
Get in touch with Zeyu lntelligent Industrial Company
Robot integration is the engineering work that turns a bare robot arm into a working production cell, the part presentation, end-of-arm tooling, vision, safety, and controls that let a robot actually run your parts. Buyers often shop for “a robot,” then discover the arm was the easy decision. This guide walks through what robot integration includes, the six sub-systems inside every robot cell, how to match a robot to the job, what the project and the budget really look like, and how to choose an integrator without getting burned. It’s written for the engineers, plant managers, and procurement teams who have to specify the cell, not just sign off on it.
Quick Reference: Robot Integration at a Glance
| What it is | Building a robot + tooling + vision + safety + controls into one working cell |
| Robot arm share of cost | ~25–40% of the cell (the rest is integration) |
| Typical timeline | A few weeks (simple cobot kit) to 12–26 weeks (full custom cell) |
| Governing safety standards | ISO 10218-1 / ISO 10218-2 (2025) and ISO/TS 15066 for collaborative |
| Who owns the risk assessment | The integrator (ISO 10218-2), for the assembled cell — not just the robot |
What Robot Integration Actually Is (and Why the Arm Is the Cheap Part)
Robot integration is the process of incorporating an industrial robot into a manufacturing or test environment so that the robot, its tooling, part presentation, vision, safety, and control system work as one coordinated cell. On its own, a robot arm doesn’t assemble, weld, or palletize anything. It only moves to taught points. That integration work, grippers, fixtures, sensors, guarding, and the controller logic that ties them together, is what makes those movements do useful, repeatable work.
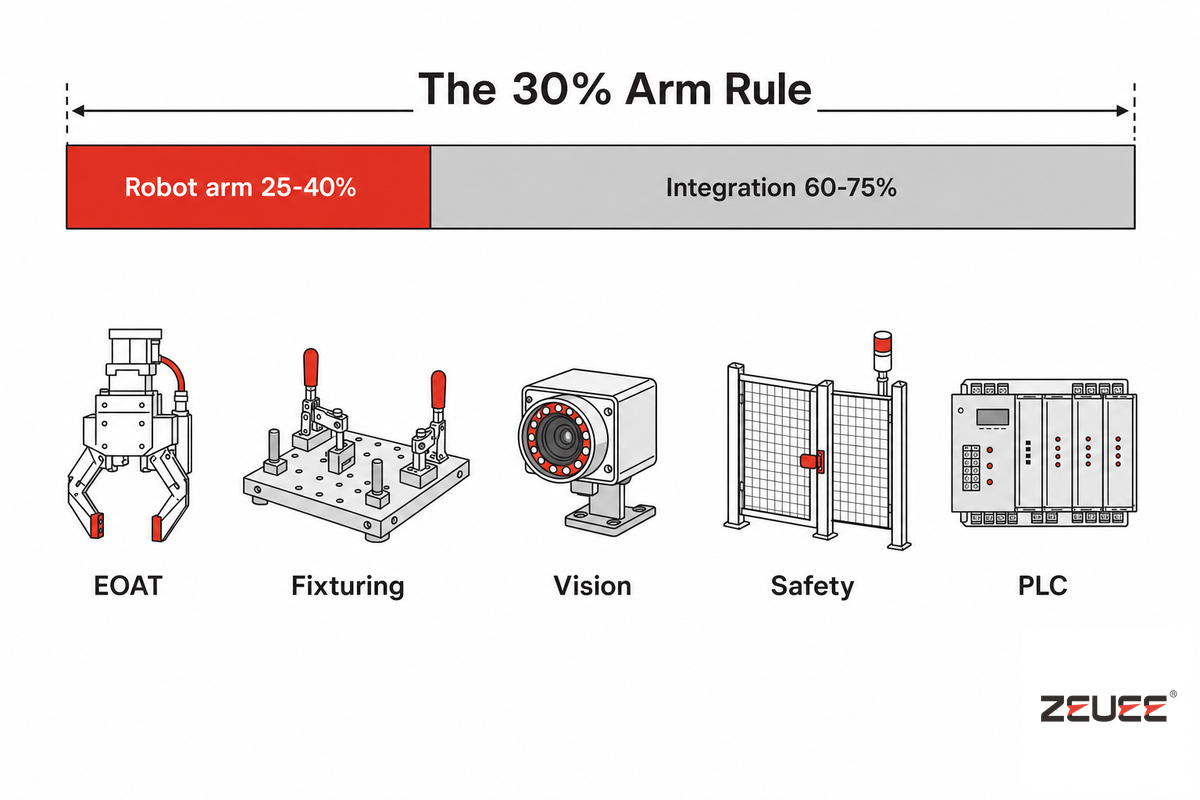
Here’s the part most first-time buyers miss, and it’s worth stating as a rule. The 30% Arm Rule: the robot arm itself is usually only about 25–40% of the total cost of a robot cell. Robot hardware accounts for roughly a quarter to two-fifths of total investment, and on tooling-heavy cells the arm can be under 25% of the cell cost. Everything else, that 60–75% — is the integration around the arm. So when a quote for “a robot” comes in far higher than the published arm price, that gap isn’t a markup; it’s the actual product you’re buying.
