Get in touch with Zeyu lntelligent Industrial Company

Applications
Telecom Connector Assembly Machines, Automated Connector Assembly Systems
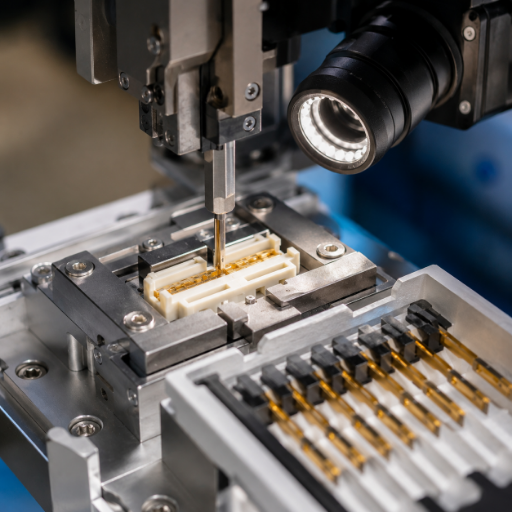
A telecom connector assembly machine from ZEUEE automates the insert, seat, crimp and inspect steps for copper, RF and modular telecom connectors, RJ45/modular jack, board-to-board, IDC and coaxial/RF. These are copper and RF connector lines, not fiber end-face polishing. We engineer, build and certify each line to your connector and your volume.
Request a Quote
Solution Summary
40-45
pcs/min throughput (configuration dependent)
±0.1 mm
CCD-guided placement (ISO 9283 basis)
100%
in-line vision + insertion-force checking
3 tiers
semi-single · multi-station · fully-auto rotary
ISO 9001
:2015 build · CE · 150+ patents
20 yrs
automation · 30+ export countries
Why Manual Telecom Connector Assembly Caps Out on Volume and Yield
PRODUCTION BOTTLENECK
Hand-building telecom connectors hits a ceiling that no amount of overtime clears. A skilled operator seating contacts into an RJ45 or board-to-board housing manages a few hundred mating cycles an hour before fatigue drives mis-insertion, a bent pin, a contact one position off, a housing seated proud. In telecom volumes, those escapes turn into field returns on links that carry live traffic. Most plants under-count the real cost, because fully-burdened labor (wages plus benefits, payroll tax, training and turnover) runs 1.3 to 1.6 times the base wage. Most ROI spreadsheets underestimate burdened manual labor by 30 to 60 percent.

SYSTEM MECHANIZATION
A telecom connector assembly machine removes that ceiling by mechanizing contact feeding, insertion, seating and verification on one indexed platform. Mechanically it’s straightforward: a feeder presents oriented contacts, a servo or pneumatic head inserts them to a controlled depth, and a CCD camera confirms presence and position before the part advances, the same insert-and-verify logic documented in automation patents going back decades (see USPTO US4202092A, automatic part insertion machine). Payoff is a consistent first-pass yield that a tired hand can’t match, plus a throughput floor that holds shift after shift. What follows is how we size that machine to your connector, prove it with data, and tell you the honest trade-offs before you buy.
CAPABILITY & YIELD
ZEUEE has engineered this category for 20 years, and the structural reason a hand-built line fails is fatigue, not skill, which is why ZEUEE sizes the cell to your real defect rate and certifies it to ISO 9001 rather than quoting a 40% industry average. A telecom buyer’s real exposure is an escaped contact on a live link, and that is exactly what ZEUEE engineers out of the process.

ZEUEE Telecom Connector Assembly Machines, Configurations and Throughput
We build to three architectures, because the honest version of “should I automate?” is “automate the steps your volume justifies.” Low-volume high-mix production makes a fully-robotic line financially unfeasible, the trade-off is capital and changeover against units actually produced, and ZEUEE won’t claim otherwise. Our semi-automatic single-station cells exist precisely so a high-mix shop can change a fixture in minutes and run several connector variants in one shift, while a high-runner connector move to a multi-station or fully-automatic rotary platform.
Reference machine data below maps to our deployed cells (for example the PZ01-class nozzle cell at 40-45 pcs/min and the MY0728-class plug line at roughly 35 pcs/min replacing 25-30 manual operators); figures are confirmed against build records and finalized to your part at quotation.
