Get in touch with Zeyu lntelligent Industrial Company

ISO 9001 QMS Certified
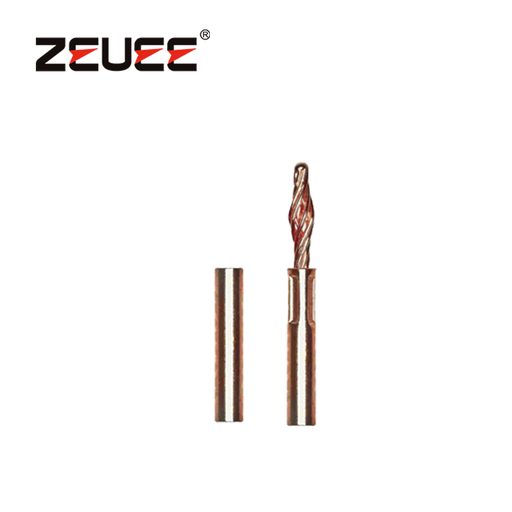
Twist Pin Crimping Machine
Twist Pin Crimping Machine — Four-Point Automatic Crimping with CCD Inspection
Twist pin contacts call for a crimp NASA engineers write into their requirements, a condition aerospace engineers refuse to negotiate. ZEUEE’s 0.45 automated machine offers four-point gas-tight crimps with CCD verified concentricity at 10-13 parts per minute.
4-Point Crimp Geometry
CCD 3-Axis Inspection

Click to Swap
10–13
Pieces / Minute
±5 µm
Vision-Class Accuracy
220 V
AC / 2 kW
ISO 9001
QMS Certified
Why Standard Crimping Fails Micro-Rectangular Pins — and How Our Twist Pin Crimping Machine Solves It
A twist pin crimping machine is no generic crimping tool.
Twist pin contacts – NASA INST-EEE-002 spec, multi-strand helically wound contacts for Micro-D connectors – fail in two dimensions no ordinary equipment had to contemplate: crimp asymmetry that breaks gas-tightness over thermal cycling, and relative contact zone micro-motion.
01
Your sourcing team faces a simpler choice:
not “is four point crimping superior to two point crimping?” The NASA decision to make it the default, for high-reliability Micro-D connectors, was already made for you in NASA INST-EEE-002.
The question is simply how you get it done: which machine can physically contain the four-point die geometry, can verify concentricity on the assembly line, and provides a crimp report traceable by an AS9100 auditor.
As Cinch Connectivity pointed out in their MIL-DTL-83513 connectors paper, “Crimp integrity poses an additional challenge. Because stamped contacts use thin, formed metal, achieving a reliable, gas-tight crimp, especially at miniature sizes, is difficult. Some manufacturers compensate by adding secondary processes, such as spot welding, which adds both complexity and potential failure points.”
02
Our 0.45 Twist Pin crimping machine answers that for you in a single pass.
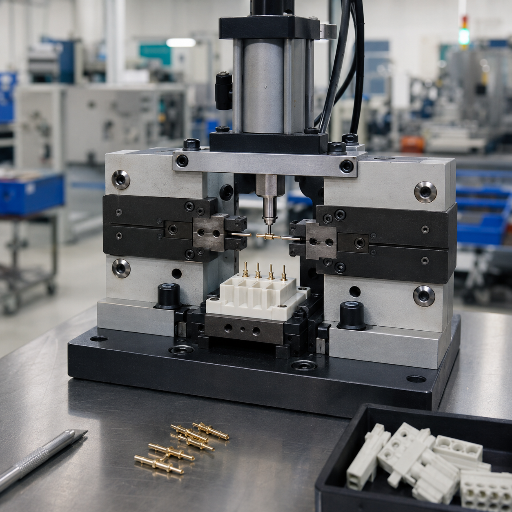
Bowl-fed copper sleeves and twist pins arrive, simultaneously guided into a rotary assembly fixture by two independently oscillating bowls.