Sometimes called robotic integration or robotic automation, robot integration is what converts isolated robotic arms into a productive robotic system that lifts productivity, cuts downtime, and connects the robot to the wider automation systems on the floor. Approached this way, integrated robotics joins the production process as one element among a plant’s automation solutions and robotic solutions, and it ties cleanly into material handling.
That reframing change how you evaluate vendors. What determines whether a cell hits its cycle target and runs unattended is integration engineering, not the brand on the arm. ZEUEE designs and commissions that work as robot integration services, one line within a broader custom automation equipment capability.
Not sure what your cell needs beyond the arm? Ask for a scoping review →
The Six Sub-Systems Inside Every Robot Cell
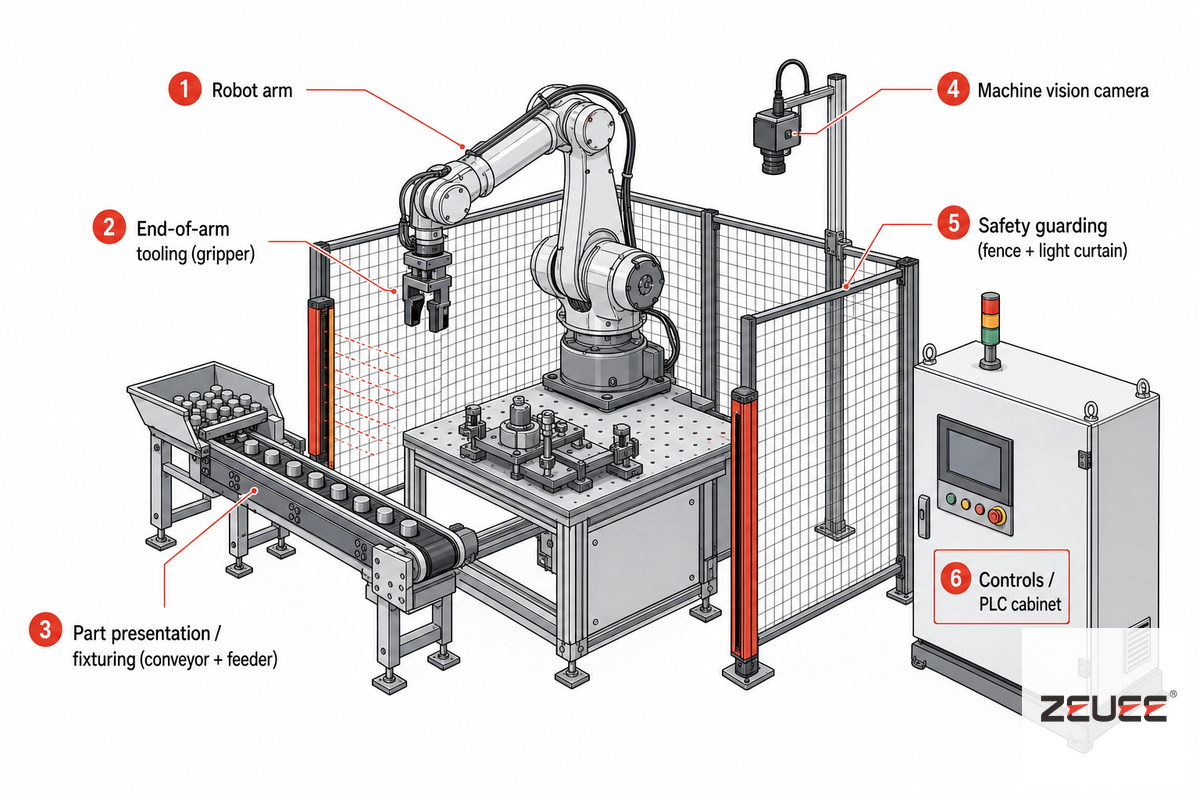
Every robot cell, regardless of brand or application, breaks down into six sub-systems. Auditing a cell design against all six, the 6-Subsystem Cell Teardown, is the fastest way to find what a quote left out. A robot and a gripper with no part presentation, or no vision where the part arrives in random orientation, is a cell that will stall in week one.
| Sub-system | What it does | How it fails in the field |
|---|---|---|
| 1. Robot / arm | Moves the tool through the work envelope at the required reach and payload | Oversized arm wastes cycle; undersized arm fails on payload mid-contract |
| 2. End-of-arm tooling (EOAT) | The gripper, welder, or spray head that touches the part | Wrong gripping principle drops or marks parts; poor calibration jams the cell |
| 3. Part presentation / fixturing | Feeders, conveyors, and fixtures that put the part where the robot expects it | The most underestimated sub-system; sloppy fixturing breaks repeatability |
| 4. Machine vision | 2D/3D cameras that locate parts and inspect each cycle | Skipped to save cost, then the cell can’t handle part variation |
| 5. Safety / guarding | Fencing, light curtains, e-stops, and the risk assessment behind them | Treated as paperwork; a missing risk assessment stops the install |
| 6. Controls / PLC layer | I/O mapping and the PLC logic coordinating robot, machines, and signals | Communication mismatches between robot and PLC/MES cause integration delays |
Sub-system 2, the end-of-arm tooling, deserves its own short table because the gripping principle is chosen from the part, not the robot. A force-sensitive gripper handling a fragile part need feedback wiring and torque monitoring built into the integration flow.
