Get in touch with Zeyu lntelligent Industrial Company

Connector Assembly Machines: A Complete Guide to Types, Process, and Selection
Updated June 2026
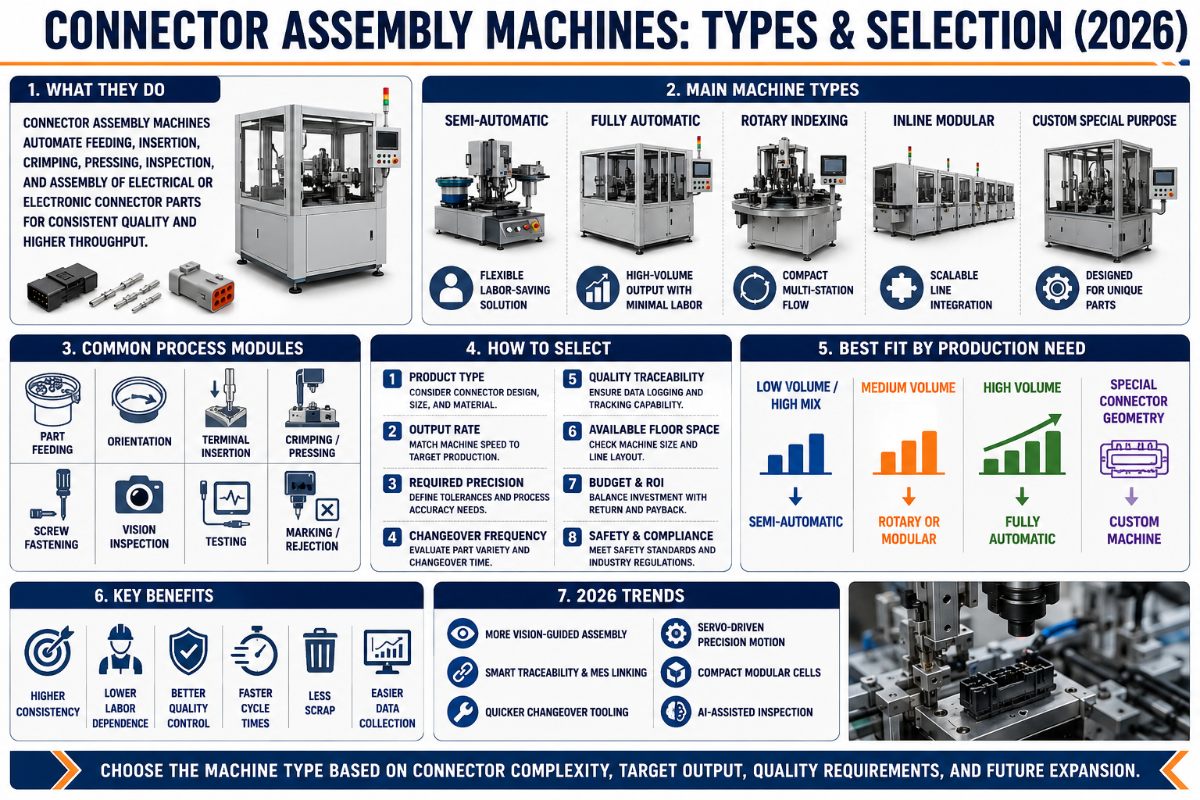
Connector assembly machines are the automated equipment that turns loose contacts, housings, and wire into a finished, tested connector. If you build connectors at any real volume, these machines decide your defect rate, your labor bill, and whether you can hold a tolerance no operator can hit by hand. This guide walks through what the machines actually do, the five stages of the assembly process, the main machine types, how to pick one, and the inspection standards that separate a good build from a recall.
Quick Specs: Connector Assembly Machines at a Glance
| What it does | Cuts/strips wire, forms or crimps contacts, inserts them into housings, then inspects 100% of parts |
| Automation levels | Hand tooling, semi-automatic cell, fully automatic line |
| Typical throughput | ~600 parts/hour on a single-station insertion+inspection machine; 10–17 contacts/min at a forming station |
| Tolerance held | Contact cut length to ±0.02 mm on servo lines |
| Inspection | CCD vision at every forming station; crimp pull-force and concentricity checks |
| Governing standards | IPC/WHMA-A-620 Rev F (2025), MIL-DTL-22520, NASA-STD-8739.4A, ISO 9001:2015 |
What Are Connector Assembly Machines?
