Get in touch with Zeyu lntelligent Industrial Company

A vendor-neutral buyer’s guide · Updated June 2026
Smart factory solutions are the connected technologies, sensors, software, automation, and analytics, that turn a conventional plant into a data-driven operation that monitors, predicts, and adjusts itself. This is a vendor-neutral guide to the whole category: the ten solution domains, what each one actually deliver, what it really costs, and how to choose without getting locked in. If you already know you want a done-for-you build, ZEUEE’s whole-factory smart factory solutions cover the implementation side; this article is the map you read first.
In one paragraph: A smart factory solution connects machines, sensors, and software so production data flows in real time and drives action, predictive maintenance, automated inspection, or autonomous material handling. It isn’t one product but a stack of ten technology domains layered on a connectivity backbone. The biggest cost and the biggest failure point are the same thing: integration, not hardware.
Key takeaways
- Integration, not new machines, is usually the largest cost and the most common reason projects stall.
- You rarely need to replace working equipment; most early wins come from retrofitting sensors and connectivity onto legacy assets.
- Match the solution to your #1 measurable problem (downtime, defects, visibility), not to the trendiest technology.
- Unplanned downtime costs Fortune Global 500 companies an estimated 11% of their annual turnover, on the order of $1.4 trillion (Siemens analysis).
- In 2026 the frontier is agentic AI that acts on the floor, but it works inside human-set guardrails, not on its own yet.
Smart Factory at a Glance
| What it is | A connected, data-driven facility (the physical side of smart manufacturing / Industry 4.0) |
| Core domains | IIoT, SCADA/edge, MES, ERP/PLM, machine vision, predictive maintenance, robots/cobots, AGV/AMR, digital twin, AI analytics |
| Reference frameworks | NIST Smart Manufacturing, ISA-95 / IEC 62264, CESMII Smart Manufacturing framework |
| Top outcome metrics | OEE, unplanned downtime, first-pass yield, scrap, labor hours, ROI |
| Biggest cost driver | Systems integration + data + change management (often >50% of total cost) |
What Smart Factory Solutions Actually Are (and How They Differ From Smart Manufacturing & Industry 4.0)

Smart factories and smart manufacturing, along with Industry 4.0, get used interchangeably, but they sit at different levels. A smart factory is the connected physical facility. Smart manufacturing is the broader strategy of using digital technology to coordinate people, machines, and processes, across the whole supply chain, not just one plant. Industry 4.0 (the Fourth Industrial Revolution) is the era that frames both, built on cyber-physical systems. Put simply: Industry 4.0 is the why, smart manufacturing is the how, and a smart factory is the where. The confusion has a real cost: many teams buy a “smart” tool, bolt it onto a disconnected line, and see no change, an expensive mistake repeated across the industry, because the gain was never in the box. Most plants are still early in the shift, in Oracle’s widely cited maturity model, the majority sit at “Level 1,” basic data availability, where data is collected but not yet connected or acted on.
What makes smart factories different isn’t the mere presence of automation, most plants have had barcode scanners, PLCs, and machinery on the factory floor for years. It’s that those islands interconnect, so data flows continuously across manufacturing operations and turns into action. This is the heart of digital transformation in industry: not new machines, but connected ones. The U.S. NIST Smart Manufacturing program frames this around a digital thread that links design, production, and business systems; NIST’s standards landscape report (IR 8107) describes the smart-manufacturing ecosystem across product, production, and business dimensions.
| Term | Scope | In plain words |
|---|---|---|
| Industry 4.0 / 4IR | The era | Cyber-physical systems reshaping how things are made |
| Smart manufacturing | The strategy | Connecting people, machines, and data across the value chain |
| Smart factory | The facility | A single plant that puts that strategy into practice |
Key takeaway: you don’t “buy a smart factory.” You assemble smart factory solutions, domain by domain, on top of a connected data backbone. (You’ll also hear digital factory, intelligent factory, or smart factory systems used loosely for the same smart factory concept.)
What do real smart factories look like?
The clearest smart factory examples come from the World Economic Forum’s “Lighthouse” network of recognized plants. LG’s Changwon factory cut warehouse space by 30% and material-transport time by 25% using automated guided vehicles on a 5G network. Siemens’ Amberg electronics works produces 17 million components a year with AI-based inspection of solder and welds. Ford photographs every weld on its electric F-150 line and uses AI to flag defects before the part move on. What separates a successful smart factory from traditional manufacturing in these cases isn’t a single machine, it’s the factory transformation of connecting machines and devices, hardware and software, into one analyze-data loop.
