Get in touch with Zeyu lntelligent Industrial Company

For connector manufacturing engineers, procurement & production managers
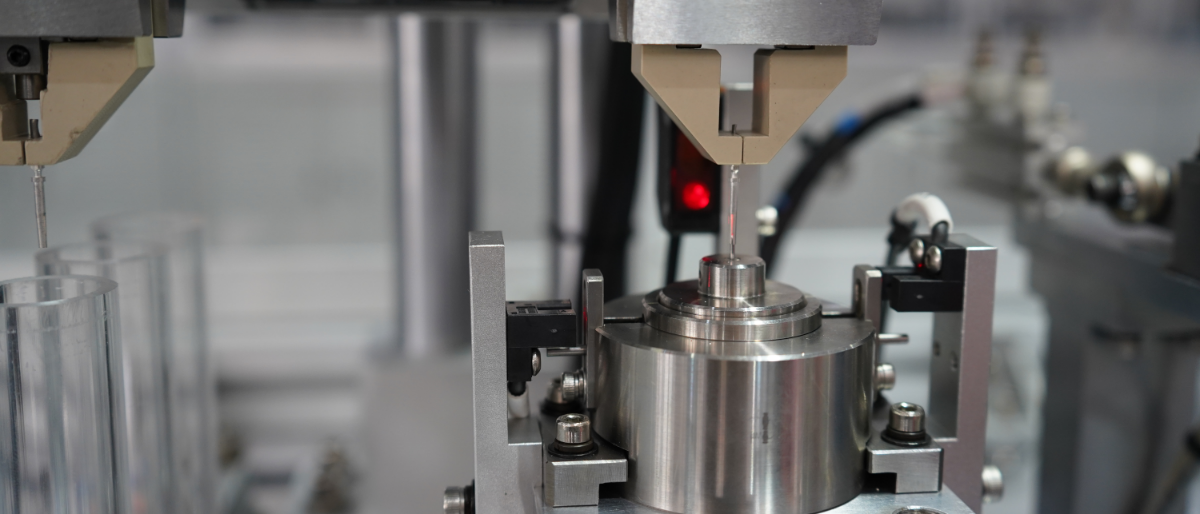
Twist Pin Automatic Expansion Machine — Servo Waist-Bulging + CCD Inspection for MIL-Spec Twist-Pin Contacts
Dial a dimensionally uniform waist-bulge onto each and every BeCu twist pin and prove with in-line CCD-then your Micro-D and Nano-D connectors meet MIL-spec mating performance at volume production.

System Process & Specifications
15–17 pcs / min
Throughput
0.4–2.5 mm
Twist-pin diameter range
100% CCD
4-defect in-line inspection
Servo
Rotating expansion control
900×800×1850
Footprint (mm)
2 KW / 220V
Power Supply
0.4–0.6 MPa
Air
The twist-pin automatic expansion machine, (aka twist-pin bulging waist machine) is the production step that transforms a welded bundle of beryllium-copper wires into a self-sprung twist-pin connector. ZEUEE’s model C49-ZY05-01 automation achieves that waist-bulging with the precision you need and the verification you demand- servo motion, in-line CCD, and it’s optimized for manufacturers of Micro-D, Nano-D and other hyperboloid-style twist-pin connectors.
All readers · pain → solution
Why Inconsistent Waist-Bulging Quietly Caps Your Micro-D / Nano-D Yield
A good place to start dismantling assumptions is with this one: twist-pin contacts will deliver low mating insertion force out of the box. Sorry, they won’t. With a high density 51-position Micro-D plug requiring nearly 20 pounds of insertion force, even 6 ozf (1.67 N) per pin can require, in the worst case, more than 85 N of total engagement and disengagement force. You can count on that force budget only if every one of the 51 contacts is built with the same waist profile.
