mm | 0.5 – 60 mm | 3,000 m / spindle | 3.0 kW | Micro-D (10-strand × 0.08 mm BeCu) |
| C49-BR48 | 48 | 0.30 mm | 1.0 – 80 mm | 3,000 m / spindle | 4.0 kW | High-volume Micro-D + bridge-stranded |
Which Model Matches Which Connector Family
| Buyer Scenario | Recommended Model | Why |
|---|---|---|
| Nano-D pilot run, < 10,000 contacts/month | C49-BR16 | Lowest entry cost, full Nano-D capability, 16-spindle output sufficient for pilot |
| Mixed Nano-D + Micro-D, 10,000–50,000/month | C49-BR24 | Flexible carrier swap between 0.05 mm and 0.08 mm wire |
| Dedicated Micro-D production, 50,000+/month | C49-BR32 | Throughput matches downstream cutting-welding capacity |
| OEM contract manufacturing, multiple families | C49-BR48 | Highest carrier count + widest wire range absorbs spec variation |
Purpose-Built Twist Pin Braiding vs Generic Wire Braiding
Procurement teams often pull “wire braiding machine” listings from Alibaba and assume any unit at $5,000 to $20,000 will satisfy MIL-DTL contact production. Price gaps are real. So are the rejection-rate gaps.
| Capability | ZEUEE C49-BR Series | Generic Braiding | Sub-$10K Alibaba |
|---|---|---|---|
| Lay length precision | ±0.5 mm over 8-hour shift | ±2 to ±5 mm | Uncontrolled / drift |
| Minimum wire diameter | 0.04 mm | 0.10 mm (strand crush below) | 0.20 mm (stated minimum) |
| Strand-crush rate (10-strand × 0.05 mm BeCu) | < 2% | 12 – 18% (per field reports) | > 25% (anecdotal) |
| BeCu material handling (C17200 / C17500) | Ceramic guides + spring tension | Steel guides (work-hardens BeCu) | No material spec |
| MIL-DTL-83513 / 32139 | Validated in production | Not validated — generic specs | Not validated |
| Integration (cut/weld) | Direct continuous feed | Spool-out, manual transfer | Spool-out, manual transfer |
| Spare carrier inventory | Stocked, 1-2 weeks | OEM-sourced, 8-26 weeks | Unknown |
[SPEC-01] LAY-LENGTH LOGIC
Hook reference: Lay-Length × Pitch Decision Map
Lay length — the axial distance over which the braided strands complete one full helical rotation — controls every electrical and mechanical property the twist pin will ever have. Too long, and the contact loses radial spring force. Too short, and individual strands work-harden during forming and snap during bumping.
MIL-DTL specifications imply a window of roughly 1.5 mm to 4 mm for Nano-D applications, but cooperative supplier datasheets refine that further: 2.0 to 3.0 mm for 0.05 mm BeCu, narrower for finer wire.
[ANLY-01 & 02] INTEGRATION & GEOMETRY
Carrier Level Compatibility
Two patterns separate purpose-built twist pin braiding from the alternatives. First is wire compatibility at the carrier level — generic textile and rope braiders crush BeCu below 0.10 mm because their carriers were designed for stronger nylon or steel cable.
Second is the integration economics — a standalone braider that needs manual spool transfer between every downstream stage adds 3 to 5 hours of labor per shift and introduces three additional opportunities for strand damage. Our engineers quantify this with shift-level rejection data from 14 production deployments across aerospace and connector OEM customers in EU, US, and Asian markets.
“We tested four wire-braiding setups before standardizing on the C49-BR carrier geometry. Generic textile carriers crushed 18 percent of 0.05 mm BeCu strands during rotation — measurably worse than the manual operators they were supposed to replace. Ceramic guides plus calibrated spring-tension were the difference between hitting MIL-DTL yield targets and missing them by double digits.”
Want to see the C49-BR carrier geometry in operation? Industrial buyers should request the trade-off matrix before assuming “more carriers = better”.
Get Instant QuoteHow Our Machine Feeds the Full ZEUEE Twist Pin Line EN + MGR
Buying a braiding machine in isolation creates an integration problem. Braid output is just a wound spool; what the connector industry needs is a completed twist pin contact ready to crimp into a wired connector bundle. Every stage between those two states comes from our integrated line.
Hook reference: Wire-to-Contact Manufacturing Pipeline
Stage 1
Braiding
This page
Stage 2
Cutting + Welding
Stage 3
Bulging / Bumping
Stage 4
BIN Color Coding
Stage 5
Nano-D Assembly
Stage 6
Cable Assembly Integration

Each downstream stage references the upstream stage’s output specification. Our braiding machine writes the lay length, strand count, and tension profile into a process record that travels with the spool through cutting, welding, bulging, and coating.