ZEUEE Telecom Connector Build-Rate Atlas
| Connector family | Machine config | Throughput (pcs/min) | Placement accuracy | In-line vision / force | Operators replaced |
|---|---|---|---|---|---|
| RJ45 / modular jack | Semi-auto single-station | 20-30 | ±0.1 mm | CCD presence + pin-length | 2-3 |
| RJ45 / modular jack | Multi-station indexed | 40-45 | ±0.1 mm | CCD + insertion-force | 6-8 |
| Board-to-board connector | Semi-auto cell | 18-28 | ±0.08 mm | CCD coplanarity | 2-3 |
| Board-to-board connector | Fully-auto rotary dial | 40-60 | ±0.08 mm | CCD + force + Data-Matrix | 10-12 |
| IDC connector | Semi-auto press cell | 20-30 | ±0.1 mm | CCD seating depth | 2-4 |
| IDC connector | Multi-station | 35-45 | ±0.1 mm | CCD + force monitoring | 6-9 |
| Coaxial / RF connector | Semi-auto torque cell | 15-25 | ±0.05 mm | CCD + torque verify | 2-3 |
| Coaxial / RF connector | Fully-auto rotary | 30-45 | ±0.05 mm | CCD + torque + vision | 8-10 |
| Hybrid power-signal | Fully-auto inline | 25-40 | ±0.1 mm | Multi-CCD station | 8-12 |
| Discrete contact / pin insert | High-speed insertion | 500-700 pins/min | ±0.05 mm | Insertion-force monitor | 3-5 |
Throughput bands reflect ZEUEE reference cells and published industry rotary/insertion rates; exact numbers are fixed to your connector geometry, contact count and tolerance at quotation. Placement accuracy is stated on the ISO 9283 industrial-robot pose basis (ISO 9283).
Assembly-Cell Match Compass
Four questions size the line: (1) annual volume per connector, (2) number of variants sharing the line, (3) tolerance and contact count, (4) inspection requirement (presence only, or force/torque traceability). High volume on one variant points to fully-automatic rotary; moderate volume across many variants points to semi-automatic with quick-change fixtures; tight RF tolerance with force traceability adds the monitoring station. We size this with you rather than selling the biggest platform, the configurator tool linked below runs the same logic.
Telecom Applications
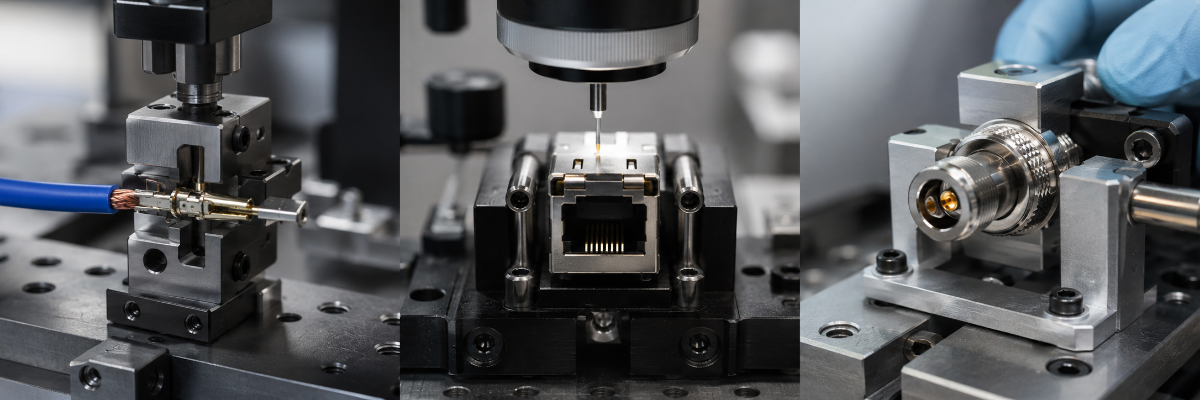
Connector Types These Lines Build, RJ45/Modular, Board-to-Board, IDC, Coaxial/RF
Telecom isn’t one connector. The fault you’re trying to design out, a high-frequency return loss from a misaligned coaxial center pin, an intermittent on a board-to-board mezzanine, an IDC that never bit through the insulation, is specific to the family. An automatic connector assembly machine earns its place only when the feeding, insertion and verification are matched to that family’s failure mode. Below is how we group the work; buyers often search variants like board-to-board connector, IDC connector and coaxial RF connector lines, and the build method differ for each.