Four tooling stations simultaneously force the crimp barrel radially outward, and an onboard CCD vision module confirms its dimension, length, and concentricity before directing the parts into good or ng chutes. The downstream wire-assembly impact: contained rework; all parts have met your purchasing department’s evidence requirements, verified for each individual component supplied.
That same crimp argument applies to twist pin assembly — applied through a four-point die, the helix deforms uniformly around its axis, which preserves what makes twist pin contacts useful in the first place.
ZEUEE 0.45 Twist Pin Crimping Machine — Specifications & Configuration
The machine fits easily into standard factory automation environments, ideal for dedicated twist pin crimp cell setups. Base units are designed to handle Micro-D and similar micro-rectangular contact geometries; additional tooling stations and bowl feeder selections are provided per RFQ. (If you’re the buyer – go to page X, review the Decision Matrix, then come back here).
Standard Specification Table

| Parameter | Value | Notes |
|---|---|---|
| Model Code | C49-ZY06-01 | 0.45 Twist Pin Automatic Crimping Machine |
| Production Capacity | 10–13 pcs / minute | Steady-state, 600–780 pcs / hour |
| Crimping Method | Four-point radial crimp | Simultaneous force from 4 hardened stations |
| In-Line Inspection | CCD vision system | Concentricity · length · crimp dimensions |
| Material Feeding | Dual bowl feeders | Copper sleeve + twist pin separate channels |
| Assembly Fixture | Rotary indexing | Sleeve-over-pin alignment before crimp |
| Rated Power | 2 kW | Servo + pneumatic actuators |
| Supply Voltage | 220 V AC | 50 / 60 Hz; 110 V available on request |
| Air Pressure | 0.4–0.6 MPa | Standard shop air; oil-free regulator recommended |
| Dimensions (L × W × H) | 1,100 × 900 × 1,850 mm | Floor-standing single cell |
| NG Sorting | Automatic bin separation | Good / NG / Recheck pneumatic gate |
| Compliance Target | MIL-DTL-83513 crimp geometry | Tooling configured per pin family |
Decision Matrix — When This Configuration Is the Right Fit
| Application Profile | Pin Diameter Range | Annual Volume | Recommended Configuration |
|---|---|---|---|
| MIL-DTL-83513 Micro-D twist pin | 0.040–0.060 in | 50k–500k pieces / year | Standard 0.45 + Micro-D tooling |
| MIL-DTL-32139 Nano-D twist pin | 0.025–0.040 in | 20k–200k pieces / year | 0.45 + custom micro-tooling (RFQ) |
| Civil aerospace cable assembly | 0.045–0.080 in | 100k+ pieces / year | 0.45 + dual-station option |
| Medical device interconnect | 0.030–0.0055 in | 10k–100k pieces / year | Standard 0.45 + ESD-safe operator option |
| R&D / qualification lot | Any in range | <5k / year | Manual override mode + program memory |
Engineering Note — Bowl-Feeder Synchronization
Our twin bowl feeders oscillate independently, tuned to the feed rates each payload calls for: light copper sleeves on one side, the curved twist pins on the other. The fixture will not release parts to the tooling stations until both bowls confirm presence — a hardware interlock that eliminates the frequent “missing sleeve” failures common on retrofitted or single-feeder designs. The connector pin crimping cycle does not begin until all four points of the crimp are confirmed concentric — exactly the condition needed for balanced force without distorting the helix.
Upstream Wire Processing — Cutting, Stripping, and Tinning
The wire crimping for twist pin contacts actually begins *prior* to the pin ever arriving at the crimp station. On an aerospace wire processing cell, the wire travels sequentially through the cutting, stripping (optional tinning, tin), and finally ring/terminal preparation, all upstream of the crimp machine. Our 0.45 Twist Pin crimping machine connects directly to standard wire cutting (standard).