A connector assembly machine is automated or semi-automated equipment that fabricates a connector: it cuts and strips wire, forms or crimps the metal contacts, inserts those contacts into a plastic housing, and verifies the result — anywhere from a single bench station to a full automated line.
The industry directory Connector Supplier groups this equipment into automatic assembly, semi-automatic cells, hand tooling, marking, and molding presses — one umbrella term covering a chain of very different jobs. As assembly equipment, these machines produce connectors by loading contacts into connector housings; the broader connector assembly equipment category even includes the molding presses that make the housings in the first place.
That chain matters because “connector assembly machine” is a category, not a single box. One machine might only press pins into a header. Another might run an entire line: braiding contacts from wire, crimping them, loading them into a shell, and inspecting every part before it ships. Where a machine sits in that chain is the first thing to pin down — it changes the price, the footprint, and the skills your team needs.
One scope note up front: this guide is about the machines that build the connector — forming contacts, crimping, and loading them into housings. That’s a different problem from installing a finished connector into a cable assembly or mating it inside a product, which stays largely manual and is an open robotics challenge of its own (deformable cable, pose variation, force-limited insertion). If cable-assembly building is your real question, start with the cable-assembly guide linked below instead.
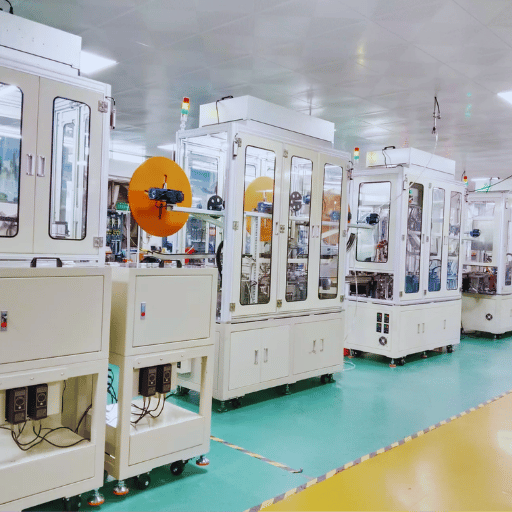
What these machines really buy you is repeatability. On ZEUEE’s twist-pin lines, a cut-and-weld station holds contact length to ±0.02 mm and rejects out-of-band parts before they ever reach crimping — a tolerance band a human simply cannot hold for an eight-hour shift. For a full lineup of these machines by connector type, see ZEUEE’s connector assembly machines range.
The Connector Assembly Process, Step by Step
The connector assembly process runs in five stages: wire preparation, contact forming or crimping, insertion into the housing, seating verification, and inspection with electrical test. Each stage has a control point where most defects are caught — or escape. Below is what we call The 5-Step Connector Assembly Sequence, with the failure mode each station guards against.
The 5-Step Connector Assembly Sequence
| Stage | Station / Action | Control point |
|---|---|---|
| 1. Wire prep | Cut to length, strip insulation | Strip length ±0.2 mm; no nicked strands |
| 2a. Contact forming | Braid / cut-weld / expand contact from wire | Contact length ±0.02 mm |
| 2b. Crimp | Crimp contact to conductor (4-point) | Crimp height + pull force vs MIL table |
| 3. Insertion | Singulate and press contact into housing | Full seating; correct cavity; latch engaged |
| 4. Seating check | Retention / push-back verification | No back-out under spec pull |
| 5a. Vision inspect | CCD camera, 100% of parts | Bent pin, missing contact, wrong polarity |
| 5b. Electrical test | Continuity / hipot where required | Open / short / insulation resistance |
| 5c. Sort / mark | Reject diversion, lot marking | Traceability to lot + tool |
Sequence synthesized from process steps in Connector Supplier, a field-terminal stitching machine case study (SDC), and ZEUEE production data.