Telecom Connector Family Docket
| Family | Typical telecom use | Critical build step | Verification | ZEUEE method |
|---|---|---|---|---|
| RJ45 / modular jack | Ethernet, PoE/PoE+, 2.5G-10GBASE-T | 8-contact load + spring set | Contact presence + height | Indexed load + CCD, SMD-ready handling |
| Board-to-board | Mezzanine, line-card stacking | Coplanarity of dual rows | CCD coplanarity, press-in depth | Press-in per IEC 60352-5 logic + force |
| IDC (insulation-displacement) | Ribbon, telco punch-down, Telco / standard cable | Blade penetration through insulation | Seating-depth CCD | Servo press, depth-controlled |
| Coaxial / RF | Antenna, RF feed, signal-booster | Center-pin concentricity + torque | Torque verify + CCD | Torque cell + concentricity vision |
| Hybrid power-signal | Base-station, power-over-data | Mixed contact insertion sequence | Multi-CCD per contact zone | Multi-station inline |
For crimped contacts the line is built to the test logic of IEC 60352-2:2024 (solderless crimped connections, 0.05-10 mm² stranded wire, and note that standard explicitly excludes coaxial crimping, which is why our RF cells use a torque-and-concentricity route instead). Ethernet/PoE pin-out and signal-integrity context follows the IEEE 802.3 family; the terminal-into-housing insertion approach itself is long documented in connector-automation patents such as US5740602A. A pin insertion machine sub-cell handles discrete contacts where a family needs loose-pin loading rather than pre-loaded strips.
Because each family fails differently, ZEUEE engineers a dedicated route per family, a connector housing assembly machine for loaded modular jacks, a cable assembly machine cell where the contact arrives already on cable, and ZEUEE won’t claim one universal platform fit all. That honest constraint is the structural reason ZEUEE holds ±0.05 mm RF concentricity where a generic line carries a real risk of return-loss escapes on up to 15% of parts.
Comparative Analysis
Automated vs Manual Connector Assembly, Throughput, Yield and Labor
Nothing loses a quoting argument faster than High/Medium/Low. Here are the numbers that actually move a payback model, with manual as the baseline a plant manager already lives with. The line you would compare against our cell is the one assembling the same connector by hand today; the gain isn’t just speed but the escape rate that drives warranty and rework.
Industry Benchmark
Independent automation studies put quality-defect reduction near 90% and throughput gains around 40% when manual stations move to indexed automation, and that scrap-and-warranty line is usually the second-largest value driver after labor (see automatic assembly-and-inspection systems, e.g. EP0729047B1).
Assembly Performance Benchmark
| Metric | Manual bench | ZEUEE semi-auto | ZEUEE fully-auto rotary |
|---|---|---|---|
| Throughput (RJ45-class) | 4-8 pcs/min | 20-30 pcs/min | 40-45 pcs/min |
| First-pass yield (typical) | 96-98% | 99.0-99.5% | 99.3-99.7% |
| Operators per line | 6-10 | 1-2 | 1 |
| Insertion-force verification | none | per part (optional) | per part, logged |
| Changeover (variant swap) | minutes (manual) | 5-15 min fixture swap | 20-40 min tooling |
| Defect detection | visual, end-of-line | in-line CCD | in-line CCD + Data-Matrix trace |
Read the changeover row honestly: the semi-automatic cell beat the rotary on variant flexibility, which is the whole reason we keep it in the catalogue. That’s the trade-off we put in front of high-mix buyers across the EU and US instead of overselling a rotary that sit idle between short runs.