Process Analysis & Root Cause
→
Industrial Impact & Resolution
→
Engineering (primary) · Procurement (RFQ match)
The ZEUEE C49-ZY05-01: Servo Waist-Bulging Built for 0.4–2.5 mm Twist Pins
If your line’s twist contacts are still formed by swelling them via a fixed cam, you know this - changeover and drift, a different tool for each diameter, no proof of conformance. Our C49-ZY05-01 is a single-station twist-pin expansion machine that picks loose pins from a precision vibratory feeder, makes sure the pin’s present, drops it into a clamp, and with the help of our servo rotation mechanism, forms the bulge. The bulged pin waist isn’t just a diameter made with a regrind tool anymore; it’s a parameter in your machine configuration, and it’s controllable down to the micron thanks to the servo-driven process instead of a fixed cam. From ZEUEE’s entire product line range of twist pins, we build to any pin from 0.4 mm signal pins up to 2.5 mm (the sizes used in most Nano-D (MIL-DTL-32139) and Micro-D (MIL-DTL-83513) product-family contacts).
Servo rotating expansion head + CCD station: the waist-bulge is set as a parameter, then measured on every pin.
Twist Pin Waist-Bulge Tolerance Window (ZEUEE reference framework)
Use this view to map a pin class to the values the machine controls. It holds three dimensions against your drawing; the bulge target is always set to your socket’s interference fit, and the CCD reject band follows your print tolerance rather than a generic value.
| Parameter | C49-ZY05-01 | Notes |
|---|---|---|
| Throughput | 15–17 pcs / min | Single-station, continuous |
| Twist-pin diameter range | 0.4 – 2.5 mm | Signal to power contacts |
| Expansion drive | Servo rotating mechanism | Programmable swell dimension |
| Inspection | CCD — waist swell diameter & length | 100% in-line, auto grade-sort |
| Feeding | High-precision vibratory bowl feeder | Present-check before clamp |
| Dimensions | 900 × 800 × 1850 mm | Compact single-cell footprint |
| Power | 2 KW | — |
| Air / Voltage | 0.4–0.6 MPa / 220V AC | Shop-standard utilities |
| Twist-pin class | Nominal pin Ø | Controlled bulge dimensions | CCD reject trigger |
|---|---|---|---|
| Nano-D signal | 0.40 mm | Swell Ø, swell length, concentricity | Out-of-band Ø / length; tilted head |
| Nano-D (M32139 typ.) | 0.635 mm | Swell Ø, swell length, concentricity | Out-of-band Ø; separated strand |
| Micro-D class | 0.76 mm | Swell Ø, swell length, concentricity | Uneven swell profile; damaged thread |
| Micro-D / power | 0.80 mm | Swell Ø, swell length, concentricity | Out-of-band Ø; tilted head |
| Power contact | 1.00 mm | Swell Ø, swell length, concentricity | Uneven swell; separated strand |
| Large power | up to 2.5 mm | Swell Ø, swell length, concentricity | Out-of-band Ø / length |
It's not just tool-free operation. For customer audits of the high-volume feeder system, the clamp system, the expansion head, and the optical inspection module, we keep access to these sections as easy as possible without having to tear down the cell - extremely valuable when a plant switches pin types 30 or 40 times per year. This modular access layout is also how we adapt the same core platform to an upstream twist pin braiding machine and twist pin crimping machine, and to a downstream pin insertion machine. As shown in USPTO Patent US6584677B2 (priority 2001), the twist-pin bulge is formed by rotating clamp members anti-helically to untwist the strands, after which heat treatment tempers the beryllium-copper at the bulges to set its spring shape — the structural reason a servo head holds this dimension far more repeatably than a mechanical cam.
Engineering + Management · Procurement (cost)
Servo + CCD Expansion vs. Cam-Driven and Manual Bulging — A Data Comparison
What’s meaningful for a connector line aren’t prices; it’s consistency and yield. A cheap machine that sends nonconforming bulge diameters to downstream operations is a much more expensive solution, given that a connector failure now appears on the customer's mating test, not the machinery supplier's balance sheet. Here are typical results from the three categories of bulge formation technology; look closely at the "inspect" column.