Stages 2b and 3 are where hand assembly falls apart. Practitioners on electronics forums describe the same trap again and again: a crimp has two sets of wings — one grips the conductor, one grips the insulation — and getting both right by hand, on a 0.1″ pin, is genuinely hard. A pin insertion machine removes that operator variance, and a dedicated connector crimping machine holds crimp height to a window the pull-test will pass. One published process patent (CN106532315A) even describes a production method for forming high-current connector reeds — evidence that contact forming is its own engineering discipline, separate from housing assembly.
Types of Connector Assembly Machines
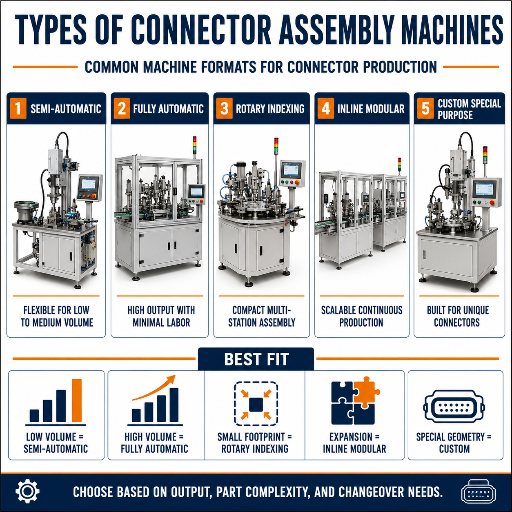
Connector assembly machines split two ways: by what they do (function) and by which connector family they build (form factor). Reading both columns together is how you avoid buying a machine that runs fast but can’t hold your connector’s pitch. These range from a single bench tool to high-speed automated assembly systems; vendors market them as turnkey assembly solutions, but the real automation assembly content varies enormously between a semi-automatic cell and a full line. Here is the functional split first.
| Machine type | Job | Typical output |
|---|---|---|
| Contact-forming (twist-pin) | Braid/weld twist-pin or hyperboloid contacts from wire | 50 m/min braiding; 10–17 contacts/min |
| Crimping machine | Crimp stamped contacts to wire | Crimp height held to die window |
| Pin insertion machine | Press contacts/pins into housings or PCBs | ~600 parts/hour single station |
| Housing assembly cell | Load contacts, seals, and accessories into shells | Cavity-coded, latch-verified |
| Inspection automation | CCD vision, force, leak, continuity test | 100% inspection efficiency |
| Wire cut & strip | Cut to length and strip insulation upstream | Strip length ±0.2 mm |
| Marking / laser | Lot and part marking for traceability | Readable code, no contact damage |
| Sealing / overmold | Insert seals or overmold for sealed connectors | Leak-tested, no voids |
| Integrated line | All stations interlocked end to end | Single-piece flow, full traceability |
Now the form-factor split. The same functional machine is tooled differently for a rugged circular shell than for a 0.635 mm Nano-D, and that tooling is most of what you pay for.
| Connector family | Standard / pitch | Machine note |
|---|---|---|
| Circular (MIL) | MIL-DTL-38999 / MIL-DTL-26482 | Circular connector machine, shell indexing |
| Rectangular / D-sub | Micro-D MIL-DTL-83513, 1.27 mm | D-sub connector machine |
| Nano-D | MIL-DTL-32139, 0.635 mm | High-precision servo + vision mandatory |
| PCB / board-to-board | Header pitches 0.5–2.54 mm | PCB connector assembly line |
| RF / coaxial | Precision center-contact concentricity | Tight concentricity tooling |
| Automotive | Sealed, high-voltage (EV) | Seal insertion + leak test |
| Wire-to-board / IDC | Insulation-displacement contacts | IDC press, no strip needed |
Twist-pin and hyperboloid contacts deserve a flag: they are formed, not stamped, so they need a twist-pin contact machine upstream of any housing cell. If your spec calls for these, read the dedicated twist-pin braiding machine guide before you scope the line.