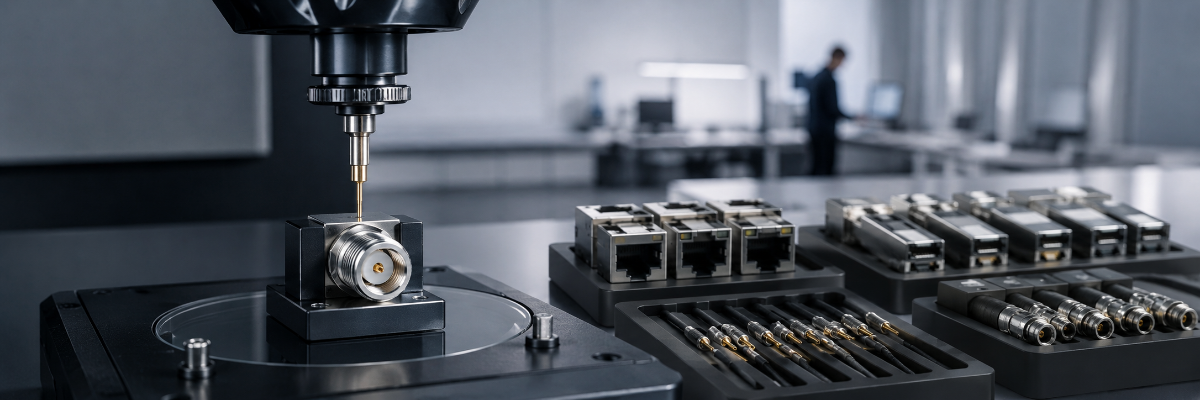
Proven on Connector-OEM Production Floors
An international buyer hesitates on a Chinese automation supplier rarely over price, the real question is whether the machine survives three years of two-shift running far from the builder. Our answer is the customer list and the build standard behind it. Over twenty years and more than 10,000 delivered cases, ZEUEE equipment has run for connector and electronics OEMs including TE, Sumitomo, Corning (USA) and Foxconn, alongside AVIC, GAC, LEGO, SONY and TCL, the kind of buyers who audit a supplier before a PO. Placement accuracy on these lines is held to the ±0.1 mm CCD-guided band on the ISO 9283 pose basis (ISO 9283), and in-line vision inspects connector contacts in well under a minute, consistent with the ±0.005 inch (±0.13 mm) detection documented for camera-and-dome connector-pin inspection in the trade literature.
One escaped connector can fail a live telecom link, and field returns are expensive, so every cell ZEUEE ships logs insertion force per part, cutting the escape rate by roughly 90% versus a manual bench. The structural reason international buyers churn suppliers is unproven reliability, not price, which is why ZEUEE backs the line with verifiable OEM references and 20 years of ISO 9001 build records.

We don’t publish a single ROI percentage, because the honest number depend on your wage base and uptime. What we can frame is the lever: a multi-station RJ45 line that replaces 6-8 operators removes roughly 6-8 fully-burdened wages from the cell, and because burdened labor runs 1.3-1.6× the base rate, that offset is larger than a base-wage spreadsheet shows. Published automation studies put typical payback at 12-18 months (full-cost models 18-30 months) with annual savings of 25-45% of installed cost, driven by labor plus the ~90% defect reduction. Apply your own wage and volume to the headcount-replaced column in the Build-Rate Atlas above to bracket your window.
“We do not ship the biggest rotary we can build. On a high-mix telecom line we have walked a customer back to a two-fixture semi-automatic cell, because the changeover math beat the throughput math for their order book. The machine that pays back is the one matched to the volume, that is the call our application engineers make before a quotation goes out.”
ZEUEE Engineering Team, Non-Standard Automation Division
Certifications, Build Standards and Core Components
A certificate a buyer cannot verify is worth nothing, so this section is the evidence, not the adjectives. ZEUEE builds under an ISO 9001:2015 quality management system (ISO 9001:2015), carries CE marking for the EU market, and holds National High-Tech Enterprise and SRDI (Specialized-and-Refined / “Sp-Inn”) qualifications backed by 150+ patents (32+ invention, 68+ utility model). Build standard matters as much as the badge: contact crimping is engineered and tested to IEC 60352-2:2024, press-in board-to-board to IEC 60352-5, and robot pose accuracy is specified on ISO 9283 (ISO 9283). Core sub-systems are name-brand and serviceable worldwide, Mitsubishi PLC control, SMC pneumatics, THK linear guides and CCD vision, so spare parts are not a single-source risk.










