Get in touch with Zeyu lntelligent Industrial Company


An automated cable assembly line for DC connector and adapter cables exists to break one bottleneck:
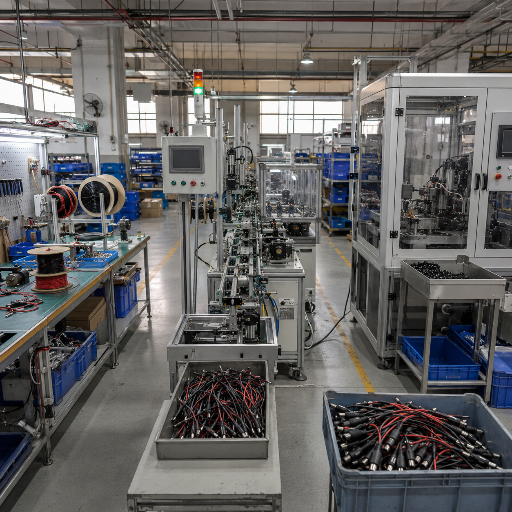
hand-built DC barrel and power-adapter cables hit a throughput ceiling that no amount of overtime clears. A DC adapter cable looks simple, a conductor cut to length, stripped, terminated to a barrel jack, and molded for strain relief, yet each of those steps carries a failure mode that compounds across an order of tens of thousands.
On a manual bench, crimp height varies among operators, solder connections depend on individual skill levels and exhaustion, and-of all parts of the wiring-the joint where the connector plugs into the wiring jacket (the strain relief) is responsible for the vast majority of all failures seen in the field. “When you cram the plug onto a moving assembly,” a contributor on an electronics discussion board sniped, “that plug see some real flexing, all of it at the pinhead. ” Without overmolding it to reinforce the point, that bend eventually snaps the connector pins, weeks after leaving the shipping dock. And, be warned: while correctly crimped connectors are as sound as solder, manual crimping will rarely deliver the consistently required pull-force specified by industry standards, and adding solder to a crimped connector actually *weakens* it, as solder slowly deforms under the crimping pressure (cold-flow).