Manual vs. Semi-Automatic vs. Fully Automatic
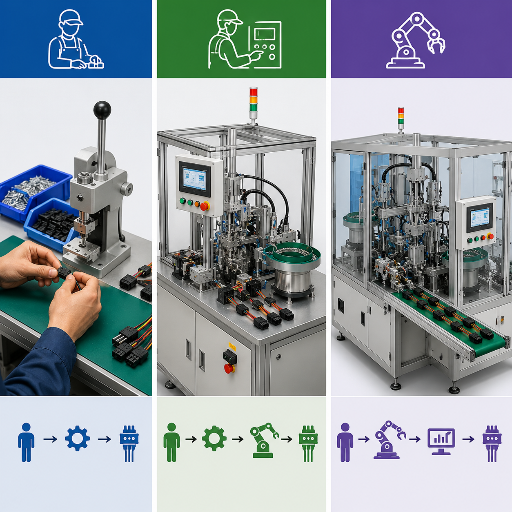
Honestly, more automation is not always the right call. Manual hand assembly still wins on flexibility for low-volume, ultra-custom, or fast-changing builds, and several assembly engineers argue the optimal setup is often a combination of automation levels rather than a fully automatic line. Peer-reviewed work on flexible, vision-fed feeding frames it as a three-way choice — manual, flexible-semi-automatic, and rigid full automation — not a binary. Automated contact forming is itself a documented, patented process (see patent CN106532315A), which is why at volume the machine, not the operator, sets the quality floor. We call the volume band where each one wins the Connector Automation Break-Even Window.
| Annual volume | Mix | Best fit | Why |
|---|---|---|---|
| < ~5,000 | High mix, prototypes | Hand tooling | Setup cost outweighs automation under ~100 units/run |
| ~5k–100k | Medium mix | Semi-automatic cell | Operator loads, machine crimps/inserts/inspects |
| 100k–1M | Low mix, stable | Fully automatic single line | Labor offset + 100% inspection pays back |
| > 1M | Single product | Interlocked multi-station line | Single-piece flow, lowest cost per part |
| Any (MIL/aero) | Traceability-driven | Automatic + 100% inspection | A field failure means recall, not rework |
Is automated connector assembly always cheaper than manual?
No. For low-volume, ultra-custom, or fast-changing builds, manual assembly stays below break-even and keeps the flexibility automation throws away. Industry sources are blunt about it: under roughly 100 units per run, tooling and setup cost usually outweigh the labor you’d save. Automation earns its keep at volume, where it offsets labor and replaces operator judgment with a camera that checks 100% of parts. Treating “automated” as a synonym for “better” is the trap. It isn’t; it’s a volume-and-risk decision.
Key Specifications & How to Select a Machine
Picking a connector assembly machine comes down to six variables. Score each one against your own connector and you’ll see fast whether a candidate fits or you’re forcing a square peg. We use The 6-Variable Machine-Fit Score — rate each line 0–2, and a total below 8 means keep looking.
The 6-Variable Machine-Fit Score
| Variable | What to ask |
|---|---|
| Throughput | Does rated parts/hour beat your takt with margin? (e.g., ~600/hr) |
| Tolerance | Can it hold your contact’s length/pitch (down to ±0.02 mm)? |
| Contact type/pitch | Stamped, formed, or IDC? Pitch 0.635–2.54 mm? |
| Inspection | CCD at every station, or only end-of-line sampling? |
| Changeover | Tool-change time and cost between connector variants? |
| Footprint & control | Floor space and a control stack your line already runs? |
Good cells are customizable: you tailor the tooling module by module, so a pneumatic insertion press or a plug-loading head swaps in for the connector you run — a circular shell, a board-to-board header, or high-voltage connectors for EV work.
Worked example: a buyer needs 250k Micro-D connectors a year at 1.27 mm pitch with full traceability. Throughput target ~150/hr — a 600/hr machine clears it (2). Tolerance and pitch are in band (2+2). They require 100% CCD, which the candidate has (2). Changeover is one variant, so low priority (1). Footprint fits (2). Score 11/12 — buy. Swap in a 0.635 mm Nano-D and the tolerance/pitch scores drop unless the machine carries servo motion and per-station vision.