| EOAT type | Grips by | Best for |
|---|---|---|
| Mechanical / finger gripper | Clamping force (2–6 jaws) | Rigid parts, assembly, machine tending |
| Vacuum / suction cup | Negative pressure | Flat or smooth parts, sheet, cartons, palletizing |
| Pneumatic | Compressed air actuation | Fast, low-cost pick-and-place |
| Magnetic | Electromagnet | Ferrous blanks, stamped steel |
Vision and gripping increasingly come as one patented sub-system, for example, a machine-vision system that locates a part in three dimensions and guides the robot to it, an approach behind patents such as US8095237B2 (single-image 3D vision-guided robotics). That same vision layer can double as machine vision inspection, checking quality on the same cycle it guides the pick.
Matching the Robot to the Job: Types, Reach, Payload & Cycle
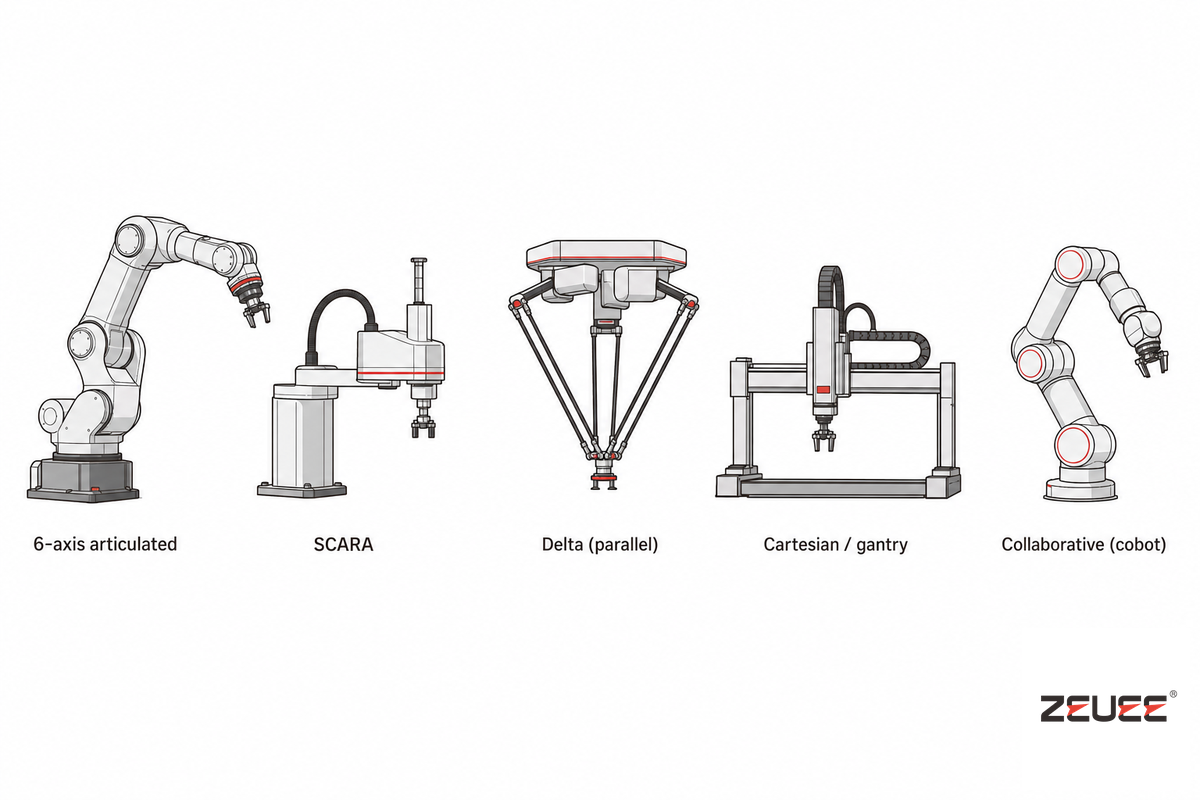
Choosing the right robot start from the part, its reach, payload, and target cycle, not from a brand preference. Four main robot configurations exist, plus collaborative arms, and each trades speed, payload, and reach differently.
What are the four main robot configurations?
Four classic configurations cover most jobs: articulated (six-axis), SCARA, delta (parallel), and Cartesian (gantry). An articulated arm give the widest reach and flexibility; a SCARA is fast and rigid for vertical assembly and insertion; a delta is built for very high-speed light picking; and a Cartesian gantry covers large rectangular work areas. Collaborative robots (cobots) are a fifth option layered on top of these, defined by safety behavior rather than kinematics.