For example, using standard wire cutting, wire stripping and cable processing, the crimp station may receive pre-Pohikoped wire, terminating on the correct wire range, generally between 22 and 32 AWG for Micro-D terminal crimp operations. The crimp uses the upstream automatic wire processing machine to control both cutting and strip lengths based upon program memory.
Manufacturers of devoted wire-assembly cells commonly mate the crimp machine to separate wire stripping machines and specialized tinning/tin lines. A bench-top applicator may be used to feed a crimp die directly from a supply reel for lighter duty applications; we generally recommend separate processing machines for cutting, stripping and crimping in high-volume manufacturing. Standard European, North American and japan-based upstream suppliers of compatible equipment all use the same wire range and lengths tolerance standards that the 0.45 requires, fitting seamlessly onto our existing wire processing lines without any equipment replacement being necessary.
Optional Accessories and Tubing
The standard equipment includes our four point crimp die set, dual bowl feeders, integrated CCD vision module, and touch screen HMI. Available accessories include additional equipment for a down-stream heat shrink tubing, crimp force monitors as a second tier error protection (in addition to vision), a automatic wire pre-feed for high volume, reel-fed operations, and the operation mechanism. All accessory equipment is quoted upon request (Please refer to Procurement Guide below).
Four-Point Crimping vs Two-Point and Hex Crimping — Performance Comparison
Three basic items will dictate performance based on crimp die geometry: how force is distributed evenly about the contact’s barrel, what amount of copper material deforms into the wire strands, and whether the joint formed will create an effective gas-tight seal. (Buyer’s Bottom line: Use EN + MGR data, but focus the recommendation on business value). Below is a comparative review of four point crimping (geometry of our machine) against two point and hex crimping as applies to aerospace and defense assembly, in regard to Contact Resistance, Vibration Susceptibility, and crimp Joint Integrity. Performance figures reflect Cinch’s published contact data (Micro-D Technology Analysis) and our MIL-DTL-83513 Specification Crosswalk (by connector supplier).
2-Point Crimp
Force distribution points2
Typical contact resistance~8 mΩ¹
Shock survival50 G¹
Vibration survival20 G¹
Gas-tight crimp at micro-pin sizesDifficult¹
Helix geometry preservationAsymmetric distortion
Suitable AWG range (twist pin)22–28
Recognized standardsUL terminals
NASA INST-EEE-002 acceptanceNot for Micro-D

Hex Crimp
Force distribution points6
Typical contact resistance~5 mΩ
Shock survival~150 G
Vibration survival~80 G
Gas-tight crimp at micro-pin sizesLimited
Helix geometry preservationOver-compression
Suitable AWG range (twist pin)22–26
Recognized standardsIPC ferrules
NASA INST-EEE-002 acceptanceNot for Micro-D

4-Point Crimp
Force distribution points4 (radial, simultaneous)
Typical contact resistance~3 mΩ¹
Shock survival500 G¹
Vibration survival200 G¹
Gas-tight crimp at micro-pin sizesDesigned for
Helix geometry preservationUniform radial
Suitable AWG range (twist pin)22–32
Recognized standardsMIL-DTL-83513 / 32139
NASA INST-EEE-002 acceptanceRequired²
"Twist pin contacts provide lower contact resistance, typically around 3 mΩ compared to 8 mΩ for standard M83513 connectors. This reliability minimizes signal degradation and supports predictable performance, even as surfaces oxidize or wear."
Four-point die geometry matters because of how twist pin contacts are built. Multiple strands — seven or more in the standard design — of high-conductivity wire are wound into a precision helix, with gold-plated beryllium copper at the outer layer. A two-point crimp pinches together opposing sides of that helical bundle. The result is an electrical contact, but the multi-point-contact geometry that defines twist pin integrity is destroyed. A hexagonal crimp over-compresses the bundle, risks fracturing the outer strands, and deforms the jacket enough to threaten the gas-tight seal. Our four-point geometry applies radial force on all sides of the wire bundle in balance, preserves helical geometry under sustained force, and produces gas-tight seals that meet the 500 G shock / 200 G vibration ratings Cinch publishes for its Dura-Con connectors.