| Factor | ZEUEE C49-ZY05-01 (servo + CCD) | Typical marketplace unit | Manual / bench bulging |
|---|---|---|---|
| Bulge dimension control | Servo, programmable & repeatable | Cam / fixed tooling | Operator-dependent |
| In-line inspection | 100% CCD (4 defect modes) | None / manual sampling | Manual sampling |
| Throughput | 15–17 pcs / min | 10–15 pcs / min | Low, fatigue-limited |
| Footprint | 900 × 800 mm | ~1300 × 1300 mm | Bench |
| Grade sorting | Automatic, by quality grade | Manual | Manual |
| Mating-force consistency | High (every part measured) | Variable | Variable |
ZEUEE engineers put CCD vision in because, across automated connector assembly, it lifts first-pass yield and enables 100% in-line inspection, part tracking and automatic sorting while cutting the manual labor that scales with volume. A tilted head or uneven swell may not appear until the customer's mating test — catching it here, on a part whose waist is formed by the anti-helical servo method of USPTO US6584677 at 150°C-rated tolerances, is the structural reason a servo cell beats both alternatives. Buying on sticker price alone just defers the cost to contained-versus-escaped defects.
Management (primary) · Engineering (technical validation)
From Avionics to Medical: Where Bulged Twist-Pin Contacts Earn Their Reliability
Twist-pin contacts and hyperboloid connectors are there because standard, formed or crimped contacts simply do not have what it takes to stand up to the shock and vibration required. As you’d expect, the hyperboloid contact was invented way back in 1956 by Francois Robert Bonhomme for railway lighting and ventilation, because to maintain constant connection when traversing over rough and varied terrain you simply need a spring-like design (see USPTO US7775841, hyperboloid electrical contact). A 100,000 mating cycles contact may not sound very impressive but compared to the 5,000 mating cycles of a typical medical connector it soon makes sense — after all, it is what lets a MIL-DTL-32139 Nano-D connector ride through 10–2000 Hz, 20-g sine-wave vibration at 150°C or 200°C service.
In order for this type of capability to survive outside the manufacturing process, however, the contact must be manufactured with precision. It’s this tiny expansion that creates seven points of electrical contact on the inside, the necessary spring-like forces for retention through helicopter launch-profile vibrations, for instance. ZEUEE produces the process equipment and tooling behind both contact forms, for connector makers and for military, optoelectronic and medical manufacturers. Those contacts populate the twist pin connector and micro rectangular twist pin connector families built to MIL-DTL-32139 twist pin and MIL-DTL-83513 standards. From its 20,000 m² Shenzhen base, ZEUEE serves clients in 30-plus countries — including China Shipbuilding, TE and Sumitomo — and has delivered more than 10,000 cases of non-standard automation. Its equipment ends up in satellites, missiles and torpedoes, avionics and rail traction electronics — anything where it is essential that the right mating force is applied every time.
"With twist pins, most of our customers never have problems with the weld - it's the waist that moves. The slight swell variations found from batch to batch result in one or two parts sticking when entering the socket. That's why a lot of manufacturers prefer a 100% CCD check on our machines, as there’s a point where the contact cannot easily be made at all."
— ZEUEE Engineering Team, industrial automation equipment, Shenzhen Zeyu Intelligent
Procurement (primary) · Engineering (standard applicability)
Quality & Compliance: ISO 9001:2015, 100% CCD Traceability, and MIL-Spec Contact Standards
There's one honest fear that contacts procurement professionals have when looking at a new brand for their contact forming machine, and it's a fear that a customer audit with a reference buyer of another brands machine will readily affirm: Supplier reviews of all kinds have shown a sizable percentage of products do not perform as specification; around 30% per typical evaluations of connector components produced by different vendors. Plain and simple, a logo on a brochure does not demonstrate that a piece of machinery delivers good parts. In fact, only a machine with embedded, guaranteed proof in its output -- like the C49-ZY05-01 -- delivers such proof in real-time, part-by-part. In line with these requirements, ZEUEE engineers into the cell a reject gate, rather than bolting inspection onto it at a later date - a distinction no brochure could duplicate.