Brands such as FANUC, ABB, KUKA, Yaskawa, and Universal Robots all build capable multi-axis robotic arms; robot manufacturers vary, but the types of robots matter less than the integration around them, and a good robotic integrator stays brand-agnostic on the arm while matching the configuration to the job. Across these types of robotic systems, the selection logic below holds.
| Type | Strength | Trade-off | Best fit |
|---|---|---|---|
| 6-axis articulated | Widest reach, flexible orientation | More to program; mid cycle | Welding, machine tending, complex assembly |
| SCARA | Fast, rigid for vertical insertion | 4 axes; limited reach/payload | Small-part assembly, press-fit |
| Delta (parallel) | Very high-speed picking | Low payload and reach | High-rate light pick-and-place |
| Cartesian / gantry | Large rectangular envelope | Bulky; fixed axes | Large-area handling, palletizing |
| Collaborative (cobot) | Works near people, quick redeploy | Speed-limited in contact mode | Low-payload, high-mix tasks |
📐 Engineering Note — sizing the arm
Payload isn’t just the part. Size the arm for part mass + gripper mass + any acceleration load. A 3 kg part on a 2 kg gripper accelerated hard can demand a robot rated near 8–10 kg, not 5 kg. Then check that the part’s farthest pick and place points both sit inside the work envelope at the required cycle, reach and payload derate together as the arm extends.
Application Playbook: What Integration Changes by Task
Robot integration looks different depending on the task, even though the discipline is the same. Its dominant engineering challenge shifts, for welding it’s heat and fixturing, for machine tending it’s the handshake with the CNC, for palletizing it’s pattern logic and reach. Nine common robot cell applications map below to a robot fit, an end-effector, and the one challenge that usually decides success.
| Application type | Typical robot | End-effector | Dominant challenge |
|---|---|---|---|
| Arc welding | 6-axis articulated | Weld torch | Fixturing and heat distortion |
| Spot welding | High-payload 6-axis | Weld gun | Payload and cable management |
| CNC machine tending | 6-axis or cobot | Dual gripper | Handshake with the machine cycle |
| Palletizing | Palletizing / Cartesian | Vacuum / clamp | Pattern logic and reach height |
| Pick-and-place | SCARA / delta | Vacuum / finger | Cycle time and part feeding |
| Assembly / press-fit | SCARA / 6-axis | Force-sensing gripper | Insertion force and tolerance |
| Deburring / finishing | 6-axis | Compliant tool | Constant force on curved parts |
| Dispensing / sealing | 6-axis or cobot | Dispense valve | Path accuracy and flow timing |
| Inspection | Any + vision | Camera head | Lighting and defect repeatability |
Many of these cells are eventually linked into a robotic production line, and a tending or assembly cell often sits next to a custom assembly machine on the same floor. In fields like automotive and electronics assembly, several of these applications run together in one integrated line.
The Integration Project, Phase by Phase
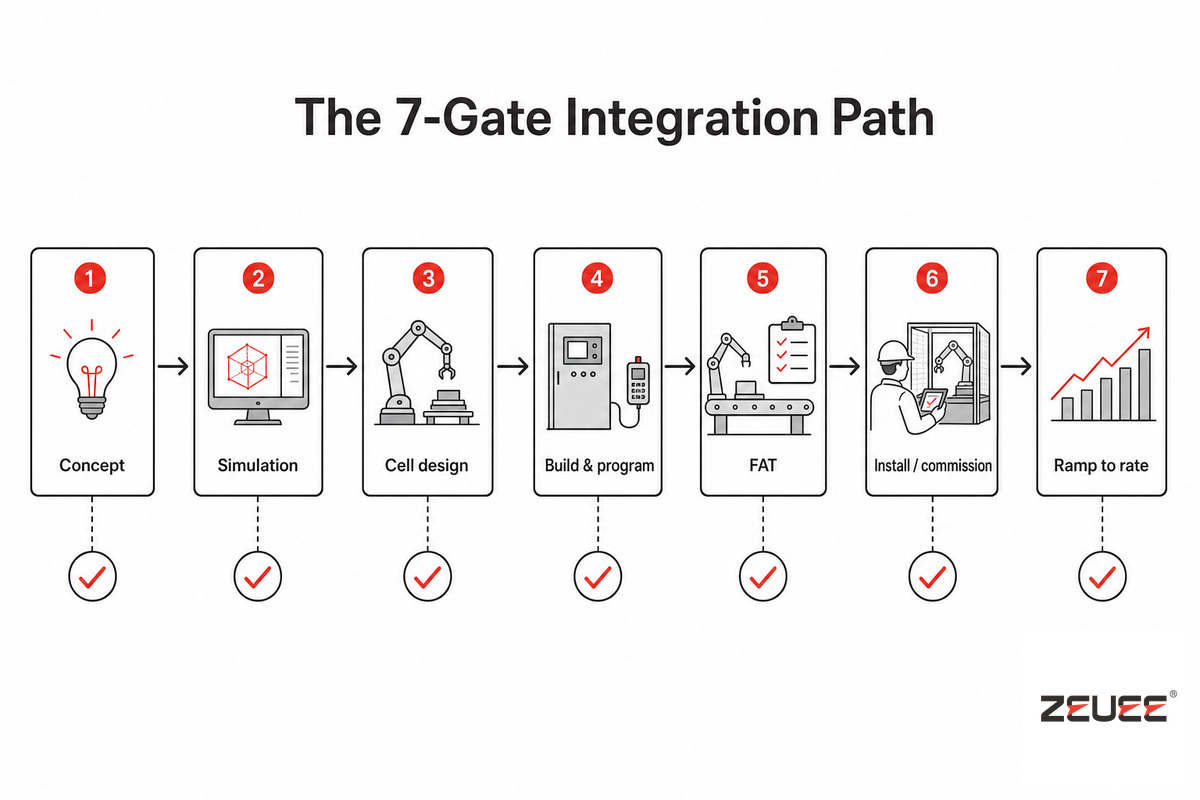
A robot integration project moves through seven gates, and a buyer who know what to verify at each one stays in control of the outcome. Think of it as the 7-Gate Integration Path. Most of the work that protects your money happens at gates 1, 2, and 5, long before the cell ship. Across the design and build phases, good integrators prove the cell in simulation software before committing hardware, which is the cheapest place to catch a reach or cycle problem.