📐 Engineering Note
For MIL-spec contacts, set crimp acceptance against the MIL-DTL-22520 tensile table for the wire gauge, and pull-test at 25 mm/min per the IPC/WHMA-A-620 method, and verify crimp-contact pull against NASA-STD-8739.4A. Mechanical accuracy on tight-pitch lines comes from servo motion plus precision linear rails and ground tooling — not from running a general-purpose cell faster.
Quality, Inspection & Industry Standards
Quality on a connector assembly machine is held by inspecting 100% of parts at every forming station and pull-testing the crimp against a published table — not by trusting the operator. Vision makes the accept-or-reject call, and the crimp either passes the tensile minimum for that wire gauge or the part is diverted. That turns quality control from a sampling exercise into 100% error detection, which is exactly what high-quality MIL and aerospace builds demand. Three bodies set the bar.
“A crimp barrel either shows a clean bellmouth and full conductor brush, or it doesn’t — and at Class 3 there’s no in-between. The machine’s job is to make that call on every part, not one in fifty.”
— Cable-assembly quality engineer, IPC/WHMA-A-620 trainer
- ✔IPC/WHMA-A-620 Rev F (2025) — the current consensus standard for cable and wire-assembly acceptance; defines crimp criteria, the Class 3 bellmouth, and inspection magnification. See IPC. Specify Rev F, not the older Rev D/E.
- ✔MIL crimp + pull testing — crimp tensile minimums follow MIL-DTL-22520 tables; NASA-STD-8739.4A spells out crimp-contact pull and crimp-ring testing for connector types.
- ✔Crimp as a field-inspectable joint — a CDC/NIOSH study and Purdue research both show crimp compression and contact length are measurable reliability signals, which is exactly what vision and force stations watch.
- ✔ISO 9001:2015 — the quality-management wrapper auditors expect around the line; see ISO 9001.
This is where dedicated connector inspection automation and CCD vision inspection systems earn their cost: they turn “we think it’s good” into a lot record an auditor can read.
Cost, ROI & Build-vs-Buy Considerations
A connector assembly machine isn’t priced from a catalog — it’s built from your connector. Five things drive the number: how many build stations the chain needs, the contact type and pitch, how deep the inspection goes, the throughput target, and whether you want standalone cells or one interlocked line.
Any connector manufacturer moving from hand work into automated manufacturing is really buying a tooling package, and most of the quote is the cost to customize fixtures, vision models, and jigs to one specific part.
At one end sits a single insertion-plus-inspection station; at the other, a full twist-pin line with per-station vision. Automated cells reduce labor and raise machine utilization, lowering the operational cost per part once the production process is stable — the same logic that governs cable connector assembly one level up. Easy to miss is the defect cascade: research on crimp-connection reliability (see Purdue e-Pubs) shows a weak crimp fails in the field, not on the bench — where it would have been cheapest to catch.
✔ Where automation pays back
- Labor offset at 100k+ parts/year
- 100% inspection kills the escaped-defect cascade
- Lot + tool traceability for MIL/aero recalls
- Tighter, repeatable tolerance than hand work
⚠ Where it doesn’t
- Runs under ~100 units — setup cost dominates
- High-mix prototype shops needing flexibility
- Connectors changing design every quarter
- No in-house skill to run/maintain the cell
Build-vs-buy usually resolves on two facts: your annual volume and whether a field failure is a rework or a recall. If you’re below break-even and flexible, buy hand tooling and a semi-automatic connector crimping machine. If you’re at volume with traceability on the line, an automated cell is the cheaper answer over its life — and the cable assembly machine guide covers the same math one level up at the cable-assembly level.
Industry Outlook: What’s Changing in 2026

The force pushing connector assembly toward automation in 2026 isn’t market size — it’s physics and supply chains. Connectors keep shrinking: a Nano-D contact sits on a 0.635 mm pitch, below the band a human can place reliably, so for those parts automation stops being a cost choice and becomes the only way to build at all. Meanwhile, defense and aerospace demand full lot traceability on MIL-DTL contacts, which a manual bench can’t produce, and reshoring of cable-assembly and connector work is putting new lines on domestic floors that used to be offshore manual labor.