The 10-Domain Smart Factory Blueprint
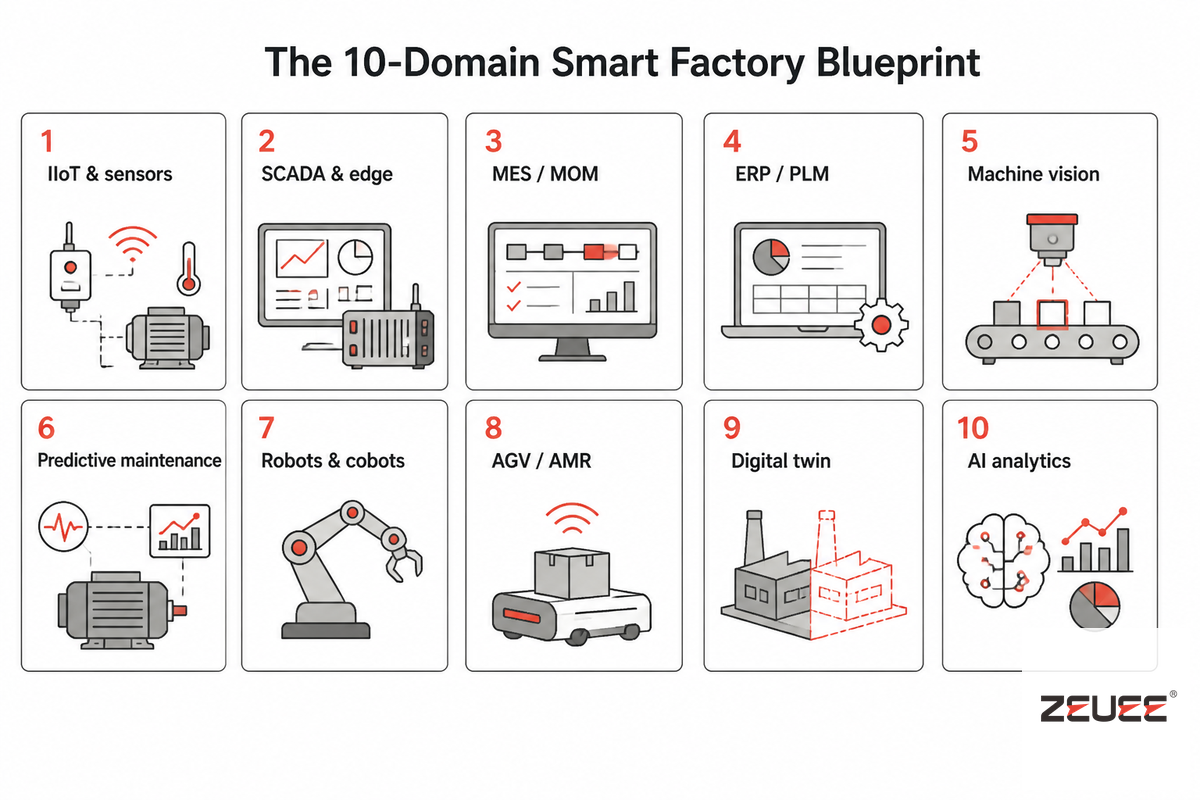
Ask three vendors what a smart factory is and you’ll get three product catalogs. It’s more useful to see the category as ten solution domains, each answering a different question and each with a realistic prerequisite. The table below is the 10-Domain Smart Factory Blueprint, use it to locate where your problem lives before anyone quotes you hardware.
| No. | Solution domain | What it does | Primary outcome | Typical prerequisite |
|---|---|---|---|---|
| 1 | Industrial IoT (IIoT) & sensors | Instrument machines; capture real-time data | Visibility | Edge gateways on assets |
| 2 | SCADA & edge computing | Supervise and pre-process signals near the machine | Low-latency control, less data noise | IIoT sensors |
| 3 | MES / MOM | Execute and record production orders | Traceability, live OEE | Shop-floor connectivity |
| 4 | ERP / PLM integration | Sync planning, inventory, and design data | Closed-loop planning | A shared data model (ISA-95 mapping) |
| 5 | Machine vision / AOI | Automated optical inspection of parts | Fewer defects escaping | Lighting, fixturing, cameras |
| 6 | Predictive maintenance (PdM) | Condition-monitor and forecast failures | Less unplanned downtime | Sensors + a data historian |
| 7 | Industrial robots & cobots | Automate handling, assembly, welding | Labor offset, consistency | Cell design + safety |
| 8 | AGV / AMR material handling | Move material autonomously between cells | Better flow, less work-in-process | Facility mapping |
| 9 | Digital twin | Virtual replica for simulation and what-if | Faster changeover, lower risk | A clean data backbone |
| 10 | AI analytics / agentic AI | Turn data into recommendations and actions | Better decisions; emerging autonomy | Clean data + governance |
Domains and prerequisites compiled from NIST, ISA-95, and CESMII reference material plus field deployment experience.
A handful of these domains are the recurring building block you’ll see in almost every smart factory initiative: the Industrial Internet of Things, cloud computing, artificial intelligence, advanced analytics, and 3D printing (additive manufacturing). These smart factory technologies and smart manufacturing solutions span the whole stack, from sensors up through software platforms and software systems, and they only deliver manufacturing efficiency when they share one view of the manufacturing process rather than running as isolated smart technologies. A useful pattern hides in that table: domains 1–4 build the nervous system (sense and connect), 5–8 are where most plants see fast, visible returns (inspect, maintain, move), and 9–10 are the high-value layers that only pay off once the first eight are feeding them reliable data. Patent activity confirms where the frontier sit, recent filings cluster on digital twins for model-based predictive maintenance and AI validation of those twins, not on yet another sensor.
For the inspection and maintenance domains specifically, the build-it-yourself question get technical fast, our deeper guides on machine vision inspection systems and automated testing equipment break down those two domains in detail, and industrial robot integration covers domains 7 and 8.