| Gate | What happens | What you verify |
|---|---|---|
| 1. Concept | Part study, robot selection, cycle target, safety scope | The cycle target is written down and agreed |
| 2. Simulation | Cell modeled in software, reach and cycle proven virtually | Simulation hits the cycle before hardware is bought |
| 3. Cell design | EOAT, fixturing, vision, and guarding designed | A risk assessment plan exists, not just a layout |
| 4. Build & program | Cell built, robot programmed, I/O mapped to the PLC | I/O list and tool offsets are documented |
| 5. FAT | Factory acceptance on cycle and repeatability | A measured acceptance record, run with your parts |
| 6. Install / commission | On-site setup, line tie-in, safety validation, handover | Guarding validated and operators trained on site |
| 7. Ramp to rate | Production ramp, tuning, and after-sales support | Spares and re-program support are in the contract |
How long does a robot integration project take from kickoff to production?
Most robot integration projects run anywhere from a few weeks to about six months. Simple cobot kits with a standard gripper can be running in under a month, while custom integrations that involve vision, multi-step workflows, or retrofitting legacy equipment commonly take 8–12 weeks. Full custom industrial cells with multiple machines and safety scope more often run 12–26 weeks from order.
What slips a schedule is almost never the robot, it’s fixturing, vision, and the controls handshake. Practitioners on robotics forums consistently name communication, scope creep, and customer-supplied parts and tooling as the things that slip a schedule. Federal guidance from the U.S. NIST Manufacturing Extension Partnership makes the same point for first-time integrators: be honest about the in-house time the project need, and name a champion who can broker engineering and production cooperation.
Want a phase-by-phase plan for your part? Book a 20-minute engineering call →
Safety & Standards: ISO 10218, ISO/TS 15066 and Risk Assessment
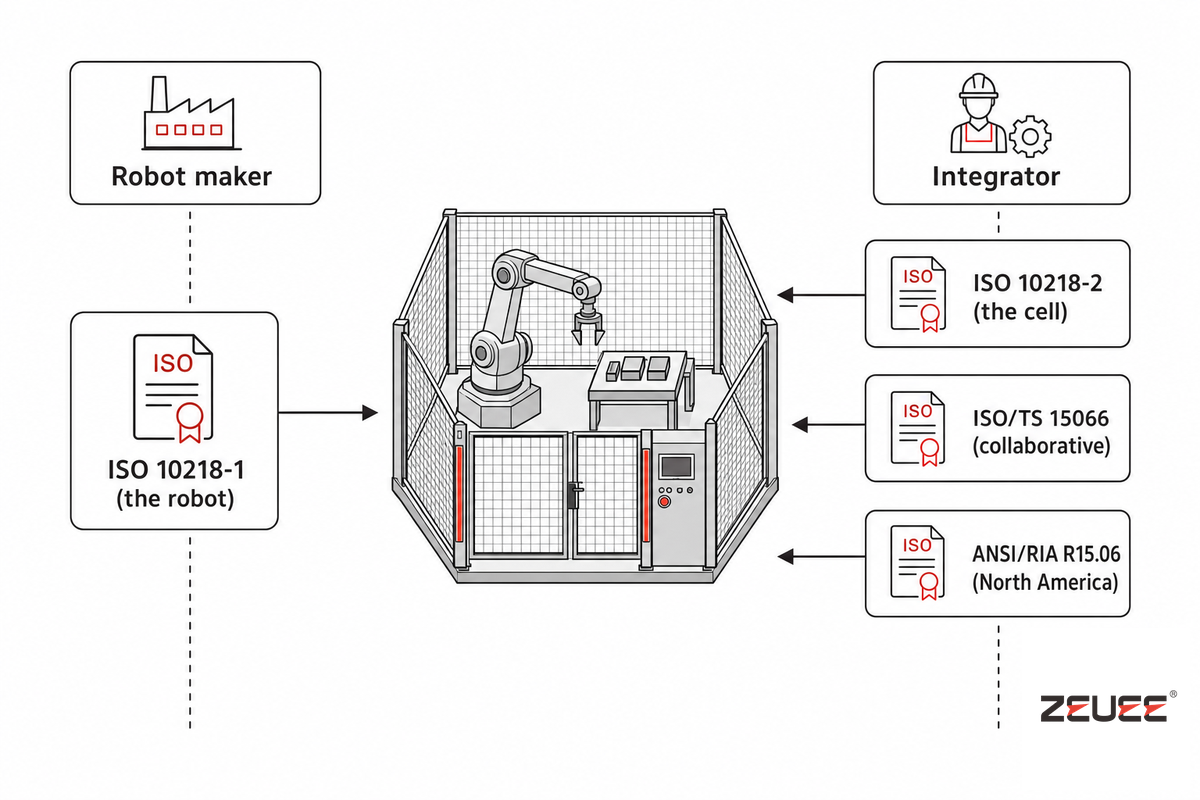
Robot-cell safety in 2025 is governed primarily by two standards plus a technical specification for collaborative work, and knowing which one applies, and whose job it is, keeps a project out of trouble. One common misreading is that “ISO 10218 was merged into one document.” It was not. Both parts were revised and published as third editions in 2025, and they remain two distinct standards aimed at two different parties. One field note worth carrying into design: the U.S. OSHA reports that most robot incidents happen not during normal running but during non-routine work, programming, maintenance, setup, and adjustment, which is exactly when guarding tends to get bypassed.