01/10
ISO 9001:2015
Quality management system certified
150+ patents
32+ invention & 68+ utility model
National High-Tech Enterprise
Specialized "Little Giant" SME (专精特新) · Patent Demonstration
MIL-spec aligned
Builds contacts for MIL-DTL-32139 / 83513 programs
In reality, good standards compliance isn't determined by a logo - it's determined by whether the produced pin is up to specification and manufactured to comply with both the Mil-Spec DTL-83513 for 0.050/1.27 mm spacing Micro-D connectors, and the Mil-Spec DTL-32139 for the 0.635 mm spacing Nano-D style. While not always a critical factor for many brands, ZEUEE has already earned their own ISO 9001:2015 certification, holds ISO 9001:2015 certification and more than 150 filed R&D patents -- to include a uniqueanti-helical bulge forming technique used for twist-pin contact design that is patented and widely acknowledged through out the contact industry.
| Defect mode | What it is | CCD detection signal | Reject action |
|---|---|---|---|
| Tilted head | Pin head off-axis after expansion | Head-axis deviation vs. reference | Divert to reject bin |
| Damaged thread | Torn / deformed strand surface | Surface anomaly on swell zone | Divert to reject bin |
| Separated strand | Strand pulled out of the bundle | Strand-count / gap check | Divert to reject bin |
| Uneven swelling | Asymmetric or out-of-band waist | Swell Ø & length out of tolerance | Divert to reject bin |
Procurement (primary) · Management (budget)
Buying a Twist Pin Expansion Machine: Customization, Lead Time, Installation & Global Support
The main elements that affect the overall cost and lead times associated with a particular twist pin production machine aren't a specific price, but rather its configuration; the worst trade off for customers when buying contact forming equipment is finding a machine price that doesn't necessarily correlate with what their component output will be. Instead of a sticker price, we are presenting the factor analysis tool used by experienced industrial buyers to estimate requirements for their Requests For Quotation -- alongside the reasons each factor influences production costs:
Because ZEUEE is a custom automation builder, it configures your contact-forming cell to the precise dimensions on your contact drawing — down to the patented anti-helical bulge process (USPTO US6584677) — rather than forcing your contacts into a stock machine. That whole-factory approach sits behind more than 10,000 delivered cases. For pricing and lead times matched to your pin diameter and volume, contact ZEUEE for a custom quotation.
Engineering Systems
Twist Pin Expansion Machine Tools
Frequently Asked Questions
What twist-pin diameters and pitches can the C49-ZY05-01 handle?
It forms waist-bulges on twist pins from 0.4 mm signal contacts up to 2.5 mm power contacts, covering the diameters used in Nano-D (MIL-DTL-32139) and Micro-D (MIL-DTL-83513) connector families. Tooling is configured to your specific contact drawing.
How does the CCD system catch an uneven waist-bulge?
Its CCD station measures swell diameter and length on every part and checks for the four defect modes — tilted head, damaged thread, separated strand and uneven swelling. Parts outside your tolerance band are automatically diverted by the grade-sorting unloader, so 100% of output is inspected rather than sampled.
Does the bulged contact meet MIL-DTL-32139 / MIL-DTL-83513 requirements?
It is built to produce contacts that meet those standards' dimensional and mechanical demands — for example the 0.635 mm Nano-D and 0.050″ (1.27 mm) Micro-D contact spacing, and the shock/vibration endurance (10–2000 Hz at up to 20 g, 150°C or 200°C) those families are specified for. Final qualification is against your contact drawing.
Can it integrate with our existing twist / braiding / crimping line?
Yes — expansion sits downstream of twisting and welding; ZEUEE builds it as a standalone cell or integrated into a fuller connector assembly line, including upstream twist-pin assembly and braiding stations.
What is the real throughput advantage over manual bulging?
At the cell level, the C49-ZY05-01 runs 15–17 pcs/min with consistent, servo-set bulge geometry and 100% inspection — versus operator-dependent manual bulging whose throughput is fatigue-limited and whose defects are caught only by sampling. The practical gain is first-pass yield and mating-force consistency, not just speed.
Why does a consistent waist-bulge matter so much?
Because mating force is cumulative: at up to 6 ozf (1.67 N) per Micro-D contact, a 51-line connector can require about 85 N to mate. That budget only stays predictable when every pin's bulge is dimensionally identical — which is what servo forming plus per-part CCD verification delivers.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