The 4-Layer Smart Factory Backbone: Why Integration Decides ROI
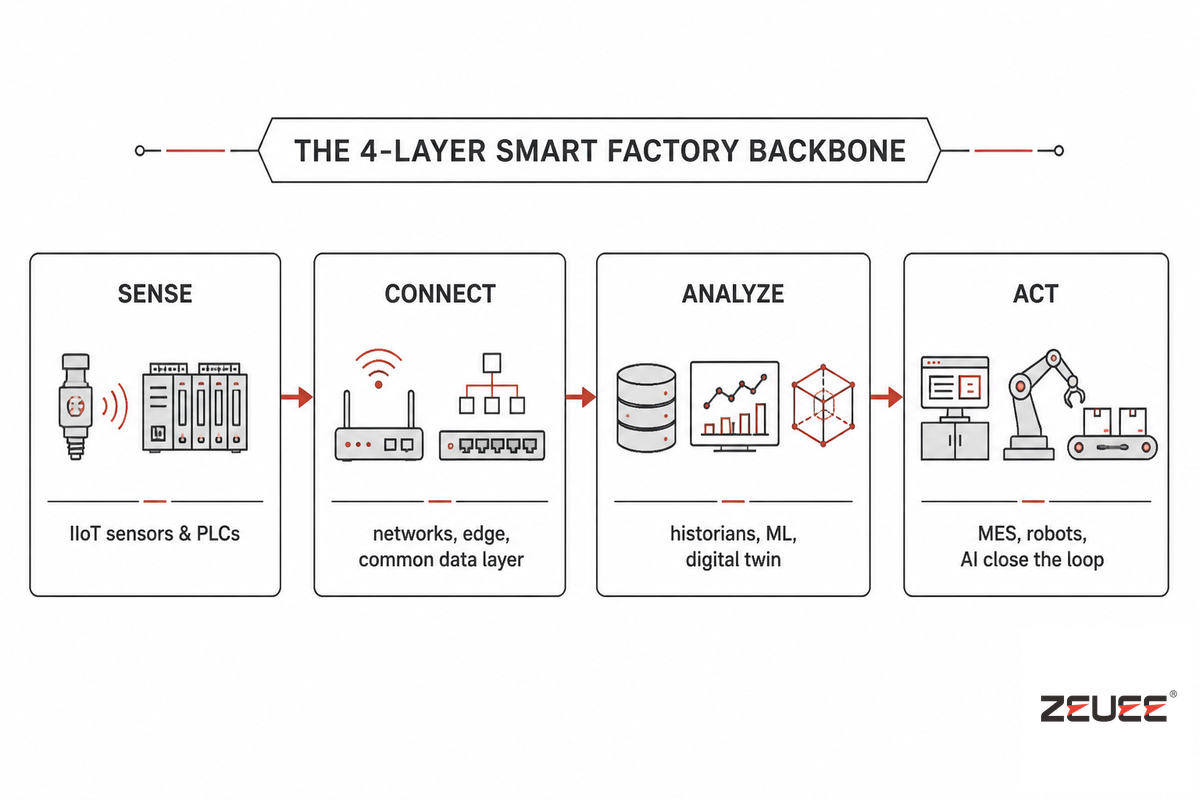
Every domain above runs on the same four-layer backbone, and the order matter more than the brand of any single box. We call it the 4-Layer Smart Factory Backbone: Sense → Connect → Analyze → Act.
- 1.Sense, IIoT sensors and existing PLCs generate real-time data on temperature, vibration, cycle time, and quality.
- 2.Connect, networks, edge computing, and a common data layer move that data without silos. This is where interoperability standards live: ISA-95 / IEC 62264 for enterprise-to-control integration and OPC UA for machine-to-machine connectivity.
- 3.Analyze, historians, big data tooling, machine learning, and digital twins turn raw signals into patterns and forecasts.
- 4.Act, MES, control systems, robots, and increasingly AI close the loop by triggering a maintenance order, a re-route, or a corrected weld.
Here’s the contrarian truth most vendor pages skip: integration is the most underrated lever, and it’s necessary but not sufficient. Field practitioners routinely report that integration cost more than the hardware itself, and that the “Connect” and “Analyze” layers, not shiny machines, are where value is won or lost. Industrial-AI researchers make the same point from the other side: data management and heterogeneous integration remain the critical bottlenecks. But integration alone won’t carry a project. OT cybersecurity, equipment safety, and workforce capability are co-requisites, a connected line is also a larger attack surface, which is exactly why NIST SP 800-82 Rev. 3 treats operational-technology security as a first-order design constraint, not an add-on.
“The projects that succeed treat the data layer as the product. We have watched plants spend months instrumenting machines, then discover the real work, and most of the cost, was making those signals agree with each other. The robot was never the hard part.”
ZEUEE engineering team, from 10,000+ automation builds across 30+ countries
On the shop floor, the aim is intelligent automation that ties factory systems and factory operations together, robotics and automation, plus automation and AI, all working from the same data instead of separate dashboards. A note on standards scope, since it is widely misunderstood: ISA-95’s Levels 0–4 are a useful functional reference hierarchy (Level 0 physical process, Level 1 sensing, Level 2 monitoring/SCADA, Level 3 MES/MOM, Level 4 ERP). But the standard’s integration core, as defined in ISA-95 / IEC 62264, is really about the Level 3-to-Level 4 enterprise-control boundary. Treat it as a shared language for integration, not as a complete blueprint for the whole smart factory.