| Standard | Scope | Who owns it |
|---|---|---|
| ISO 10218-1:2025 | Safety of the robot itself (design, construction) | Robot manufacturer |
| ISO 10218-2:2025 | Safety of the integrated cell / application | The integrator |
| ISO/TS 15066 | Collaborative operation: contact force and speed limits | Integrator (collaborative cells) |
| ANSI/RIA R15.06 | U.S. adoption of the ISO 10218 framework | Integrator (North America) |
Which safety standards apply to industrial and collaborative robot integrations?
Industrial robot cells follow ISO 10218-1 and ISO 10218-2, which cover safety-rated stops, emergency-stop systems, and physical guarding; collaborative robot work additionally follows ISO/TS 15066, which sets limits on contact force, speed, and spacing. For buyers, the decisive point is ownership: under ISO 10218-2:2025, a documented risk assessment for the assembled cell is the integrator’s responsibility, not the robot maker’s.
ZEUEE builds that risk file into the cell design gate and validates guarding at installation, and the same discipline carries into adjacent automated testing and inspection stations.
Cobots vs Traditional Industrial Robots: When Each Wins
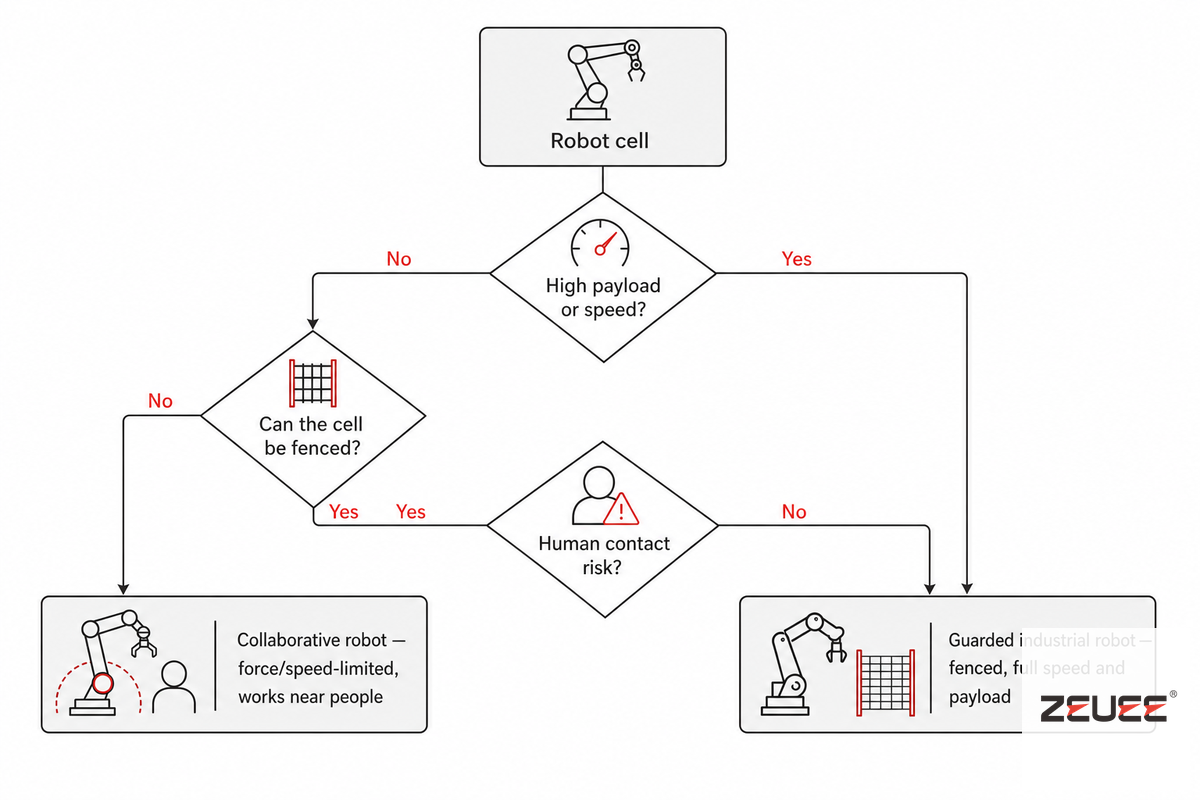
A collaborative robot win when payload is modest, cycle is moderate, and people must work alongside the robot; a guarded industrial robot wins when the cell can be fenced and you need raw speed, payload, or uptime. That choice, the Cobot-or-Caged Decision Tree, comes down to three questions: how heavy is the payload, how fast must the cycle run, and is there genuine human contact risk?