Business takeaway
Four-point crimp on the wire termination is required wherever the connector body is going into an AS9100D-audited or NASA-screened program. Whether you assemble onto Cinch Dura-Con, Glenair, ITT Cannon, or Axon' Micro-D bodies, the wire side needs four-point crimp to qualify. Our machine ships with that die set as the factory default.
CCD-Verified Quality — Concentricity, Length & Crimp-Dimension Inspection
crimping turns from a process geometry to an audible production system when combined with dimensional inspection and verification.
The alternative inspection is based on hoping pieces are properly positioned, where instead, they can be accompanied with dimensional evidence with the use of our CCD vision on the machine assembly station. (Buyer Angle EN - Execution Detail; MGR - Traceability)
We offer our CCD module for inspection on the 0.45 machine and we measure three dimensions on the crimped contact pin; Concentricity of contact body vs wire, finished crimp length and outside crimp barrel diameter, all of which must be within the specified tolerance or the contact pin will be routed to the reject bin and recorded. The entire measurement cycle for this check takes less than .0425 seconds to complete, which means inspection is already integrated into our 10-13 parts per minute through put.
To give some reference, our CCD's are operating in the same dimension range as other leading suppliers, many of which operate in the micro to sub-micro meter range.
For example, Kistler describes a seven dimensional parameter vision system that operates with .005mm accuracy, and industrial machine products from Averna can measure hundreds of parts per minute with accuracy often in the micro to sub-micro meter range. That's why our vision system can differentiate a proper copper sleeve seating from a copper sleeve that was inserted 0.050 mm deeper.
Why Three Dimensions, Not One
You'll never know with crimp Force (the typical single dimensional input in a lot of older Ketalars) if the tool bottomed out and centered the contact. Length checks will ensure the wire is the correct size but tell nothing of the barrel's ovality. Only crimp Concentricity measurement ensures a symmetrical part but not necessarily a pin that will insert and function properly inside of the plastic insulator. Only our Three Dimensional CCD measures all of these and more, giving you a complete data point for each pin before declaring a part good.
One quote from our most demanding customer: "What an AS9100 auditor looks for is not your spec sheet, but your crimp records; if a lot run was just completed and showed only 3 NG events for a total lot size of 1,200 parts with corresponding reject records documented the qualification meeting may take 30 minutes, rather than 3 days".
What the CCD Output Becomes Downstream
Lot rejection rate trending, including per shift, pin family, and operator.
Early drift detection in the crimping process to help predict tool wear, identifying when parameters trend toward tolerance limits before impacting yield rates.
Evidence for AS9100 auditing, providing verifiable records that correspond to specific production lots, as required by 8.1.3 (Production and Process Control) and 8.5.1 (Control of Production and Service Provision).
First Article Inspection (FAI) feed-these same dimensional measurements populate AS9102 FAI reports without re-measurement on a separate gauge.
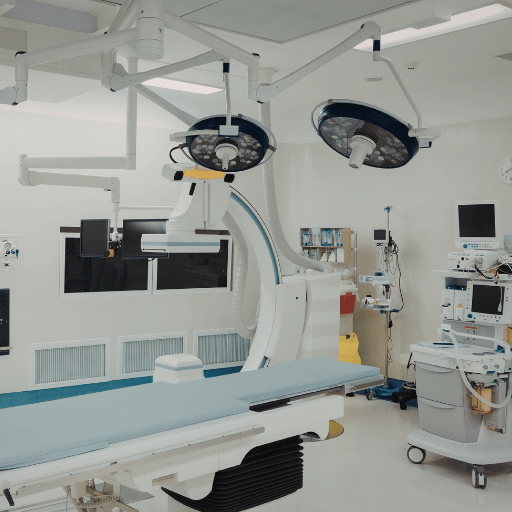
Applications — Aerospace, Defense, Precision Instruments & Medical Devices
Twist pin contacts go where stamped contacts fail. The machine is built for the same operational envelope: high-reliability programs where micro-rectangular connectors carry mission-critical signals.