Match the Solution to the Problem, Not the Hype
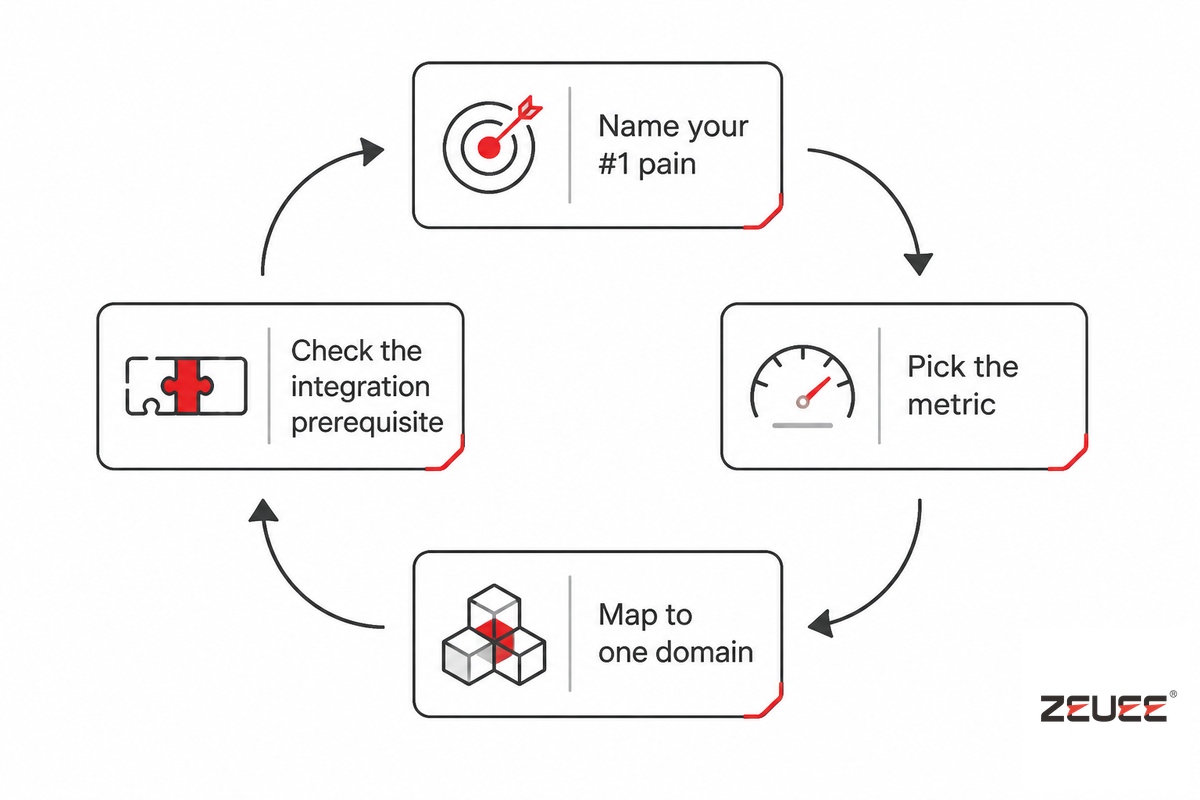
The fastest way to waste a budget is to start from a technology you read about instead of a problem you measure. Use the Outcome-First Selection Loop: (1) name your single most expensive pain, (2) pick the metric that proves it, standards such as ISO 22400 define common manufacturing KPIs to anchor on — (3) map that metric to one starting domain, (4) check the integration prerequisite before you buy. Then repeat for the next pain, one loop at a time, not all ten domains at once.
| If your biggest pain is… | Start with… | Because… |
|---|---|---|
| Unplanned downtime eating output | Predictive maintenance + IIoT sensors | Fastest, clearest ROI on a known-bad asset |
| Defects reaching customers | Machine vision / AOI | Catches faults at the source, before shipment |
| “We can’t see what’s happening” | MES + IIoT visibility | You need real-time truth before you automate anything |
| Scarce labor on repetitive tasks | Robots / cobots, AGV / AMR | Offsets labor and stabilizes throughput |
| Data everywhere, decisions nowhere | A unified data layer + AI analytics | Ends the “data graveyard” so signals drive action |
This is the discipline behind every successful rollout: be led by value, not by technology. A new plant owner on r/manufacturing summed up the opposite failure mode, inheriting an “MES” and a wall of analytics dashboards, yet being “no longer confident” anything was actually improving. A tool isn’t an outcome.