What is a collaborative robot (cobot)?
A collaborative robot is an arm designed to operate safely in the same space as people, using force and speed limits, rounded edges, and contact sensing rather than full fencing. It’s defined by safety behavior, not by a different kind of joint. That distinction matter because of a persistent safety myth, addressed next.
✔ Cobot advantages
- Works near people, often without full fencing
- Quick to redeploy and re-task (high-mix work)
- Smaller footprint, faster first deployment
⚠ Cobot limitations
- Speed-limited in contact mode (≈250 mm/s under ISO/TS 15066)
- Lower payloads than heavy industrial arms
- Still needs a risk assessment, it isn’t exempt
⚠️ Common myth: “a cobot is inherently safe, so it needs no guarding or risk assessment.” That is wrong. As the A3 robotics association puts it plainly, collaborative robots are not inherently safe — you still need a proper risk assessment, and ISO/TS 15066 keeps collaborative speed around 250 mm/s precisely because contact force has to stay within limits. A cobot holding a sharp tool or a hot part is a guarded application regardless of the arm.
What Integration Really Costs, ROI, Build-vs-Buy & Choosing an Integrator
Integration cost is driven by the scope, not the arm, the same point as the 30% Arm Rule, now broken out line by line. Robot integration cost lives in the work around the arm. A simple cobot work cell can start around $10,000–$50,000, while full custom industrial cells with vision, multiple machines, and safety scope run higher. Below, the cost table shows where the money actually go.
| Cost line | Rough share of cell | What drives it |
|---|---|---|
| Robot arm | ~25–40% | Payload, reach, brand |
| End-of-arm tooling | 5–15% | Gripping principle, custom design |
| Part presentation / fixturing | 10–20% | Part variation, feed rate |
| Machine vision | 5–15% | 2D vs 3D, inspection depth |
| Safety / guarding | 5–10% | Risk assessment, fencing, certification |
| Controls / PLC integration | 5–15% | I/O count, machine handshakes |
| Engineering / programming | 10–20% | Simulation, path complexity |
| Installation / commissioning | 5–10% | Line tie-in, travel, validation |
| Training | 2–5% | Operator and maintenance handover |
| After-sales / spares | 2–5% | Uptime support, re-program help |
Capable robotic integrators offer custom robotic integration and custom engineering, building custom robotic automation and robotic automation systems that decrease production cost and reduce downtime, whether or not you’ve in-house robotics expertise. Weigh that robotics expertise honestly: an in-house team can run robot systems and basic robot control for simple cells, but advanced automation solutions and full robotic integration services usually justify a specialist. Larger robotics systems integrators bring depth here, though plenty of small and medium-sized manufacturers automate their first robotic cell with one focused integrator.
What’s the upfront cost of robot integration, and how fast is ROI?
Upfront cost spans roughly $10,000–$50,000 for a cobot work cell and climbs well beyond that for full custom industrial cells with vision, multiple machines, and safety scope. Most manufacturers see payback in 12–24 months when the cell displaces labor-heavy tasks like machine tending or inspection.
Run a simple worked check: a cell costing $120,000 that offsets one operator across two shifts (loaded cost roughly $90,000/year) pays back in about 16 months before counting scrap and quality gains. Size the payback to your own part volume rather than a universal number.
Do I need a certified system integrator, or can my in-house team handle it?
You don’t always need a certified integrator for a given project. An in-house team can handle cobots or pre-integrated kits on its own, but advanced cells, vision, multi-machine coordination, regulated industries, or genuine human-robot interaction, usually benefit from a certified specialist who brings real safety-compliance experience to the table.
In North America, the A3 RIA Certified Robot Integrator program is one credential to ask about; cross-checking references and after-sales terms matters as much as the badge. When you do work with an integrator like ZEUEE for full robot-integrated assembly cells, ask for a measured FAT record run with your parts before the cell ship.
“On one alloy-press cell we built, a robot loads three zinc-alloy parts, a servo press joins all three in a single stroke, and a displacement sensor sorts good from bad with hours of buffer storage. Honestly, the arm was the simple part, the value sat in the fixture that held three parts to one stroke and the sensor logic that proved each one.”
ZEUEE Robot Integration Division
Industry Outlook: What’s Changing in Robot Integration for 2026
Three forces are reshaping robot integration decisions right now, and none of them is a market-size headline. First, the regulatory floor moved: with ISO 10218-1 and 10218-2 both republished as 2025 third editions, the integrator’s documented-risk-assessment duty is sharper than ever, so a practical buyer move in 2026 is to specify which edition an integrator certifies to, right in the RFQ. Second, technology is lowering the cost of flexibility: AI and 2D/3D vision-guided placement, the subject of recent patents such as US20250262760A1 (2025, learning-based visual pose estimation), let a cell find parts instead of relying on rigid fixtures, which is exactly where high-mix integration cost has always lived. Third, demand is broadening: cobot adoption and reshoring are pulling first-time small and medium-sized manufacturers into integration for the first time, pushing industrial automation toward more intelligent automation, advanced automation, and integrated robotics, AI-guided automated systems and other new technologies are reaching the wider industrial robotic base, not just large plants.