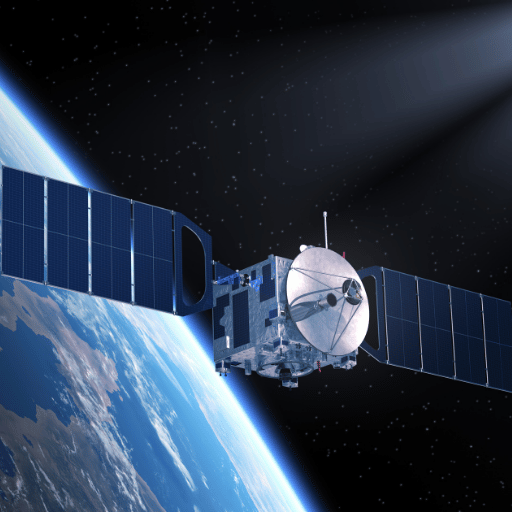
Aerospace & Satellite Systems
Avionics, satellite communication payloads, onboard electronics. MIL-DTL-83513 Micro-D bodies populated with twist pin contacts withstand-55C to +125C temperature range, 500 G shock, 200 G vibration-the operational envelope of launch and orbital insertion. Civil aerospace programs use the same connector family with similar crimp requirements, particularly under EN 9100 quality programs.
Missile Defense & Military Equipment
Guidance systems, radar, secure communications. AS9100D and EN 9100 supplier audits demand documented crimp records, which the CCD module produces automatically. The compact pin geometry is what enables high-density connector layouts in vehicle and weapon system electronics.
Aerospace
Defense

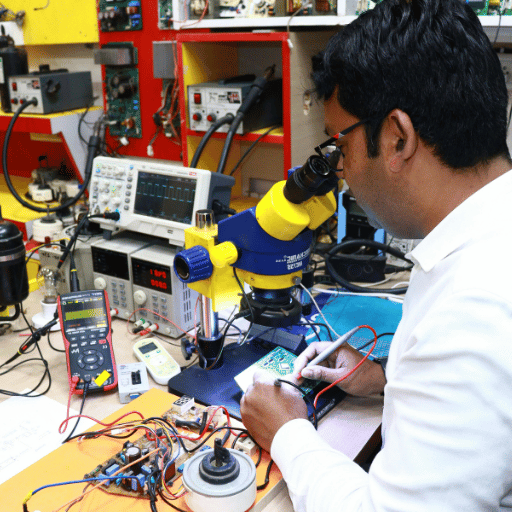
Precision Instruments & Geophysical Equipment
Test fixtures reqiring thousands of mating cycles, downhole instrumentation operating in elevated temperature and vibration, and laboratory measurement systems all rely on the twist pin's redundant contact geometry to maintain low contact resistance over long service intervals. ConnectorSupplier documents the MIL-DTL-83513 connector family's adoption in geophysical and downhole oil & gas equipment alongside its military aerospace heritage.
Medical Devices
Implantables, surgical robotics, diagnostic imaging systems. Vibration and thermal cycling resilience matters equally in operating-room and ambulatory contexts, and the contact redundancy that makes twist pin attractive for aerospace also serves medical reliability requirements where intermittent connections are unacceptable.
Instruments
Medical
Customer Roster — Cooperated Industrial Customers
AVIC
CSIC
GAC Group
Corning USA
Hunter
TE
Sumitomo
LEGO Denmark
TCL
SONY
Foxconn
Standards & Compliance — MIL-DTL-83513, NASA INST-EEE-002, AS9100D
Procurement teams reading this section are asking one question: Can this supplier survive a supplier qualification audit? The answer is documented below.