What Smart Factory Solutions Cost, Including the Costs Nobody Quotes
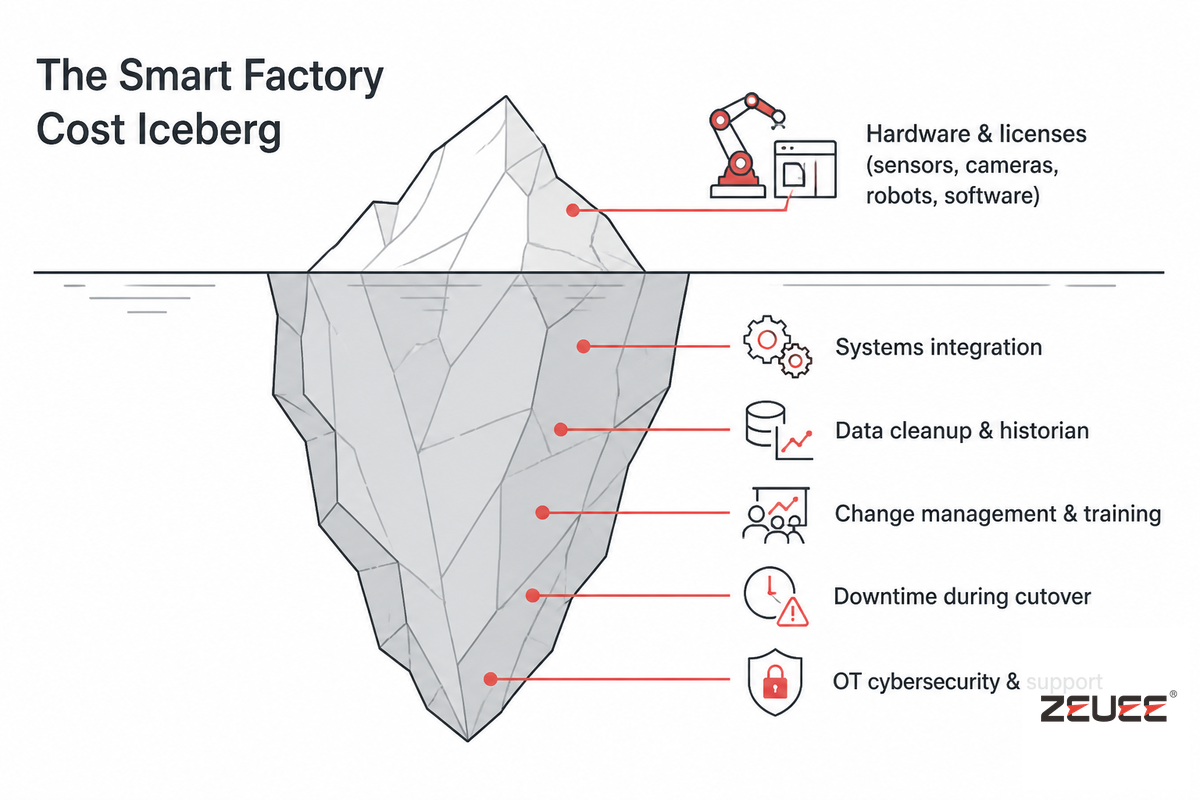
Vendors quote the part you can see. The Smart Factory Cost Iceberg is everything below the waterline, and on most projects it’s the majority of the total cost of ownership.
Above the waterline (visible)
- Sensors, gateways, cameras, robots
- Software licenses (MES, analytics)
- Servers / cloud subscription
Below the waterline (the iceberg)
- Systems integration & middleware
- Data cleanup, historian, data modeling
- Change management & operator training
- Downtime during cutover
- OT cybersecurity & ongoing support
There is no single price tag for “a smart factory solution” because cost scales with how connected and how custom the work is. A single predictive-maintenance retrofit on one critical asset can be a few tens of thousands of dollars; a plant-wide MES with full ERP integration runs into seven figures. What stays constant is the ratio: across deployments, the integration, data, and change-management layers frequently exceed the hardware spend, mapping your machines to a shared model such as IEC 62264 (ISA-95) is painstaking, billable work. Consider a mid-size supplier that approved a $120,000 budget for sensors and an analytics dashboard, then spent roughly $180,000 more over the next year on integration, historian setup, and retraining two shifts. The project worked, but most of the real cost lived below the waterline, exactly where the original budget didn’t look. Budget for the iceberg, not just the tip, and you avoid the most common form of project regret. (Cost ranges are directional and vary by plant, scope, and region, get a scoped quote against your own assets.)
How to Evaluate a Solution or Vendor Without Getting Locked In

Because the value live in integration, the most dangerous trap is a solution that strands your data inside one vendor’s walls. Evaluate against interoperability and exit-ability first, features second.
- ✔Interoperability: does it speak open standards, OPC UA, MQTT, ISA-95-aligned models, or only its own protocol?
- ✔Data ownership & exportability: can you export your historian and configurations if you leave? If not, that’s lock-in.
- ✔OT cybersecurity: does the architecture follow NIST SP 800-82 Rev. 3 guidance for operational-technology security and network segmentation?
- ✔Scalability: can you start with one cell and grow to a line and a plant without re-platforming? Favor scalable solutions and an architecture that grows toward plant-wide industrial automation, with focused solutions for your specific lines rather than a one-size platform.
- ✔Fit to how you buy: whether you choose a smart factory platform, standalone manufacturing software, or a custom software solution, the integration logic must match your machines.
- ✔Verifiable references: ask for a customer in your industry running at your scale, and call them.
On build-versus-buy: standard solution domains (a vision cell, an MES module) are usually best bought; the integration logic that ties your specific machines together is where a custom custom automation equipment partner earns its keep. For a phased plant rollout, a turnkey automation systems approach keeps one party accountable for the integration seams.