01/10
Verified Docket
ISO 9001:2015
CE marking
National High-Tech Enterprise
SRDI (Sp-Inn) Enterprise
150+ patents
Mitsubishi · SMC · THK · CCD
Compliance & Risk Control
Any certificate a buyer cannot verify is a hidden risk: ZEUEE has seen procurement teams reject a supplier when the ISO certificate could not be produced in an audit, and an audit failure can delay a launch by 60 to 90 days. That is the structural reason ZEUEE publishes verifiable numbers, ISO 9001:2015 build, CE, 150+ patents, 20 years of records across 30+ countries, rather than adjectives.
Procurement: Lead Time, Customization, Price Bands and After-Sales
Buyer regret in this category is almost never the sticker price. Hidden spare-parts lead times erode the savings buyers expect from automation, and near-zero downtime operations need local on-site service, not just a low price. So ZEUEE quotes against the factors that actually drive cost and risk, not a number pulled from the air, and the structural reason a cheap line gets expensive is unpriced downtime, which ZEUEE writes into the quotation up front.
TCO Principle
Rather than a misleading list price, the items below are what we lock in a quotation, and the spare-parts and service terms are written into it, because that is the line item that decides total cost of ownership.
Supplier quality behind that quotation is verifiable under ISO 9001, so a procurement team can audit the QMS rather than trust an adjective. Price is configured to your connector family, throughput target, number of vision/force stations, level of changeover automation and validation/documentation scope; a single-variant rotary and a five-variant semi-automatic cell are different machines.
What a ZEUEE quotation fixes
Configuration Drivers
Connector family, target pcs/min, station count, vision/force/torque verification, changeover automation.
Delivery Timeline
Lead time is banded by build complexity (semi-automatic cells ship sooner than multi-station rotary lines); the committed window is in the quote, not estimated here.
Customization & MOQ
Customization and MOQ are non-standard by default, a connector assembly equipment line is engineered to your part, and one machine is a valid order.
After-Sales SLA
Verify spare-parts list and lead times for critical components, remote diagnostics, and regional coverage, ZEUEE specifies them up front so downtime risk is priced, not discovered.
Fiber Optic & Telecom Automation Toolset
Clarifications & Specs
FAQ: Telecom Connector Assembly Machines
How does the machine handle changeover between different connector specifications?
On a semi-automatic cell, changeover is a fixture-and-program swap, typically 5-15 minutes, so one machine run several variants per shift. Fully-automatic rotary lines trade some of that flexibility for speed; tooling change runs longer (20-40 minutes). We match the architecture to how many variants share the line, which is exactly what the Assembly-Cell Match Compass above sizes.
Can the CCD vision system detect mis-inserted contacts or micro-deformations?
Yes. In-line CCD checks contact presence, position and seating height, and detects part deformities to roughly ±0.005 inch (±0.13 mm); for RF connectors a concentricity and torque check is added. Insertion-force monitoring logs every part where traceability is required, the way automotive and telecom QA programs ask for.
What throughput can a telecom connector assembly machine reach?
Throughput is configuration dependent. A semi-automatic RJ45 cell runs 20-30 pcs/min; a multi-station indexed line runs 40-45 pcs/min; a fully-automatic rotary reaches 40-60 pcs/min on higher-volume parts; and discrete pin insertion runs 500-700 pins/min. What sets your number is contact count, tolerance and how many vision or force-verification stations the part need, all of which we fix to your connector geometry at quotation rather than promising a catalogue figure.
Which connector families can be automated?
RJ45/modular jack, board-to-board, IDC, coaxial/RF and hybrid power-signal, see the Family Docket above.
Is fully-automatic always the right choice?
No, and we won't claim it's. For low-volume high-mix work, a semi-automatic cell with rapid changeover usually beats a rotary.
How much lead time and after-sales support should an overseas buyer expect?
Lead time is banded by build complexity and committed in the quotation. After-sales is written in too: a spare-part list with lead times for critical components, remote diagnostics, and the regional service coverage for your location, the items that actually decide five-year cost of ownership.