Standards Crosswalk
| Standard | Scope | Relevance to This Machine |
|---|---|---|
| MIL-DTL-83513 | Micro-D connector spec (DLA / DoD) | Connector body family our crimp tooling is designed for. .050 in / 1.3 mm contact spacing; mating life ≥500 cycles; contact retention ≥5 lb. |
| MIL-DTL-32139 | Nano-D connector spec | Smaller pin family in same micro-rectangular taxonomy; custom tooling option. |
| NASA INST-EEE-002 | NASA EEE Parts Selection Guide | Mandates twist pin contacts for Micro-D in mission-critical hardware. Our four-point crimp delivers the contact integrity NASA requires.² |
| NASA-STD-8739.4A | Crimping practice for space hardware | Defines crimp pull-strength minimums and failure modes. CCD inspection delivers the per-piece dimensional record this standard requires.⁶ |
| AS9100D / EN 9100 | Aerospace QMS (supplier qualification) | CCD inspection records satisfy §8.1.3 (production control) and §8.5.1 (production traceability). |
| AS9102 | First Article Inspection (FAI) | Three-dimension CCD output integrates directly into FAI reports without separate measurement. |
| IPC/WHMA-A-620 | Cable and wire harness assembly | Industry crimp acceptance standard; four-point crimp meets Class 3 (high-reliability) crimp profile requirements. |
| MIL-STD-1344 (Method 2005) | Vibration test method | Reference baseline for the 20 G stamped vs 200 G twist pin survival comparison.¹ |
ZEUEE Supplier Qualification Profile
ISO 9001:2015 QMS
National High-Tech Enterprise
Specialized SME (SRDI)
Patent Demonstration Enterprise
32+ Invention Patents
68+ Utility Model Patents
Guangdong Robot Association VP Unit
CIMIA Member Unit
01 / 10
Expand



Aerospace supplier audit experience documents what this section is really about. KLINGER IGI, which advises aerospace defense and electronics programs on AS9100D compliance, writes: "When procurement teams are evaluating whether a supplier can meet those requirements, AS9100D certification compresses that evaluation significantly." Caton connector reinforces the underlying responsibility transfer that drives the requirement: "You are responsible for supplier...quality," which is why supplier qualification cannot be delegated.
ZEUEE operates under ISO 9001:2015 and supplies industrial automation equipment into programs that themselves audit downstream. Our patent portfolio (32+ invention + 68+ utility model) and twenty-year operating history are part of the technical risk file procurement teams compile before engineering qualification begins.
Procurement Guide — Configuration, Lead Time, Warranty & Aftersales
Procurement teams want three things from a supplier page: a configurable scope of supply, lead-time clarity, and aftersales terms that survive the first warranty conversation. This section answers all three without pretending the equipment is a SKU on a shelf.
ROI & TCO — Why In-House Automated Crimping Pays Back
This section covers what we can defend, not what we can promise. ROI percentage claims without published customer data are speculation; TCO based on industry economics (such as the references cited below) is engineering.
Total Cost of Ownership Considerations
01
50–65%
of total wire-assembly cost is material — copper alone accounts for 30–50%. Every 1% reduction in NG rate compounds against the largest cost line.⁹
02
~5 µm
CCD-class dimensional accuracy at production speed eliminates manual dimensional re-inspection downstream.⁴
03
7+
independent contact points per twist pin — redundancy that turns into reduced field failure risk on multi-decade aerospace programs.¹
Industry data references — see References & Data Sources, items 1, 4, 9.
In-House Crimping vs Outsourced Wire Harness Assembly
One of the consistent industry factors noted when describing outsourced production difficulties includes “Challenges with in-house facilities to access automated crimping, stripping, or terminal application machinery... high labour costs for trained technicians.”