Trade press confirms the direction: Connector Supplier notes that cable-assembly automation has only become real in the last two or three years, starting with lower-voltage cable and moving up. Standards are moving too — IPC/WHMA-A-620 reached Rev F in 2025, so any line bought in 2026 should be accepted against the new revision.
For broader context on building these lines, the production line automation guide is the next step. Market growth sits at a low-double-digit rate, but treat that as backdrop — and a noisy one, since broader industrial-robot installations actually fell in Europe and the Americas in 2024, per the IFR World Robotics 2025 summary. Automation adoption is uneven, not a tide lifting every shop. Your buying decision turns on pitch, traceability, and where your labor lives, not on a CAGR.
Picture a defense supplier pulling a MIL-DTL-38999 contact line back onshore in 2026. The pain isn’t the headline growth number — it’s that the hand-assembly crew that ran the offshore line didn’t come with it, and a 0.635 mm Nano-D contact won’t survive a new operator’s learning curve. That supplier’s real 2026 problem is whether an automated cell with 100% CCD inspection and lot traceability can be standing and accepted against IPC/WHMA-A-620 Rev F before the program’s first delivery — a schedule question, not a market-size one. That is the shape the outlook takes on the floor: a labor-and-tolerance squeeze that automation answers, or doesn’t.
FAQ — Connector Assembly Machines

Q: What is a connector assembly machine?
View Answer
A connector assembly machine is automated or semi-automated equipment that fabricates an electrical connector. It cuts and strips wire, forms or crimps the metal contacts, presses those contacts into a plastic housing, and inspects the finished part. Depending on configuration it can be a single station — say, a pin insertion machine — or a full interlocked line that runs from wire to a tested, traceable connector with 100% vision inspection along the way.
Q: What is the difference between a connector assembly machine and a crimping machine?
View Answer
Crimping machines do one job in the chain: it crimps a contact onto a conductor to a controlled height. A connector assembly machine is the broader category that may include crimping plus contact forming, insertion into the housing, seating verification, and inspection. Put simply, every crimping machine is a connector-assembly tool, but most connector assembly machines do far more than crimp — the crimp is just stage two of five.
Q: How are electrical connectors assembled?
View Answer
Electrical connectors are assembled in five stages. The wire is cut and stripped, the contact is formed or crimped onto the conductor, then inserted into the correct housing cavity and seated until the latch engages. Seating is verified against a pull spec, and finally every part is inspected by CCD vision and, where required, electrically tested before it’s marked and sorted.
Q: How much does a connector assembly machine cost?
View Answer
There’s no list price — cost is built from station count, contact pitch, inspection depth, throughput, and whether you want cells or one line. A single insertion station and a full twist-pin line differ by an order of magnitude.
Q: Manual vs automatic connector assembly — which is better?
View Answer
Neither is universally better — it’s a volume and risk decision. Manual wins below roughly 100 units per run and for high-mix custom work. Automatic wins at volume and wherever a field failure means a recall, because it offsets labor and inspects 100% of parts. Many shops land on a semi-automatic middle ground.
Q: Can one machine assemble different connector types?
View Answer
Often yes, with a tool change. A well-built cell handles a family of connectors by swapping fixtures and vision models, though pitch extremes — a 0.635 mm Nano-D versus a rugged circular — usually need dedicated tooling rather than a shared setup.
About This Equipment Guide
The throughput, tolerance (±0.02 mm), and pitch figures in this guide come from ZEUEE’s own connector tooling builds — six-station twist-pin lines, CCD inspection at every forming station, and MIL-DTL contact assembly. Standards criteria are cited to IPC, NASA, CDC, and Purdue sources, not presented as ZEUEE measurements. Where the industry data and our build data differ, we’ve said which is which. Reviewed by the ZEUEE technical team.
Scoping a connector assembly line for a specific contact or standard?
Related Articles
- Connector Crimping Machine: Types, Selection & Quality — the crimp stage in depth
- Wire and Cable Assembly Machine Guide — one level up from the connector
- Nano Twist Pin Machine: Buyer’s Guide for Nano-D — 0.635 mm pitch assembly
- Production Line Automation Guide — building the full line