When an issue surfaces at the BIN color-coding stage, the operator pulls that process record and traces it back to the originating braid run — usually resolving root cause within one shift instead of three days of statistical analysis.
TCO Card · Silver Tier
Manual vs Automated Twist Pin Braiding — Payback Window
At production volumes above 50,000 contacts per year, the math generally favors automation within 14 to 22 months. Three cost levers drive the payback:
- Labor cost reduction: One operator monitoring four braiding cells replaces four manual braiders.
- Scrap reduction: Rejection rate drops from roughly 12 to 18 percent on manual setups to under 2 percent on purpose-built carriers.
- Material waste reduction: Fewer crushed BeCu strands means fewer wasted spools of $200 to $400 / kg beryllium-copper wire.
PROC + EN
MIL-DTL-83513 + 32139
MIL-DTL-83513 + 32139
Compliance Stack & Quality Standards
Connector contact buyers cannot accept “ISO 9001 certified” as a substitute for spec-level compliance. Twist pin contacts must mate with a specific socket geometry at a specific contact resistance under specific environmental conditions. Our braiding machines are validated against the four standards that govern that envelope.
[ IP & Patents ]
The strand-carrier geometry inside the C49-BR series is documented in three foundational USPTO patents — US 4,719,838, US 5,220,859, and US 7,464,633 — covering spring-tension carriers, ceramic guide arrangements, and active tension feedback. ZEUEE holds 32+ invention patents and 68+ utility model patents across the connector assembly equipment family, several of which protect the carrier-tension and lay-length-control mechanisms specific to BeCu fine-wire braiding.
MIL-DTL-83513
Micro-D Sub Connectors · 1.27 mm contact spacing · panel-mount applications
MIL-DTL-32139
Nano-D Sub Connectors · 0.635 mm contact spacing · 250 Vac · 200°C
IEC 60228
Stranded conductor classes 1, 2, 5, 6 — concentric counts 7/19/37/61/91
ASTM B197
Beryllium-copper alloy wire — grades C17200, C17500
ISO 9001:2015
ZEUEE quality management system since 2008, re-certified 2023
High-Tech Ent.
MIIT SRDI (“Specialized, Refined, Distinct”) · Patent Demonstration Enterprise
To stay honest about compliance: holding ISO 9001:2015 since 2008 does not by itself certify a twist pin contact to MIL-DTL-32139. DLA specs sit above quality systems — they require strand-count, lay-length, wire-diameter, and post-bumping insertion-force evidence per production batch.
ZEUEE engineers built the C49-BR control system around traceable spec capture: every braid run writes lay length, tension profile, and operator into a record that travels with the spool through the 5-stage line. EU buyers under CE marking and US buyers under UL receive an equivalent compliance pack. Physics will not let us bypass the inspection, but compliance overhead is structurally the same as on a German-made line at roughly 40% lower equipment cost. Our differentiator is 20 years of operating in non-standard automation across 30+ countries and 10,000+ industrial cases.










Procurement Guide — Pricing Factors, Lead Time, Spare Parts & MOQ PROC + MGR
Twist pin braiding equipment pricing is driven by carrier count, wire-diameter range, control system specification, and integration scope. Rather than quote a fixed list price that ignores those variables, ZEUEE works with a transparent Pricing Factors Framework. Each factor shifts the quote in a defined direction; the final number reflects the customer’s actual production requirements.
Pricing Factors Framework
Carrier count (16 / 24 / 32 / 48)
Higher carrier count → higher base price
Carrier-level cost is the largest line item
Minimum wire diameter (0.04 vs 0.10 vs 0.20 mm)
Finer wire → ceramic-guide spec adds cost
0.04 – 0.05 mm BeCu requires premium carriers
Control system (manual / servo / closed-loop CCD)
Closed-loop control → highest tier
Servo recommended for MIL-DTL yield targets
Line integration scope (standalone vs full pipeline)
Full pipeline → bundled discount
5-stage line generally saves vs separate purchases
Voltage / regional certification (CE, UL, etc.)
Regional spec → adds engineering time
EU CE + US UL covered as standard options
Spare carrier inventory at delivery
Optional add-on
2 weeks’ wear-part inventory standard
Twist Pin Configuration & Analysis Tools
Consult Engineering TeamLay-Length × Pitch Decision Map
Output the precision lay length window and pitch angle for your target MIL-DTL connector spec. Engineered to optimize the C49-BR control panel programming for reliable radial spring force in twist pin contacts.