Where Smart Factory Projects Go Wrong (and the ‘Rip-and-Replace’ Myth)
Most smart factory failures aren’t technical. Surveys of stalled programs point to the same culprits: no clear strategy, legacy silos, weak data, cultural resistance, and cybersecurity treated as an afterthought, the very failure mode NIST SP 800-82 exists to prevent. One framing worth internalizing, recent research argues AI failure is fundamentally an organizational learning problem, not a technology deficit. The machines were rarely the issue.
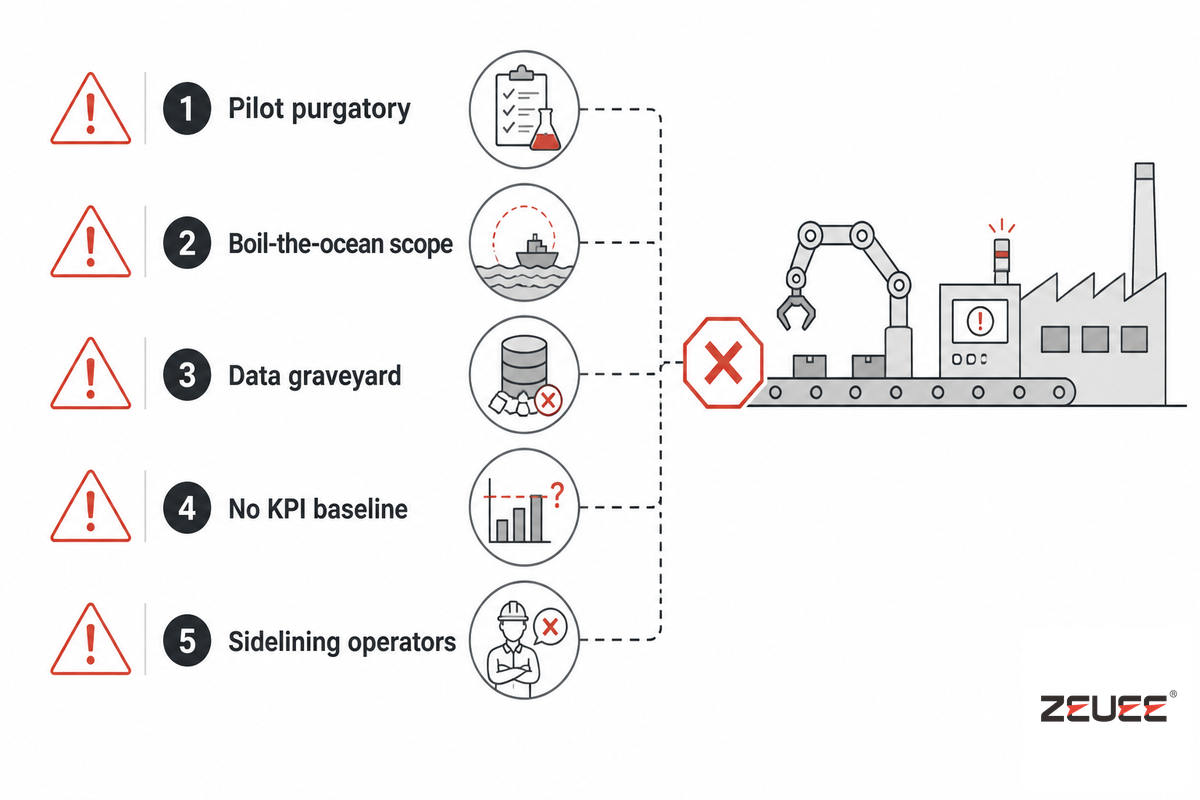
⚠️ The five most common ways projects stall
- Pilot purgatory, a demo that never scales because it was built like a demo, not an architecture.
- Boil-the-ocean scope, trying to transform the whole plant in one push.
- Data without action, dashboards fill up, decisions don’t change (the “data graveyard”).
- No KPI baseline, no before-number, so no one can prove the after.
- Sidelining operators, the people who run the line are trained last, if at all.
Picture an electronics plant that ran a flawless predictive-maintenance pilot on a single stamping press, proved a payback under a year, and then stalled for 18 months, because the pilot was wired as a one-off and nothing in it could scale to the other 40 machines on the production line. That’s pilot purgatory in one sentence: a demo built like a demo instead of an architecture.
Do companies need to replace all their equipment to build a smart factory?
No. You almost never need to rip out working machines. Most early gains come from retrofitting IIoT sensors and edge gateways onto existing assets, even decades-old analog equipment can be instrumented. As one automation engineer put it, “you don’t always need a brand-new system to achieve new-system performance; strategic retrofits extend life and unlock capability.” Replacement is a last resort for assets that are genuinely unsafe or unsupportable, not the starting point. The retrofit-first path also lowers the cost iceberg, because you reuse the equipment and only add the connectivity layer.