For market context only, the IFR World Robotics 2025 report counted 542,000 industrial robots installed in 2024, more than double the figure a decade earlier, with installations expected to grow about 6% to 575,000 units in 2025. Those numbers are directional background; the decision that matter is the one in front of you. Buyers who win in 2026 treat robot integration as a system project, sized to a real part, scoped against the six sub-systems, and gated against a written cycle target.
Frequently Asked Questions About Robot Integration
Q: What is robot integration?
View Answer
Robot integration is the process of incorporating a robot into a manufacturing or test cell so the arm, end-of-arm tooling, part presentation, vision, safety, and controls all work as one coordinated system. A robot on its own only moves to taught points; integration is what makes those moves do repeatable, useful production work.
Q: How long does a robot integration project take?
View Answer
A simple cobot kit can run in under a month, custom cells with vision or legacy retrofits commonly take 8–12 weeks, and full custom industrial cells often run 12–26 weeks from order. The schedule risk is rarely the robot itself, it’s fixturing, vision, and the controls handshake, plus scope creep and customer-supplied parts or tooling that arrive late.
Q: Can existing machines and software be retrofitted to work with new robots?
View Answer
Yes. Existing CNCs, conveyors, presses, and inspection tools are routinely retrofitted through I/O adapters, communication modules, and middleware. The key is matching the robot’s control signals to each machine’s inputs and outputs, which is part of the controls and PLC sub-system of the cell. Most retrofits succeed when the legacy machine can expose a simple start-and-done handshake, so confirm that signal access early in the project.
Q: What’s the average upfront cost of robot integration, and how fast is ROI?
View Answer
A cobot work cell typically starts around $10,000–$50,000, and full custom industrial cells run higher because of vision, multiple machines, and safety scope. Most manufacturers reach payback in 12–24 months when the cell offsets labor-heavy work like machine tending or inspection. The robot arm is only about 25–40% of the cell, so the integration scope drives both price and payback. Size the estimate to your own part volume.
Watch the hidden lines too: end-of-arm tooling, fixturing, and safety guarding often cost more than buyers expect, and a low quote that skips them tends to resurface as a change order during commissioning. A scoped feasibility review up front is the cheapest way to avoid that surprise.
Q: Do I need a certified robot integrator, or can my in-house team handle it?
View Answer
Whether you need a certified integrator depend on the cell. In-house teams can often handle cobots or pre-integrated kits, but advanced cells with vision, multi-machine coordination, or human-robot interaction usually benefit from a certified integrator who brings safety-compliance experience. In North America, the A3 RIA Certified Robot Integrator program is one credential worth asking about. Either way, verify references and a measured factory acceptance test run with your own parts before committing.
If you do keep it in-house, budget time as honestly as money, the most common reason a first cell stalls is an engineering team that’s already fully booked, not a shortage of technical skill. Naming one accountable owner for the project matter more than any single tool.
Q: Which safety standards apply to robot integration?
View Answer
Industrial cells follow ISO 10218-1 and ISO 10218-2 (both 2025 editions), collaborative work adds ISO/TS 15066, and North America uses ANSI/RIA R15.06. The integrator owns the documented risk assessment for the assembled cell, while the robot maker covers only the arm itself under Part 1 of the standard.
Q: Can robot integration include vision-guided or AI inspection?
View Answer
Yes. The same vision layer that guides a robot to a part can also inspect it on the same cycle, flagging defects in real time as part of the cell’s quality record. Modern cells increasingly fold AI-based pose estimation into that step, so guidance and inspection share one camera and one pass.
Plan Your Robot Cell
Send us your part and target cycle. That’s enough for a robot recommendation, a six-sub-system scope, and a phase-by-phase plan, before you commit to hardware.
References & Sources
- ISO 10218-2:2025, Robotics, Safety requirements, Integration of robots into robot applications and robot cells.
- NIST Manufacturing Extension Partnership, How to Make Your First Robot Integration a Success.
- U.S. OSHA, Robotics, Industrial robot safety and non-routine-operation hazards.
- International Federation of Robotics (IFR), World Robotics 2025 (industrial robots).
- A3, Association for Advancing Automation, Collaborative robot safety concepts (ISO/TS 15066).
- USPTO / Google Patents US8095237B2, Single-image 3D vision-guided robotics.
- USPTO / Google Patents US20250262760A1 (2025), Learning-based visual pose estimation for robotic manipulation.
- Robot cell cost-of-ownership and ROI benchmarks (robot arm ≈ 25–40% of cell; $10,000–$50,000 cobot cells; 12–24 month payback) — industry sources (AMD Machines TCO; Standard Bots).
About This Guide
The cost-anatomy, six-sub-system, and phase-gate frameworks in this guide come from ZEUEE’s own robot-integration record, including the alloy-press cell that joins three zinc-alloy parts in a single press stroke, alongside cited industry standards and IFR data. Standards, cost, and ROI ranges are referenced above, not presented as project quotes; a real project number comes from a scoped review. Reviewed by the Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd technical team.
Related Articles
- Custom Automation Equipment: A Buyer’s Guide, where robot cells fit in a wider automation plan
- Automated Assembly Machines Guide, fixed automation vs robot cells
- Vision Inspection Systems Guide, the vision sub-system in depth