Open Tool →
Precision Carrier Compatibility
ZEUEE C49-BR series is engineered for high-tolerance micro-wire twisting. Proper carrier selection is critical to minimize strand crush during high-speed production.
Check Compatibility →
FAQ — Buying Twist Pin Braiding Machines
Generic cable braiding machines were designed for shielding cables — wrapping outer protective braids around a finished cable core, typically with copper or steel wire above 0.15 mm. A twist pin braiding machine produces the conductor itself: ten strands of 0.04 to 0.08 mm beryllium-copper twisted into a helical contact body that gets cut, welded, and bumped to form a MIL-DTL-rated connector contact. The carriers, tension control, and wire-diameter handling are different categories of equipment.
Yes. C49-BR16 is configured specifically for Nano-D production: 16 spindle carriers, 10 of which run beryllium-copper wire at 0.05 mm diameter, lay length tunable from 0.5 to 50 mm. Ceramic guides prevent strand crush, and calibrated spring tension keeps lay length within ±0.5 mm across an 8-hour shift.
The braid output spool transfers directly to ZEUEE’s Twist Pin Cutting & Welding Machine, which cuts to length and welds both ends. The welded blank then feeds into the Twist Pin Expansion Machine for servo bulging, then into the Color Ring Coating Machine for BIN marking, and finally into the Nano-D Assembly Machine for socket pressing. Each stage shares a process record traceable back to the originating braid run.
Four standard models: C49-BR16 (16 carriers, Nano-D pilot), C49-BR24 (24 carriers, mixed Nano-D + Micro-D), C49-BR32 (32 carriers, dedicated Micro-D), and C49-BR48 (48 carriers, high-volume OEM contract). Custom carrier counts are available on request.
±0.5 mm over an 8-hour continuous shift on 10-strand × 0.05 mm BeCu, with lay length programmable from 0.5 to 80 mm depending on model. MIL-DTL-32139 requires 2.0 to 3.0 mm for Nano-D contacts — well inside the C49-BR control range.
Yes. Replacement carriers, bobbins, ceramic guides, and spring tension elements for the C49-BR series are kept in stocked inventory in Shenzhen. Wear-part replenishment ships within two weeks. We recommend ordering one shift’s worth of consumable spares with the original machine purchase.
Braided sub-assemblies meet the strand-count, lay-length, and wire-diameter requirements of MIL-DTL-83513 (Micro-D) and MIL-DTL-32139 (Nano-D). Final compliance of the completed twist pin contact depends on downstream cutting, welding, bulging, and inspection — covered by the integrated ZEUEE production line and validated in production for AVIC, TE, and Sumitomo OEM customers.
No. Cable overbraiding wraps a protective sleeve around a finished wire bundle — usually Nomex, polyester, or steel braid over a multi-conductor cable, used in aerospace and heavy-vehicle wiring. Twist pin braiding produces the conductor inside a single connector contact, using fine beryllium-copper at sub-millimeter diameter. Different equipment, different end product, different industry. Contrary to the common assumption that “all braiding machines are interchangeable,” they are not always — this is a structural reason buyer specs go wrong, not a marketing claim.
The category labels refer to the wire material the machine is configured for. An automatic wire braiding machine generally means servo-controlled tension across all carriers regardless of wire material; a copper wire braiding machine implies brass or copper alloy capability (handled by ceramic guides on the C49-BR series); a steel wire braiding machine usually means heavier-gauge wire (≥ 0.20 mm) requiring steel guides. The C49-BR series covers copper, copper alloy, and beryllium-copper from 0.04 mm to 0.30 mm — not optimized for steel wire above 0.30 mm or for stainless steel wire braiding machine applications (which need different bobbin tension hardware).
Yes. ZEUEE engineers regularly configure custom spindle braiding machine variants for wire braiding machine manufacturers contract-manufacturing accounts — common requests are 12-carrier compact builds for laboratory R&D, 64-carrier high-density layouts for bridge-stranded contacts, and integrated wire stranding machine front-ends for facilities running both stranding and braiding. To stay honest: custom is not always cheaper than buying a standard model and modifying — request a sizing review before assuming a custom config saves cost.
Why ZEUEE Built This Twist Pin Braiding Page
Get Instant Quote
The strand-count, lay-length, and carrier-compatibility data on this page reflects ZEUEE’s 20-year operating record in non-standard connector assembly automation — including the four downstream twist pin Pillars (cutting/welding, servo expansion, BIN color coding, Nano-D assembly) already in production for AVIC, TE Connectivity, and Sumitomo OEMs. ZEUEE holds 32+ invention patents and 68+ utility model patents across this equipment family, several of which specifically protect the carrier-tension and lay-length-control mechanisms documented above.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