Measuring Success: The KPIs (and Benefits) That Prove It Worked
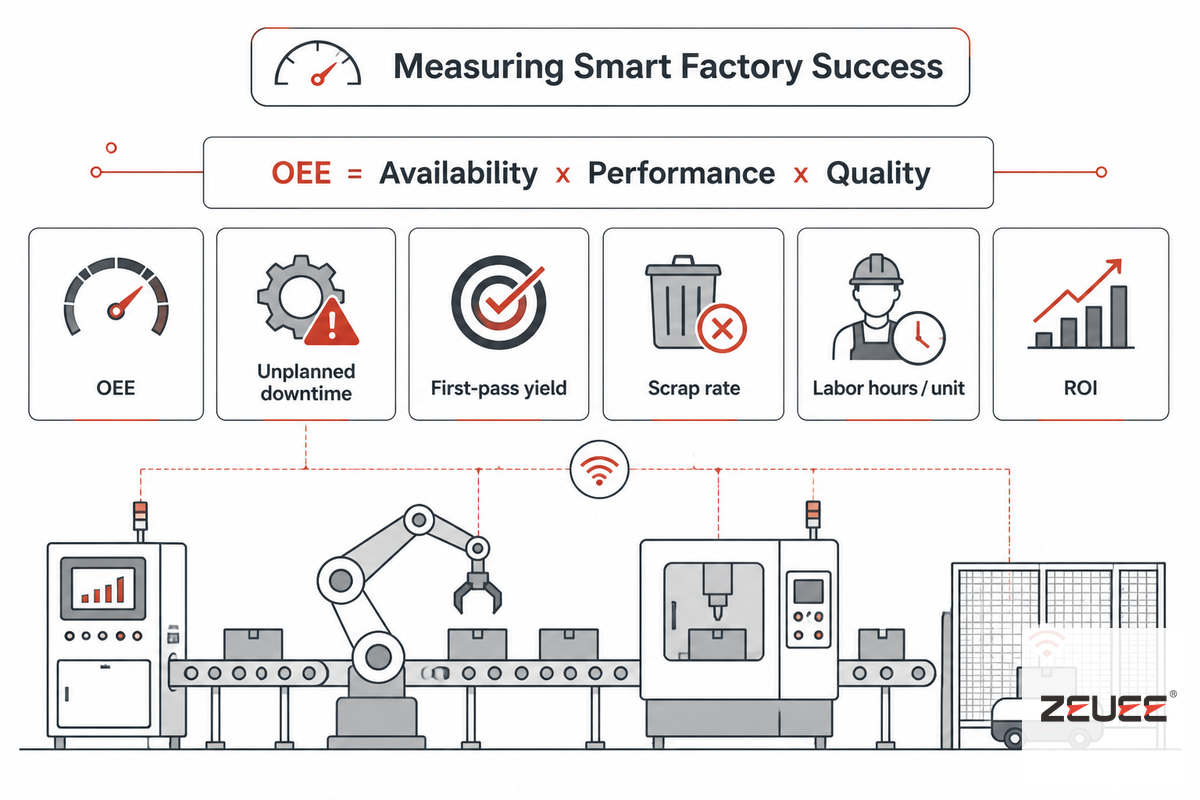
The benefit of a smart factory isn’t “efficiency” in the abstract, it’s a measurable change in a number you tracked before you started. The pain it removes is concrete: a line stop and no one can say why for 40 minutes, because the machine, the MES, and the maintenance log never compared notes. The core scoreboard: OEE (overall equipment effectiveness), unplanned downtime, first-pass yield, scrap rate, labor hours per unit, and ROI. Beyond cost recovery, well-run smart factories raise productivity and feed a habit of continuous improvement, because every cycle now generate data you can act on. Set a baseline for at least one of these before any sensor goes on the wall.
📐 Engineering Note — How OEE actually works
OEE = Availability × Performance × Quality. World-class is widely cited as ~85%, which is roughly 90% Availability × 95% Performance × 99% Quality; ~60% is typical for discrete manufacturing. Worked example: a cell at 90% × 95% × 99% scores 84.6% OEE. If that same cell drops to 70% Availability from frequent micro-stops, OEE falls to about 65.8% even with performance and quality unchanged, the math points straight at availability, so you target predictive maintenance there first, not a new machine.
How do you calculate the ROI of smart factory solutions?
Tie the investment to recovered losses, and count both hard and soft savings. Worked example: a packaging line loses 6 hours a month to unplanned stops at $4,000/hour, that’s $288,000 a year. A condition-monitoring retrofit that cuts unplanned downtime by 40% — within the 30–50% range McKinsey and industry analyses report, saves about $115,000 a year. At a $90,000 installed cost, payback ≈ $90,000 ÷ $115,000 ≈ 0.78 year, roughly nine to ten months. Run the same arithmetic on scrap reduction or labor hours and you’ve a business case that survives a CFO’s questions. Production line automation projects live or die on this number.
For scale: Siemens’ analysis estimates unplanned downtime costs Fortune Global 500 companies about 11% of annual turnover, on the order of $1.4 trillion. You aren’t chasing a marginal gain; you’re recovering a structural loss.
The 2026 Outlook: From Dashboards That Report to AI That Acts
The defining shift of 2026 is the move from analytics that report to agentic AI that acts, software that can decide and adjust within set boundaries rather than just surfacing a chart. Deloitte’s 2026 manufacturing outlook names agentic and physical AI as primary drivers, and Gartner projects that 15% of day-to-day work decisions will be made autonomously through agentic AI by 2028, up from almost none in 2024. The labor math reinforces it: Deloitte and The Manufacturing Institute project that as many as 1.9 million U.S. manufacturing jobs could go unfilled by 2033 if the skills gap isn’t closed, and annual industrial robot installations have stayed above half a million units for several years running, roughly double the level of a decade ago (IFR World Robotics).
But temper the hype with field reality, because this is where 2026 buyers get burned. Recent studies show that AI foundation models which ace public benchmarks still fail on custom, real-world industrial images, and that trustworthiness, data quality, and reliability remain open problems in high-stakes plants. The practical reading: agentic AI in 2026 acts inside human-set guardrails on narrow, well-instrumented production tasks; in practice it still needs a human in the loop, and it isn’t ready to run your floor on its own. Patent activity clusters on AI validation of industrial digital twins, a sign the frontier is still being built, not finished. The teams who win are the ones who deploy the connectivity and data foundation now (the emerging “unified namespace” pattern is one route) so that when the AI layer matures, they’ve clean data to feed it, and so the next supply-chain disruption meets a plant that can see and adapt. If you do one thing this year, make it the data layer, not another pilot. The payoff of this smart factory transformation is agility: a plant that adapts when the manufacturing supply chain shifts, automates repetitive tasks, and turns intelligent manufacturing from a slogan into intelligent solutions you can measure.
Frequently Asked Questions About Smart Factory Solutions
What is the difference between a smart factory and smart manufacturing?
View answer
Smart manufacturing is the broad strategy of using connected digital technologies to coordinate people, machines, and processes across the whole value chain. A smart factory is the physical facility where that strategy is put into practice. In short, smart manufacturing is the concept and the supply-chain-wide approach, while a smart factory is the specific connected plant. Both sit under the umbrella of Industry 4.0, the era of cyber-physical production systems.
Do you have to replace all your equipment to build a smart factory?
View answer
No. The fastest and cheapest path is to retrofit existing machines with IIoT sensors and edge gateways rather than replace them. Even decades-old analog equipment can be instrumented to feed data into a smart factory platform. Full replacement is reserved for assets that are unsafe or impossible to support. Starting with retrofits keeps the cost iceberg smaller because you reuse the equipment and only add the connectivity and data layer on top.
How do you calculate the ROI of smart factory solutions?
View answer
Tie the cost to recovered losses. Quantify your current loss from a specific problem — say unplanned downtime in dollars per hour times hours lost per year — then estimate the percentage a solution recovers, and divide the installed cost by the annual saving for a payback period. For example, recovering $115,000 a year against a $90,000 retrofit pays back in under a year. Count both hard savings (downtime, scrap, labor) and soft savings (faster decisions, fewer escapes).
What role does AI play in a smart factory?
View answer
AI analyzes the data streaming from machines to detect patterns, predict failures, and increasingly trigger actions such as a maintenance order or a corrected weld. In 2026 it works best on narrow, well-instrumented tasks inside human-set guardrails rather than running the floor autonomously.
Is a smart factory worth it for a small or mid-size manufacturer?
View answer
Yes, if you scope it to one measurable problem. Smaller plants succeed by starting with a single high-impact domain — usually predictive maintenance or machine vision on the costliest asset — proving the ROI, and scaling from there. The mistake is trying to match a flagship “lighthouse” factory in one project. Start small, measure, and expand on the back of proven savings.
What data should a smart factory track?
View answer
Start with the data behind your scoreboard metrics: machine availability and downtime events, cycle time and performance, defect and scrap counts, and energy use. Tracking the few signals tied to OEE beats collecting everything and using nothing.
Planning a smart factory project?
ZEUEE designs, builds, and integrates whole-factory automation, from a single retrofit cell to a turnkey line. Map your highest-ROI starting domain with our team.
About This Guide
We wrote this as an automation builder, not a software vendor, so the framing is deliberately vendor-neutral. The cost-iceberg and retrofit-first guidance reflect what ZEUEE has seen across more than 10,000 builds in over 30 countries since 2005, most smart-factory value comes from integrating and instrumenting existing lines, not replacing them. Reviewed by the Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd technical team.
References & Sources
- Smart Manufacturing Program, U.S. National Institute of Standards and Technology (NIST)
- NIST IR 8107: Current Standards Landscape for Smart Manufacturing Systems, NIST
- NIST SP 800-82 Rev. 3: Guide to Operational Technology (OT) Security, NIST
- ISA-95 / IEC 62264: Enterprise-Control System Integration, International Society of Automation
- World Robotics 2025 Report, International Federation of Robotics (IFR)
- NIST IR 8183 Rev. 2: Cybersecurity Framework 2.0 Manufacturing Profile (draft, 2025), NIST
- Smart Manufacturing Acceleration Framework, CESMII, the U.S. Smart Manufacturing Innovation Institute
- ISO 22400: Manufacturing Operations Management KPIs, International Organization for Standardization
- AI Extensions and Intelligent Model Validation for an Industrial Digital Twin (EP3696622B1), Google Patents
Related Articles
- Vision Inspection Systems Guide, the machine-vision / AOI domain in depth
- Automated Testing Equipment Guide, functional test and quality stations
- Production Line Automation Guide, scaling from cell to full line
- Custom Automation Equipment Guide, build-vs-buy for the integration layer