The challenge of accessing that machinery has now been largely removed by the 0.45 Twist Pin crimping machine. Instead, now there is an argument for maintaining IP/traceability and throughput in house by purchasing.
High-Performance Twist Pin Crimping Machine

Twist Pin Crimping Machine Interactive Engineering Tools
01
Twist Pin Tooling Compatibility Selector
Match your pin specification to the right ZEUEE 0.45 configuration. Send the output to our engineering team with one click for a fitted RFQ.
Explore Tool
02
NG Rate ROI / Material Savings Calculator
Estimate annual material recovery from reducing crimp NG rate with CCD-verified four-point crimping.
Calculate ROI
03
Crimp Geometry Comparison — 2-Point vs Hex vs 4-Point
Click a method to see how force distribution affects contact resistance, vibration survival, and crimp integrity on twist pin contacts. Data sourced from Cinch Connectivity (2025) and MIL-DTL-83513 specification.
View Comparison
Frequently Asked Questions
What are your options for tooling with the machine? A twist pin contact consists of multiple (typically seven) strands of wire (gold-plated beryllium copper usually the outer layer) wound in a precision helix to allow 7+ separate contacts during matimg. For this reason NASA INST-EEE-002 requires twist pin contacts on their Micro-D connectors. crimping to the four point geomerty on the assembly and it will compress the precision without flattening.
A standard machine will run between 10 and 13 parts per minute or 600 and 780 parts per hour while including the inspection, assuming that the inspection window for the crimp is already factored in the machines cycle time, the dimensional check is part of that.
Our standard machine covers MIL-DTL-83513 Micro-D twist pins in the 0.040–0.060 inch diameter band. For Nano-D (MIL-DTL-32139), larger civil aerospace, or custom connector families, send us your pin drawing and we will quote application-specific tooling.
The four point die sets on the machine and its four-point system conform to the requirements of NASA INST-EEE-002 Micro-D twist pin standards while still being sized to crimp MIL-DTL-83513 connector family twist pins. Ensuring crimp conformance on program level with the program specific connector body and wire requires the dimensional inspection records that the machine provides during tooling Qualification to prove out your specific requirements.
Yes, the standard on-board CCD module tracks the concentricity, crimp barrel length and diameter per piece. Records can be supplied in standard CSVs and can be directly interfaced with MES systems. The records have been designed to support AS9100D, specifically audit areas 8.1.3 and 8.5.1.
crimp Force monitering is not sufficient, it only tell you the dies are shut, not that the twist pin made it into the tool without deforming its outer shell, or was centered and length, and it didn't provide adequate data if the crimp barb was bent outside of dimension by going through an open die versus a closed-die process. On an audit you can be requested to provide specific dimensions per crimp, not a Force chart.
The machine comes direct from China on a normal schedule. Custom tool sets and some added tooling add engineers & validation time. Based on the tool pin geometry it can take up to 8 weeks to fulfill the order after ordering the custom option and will be verified at order submission.
Yes. Remote commission are included in all on site commissioning, training and installation add on costs.
tooling options include a bowl feed which includes additional equipment. There is a standard 1-tool quick-change, which allows you to change to a new family of tools in an estimated 45 mins.
The primary wear parts for ZEUEE automated wire processing are crimp die elements, the CCD ring, and pneumatic seals. ZEUEE specifies a preventive maintenance schedule for its four-point crimp die based on the operation cycle count rather than clock time (recommendation found in operation manual) and has found that typical factory air-filtration systems can sustain the wear parts inventory at small levels. ZEUEE stocks repair-quality spares in its Shenzhen facility with critical items typically arriving within 7 days via air cargo.
Yes. While ZEUEE's crimp die and wire termination are not directly subject to the MIL-DTL-83513 tin restriction, the restriction applies if connector contact materials with higher than 3 percent tin content are used as part of a tinned upstream wire processing chain where MIL-DTL-83513 connector is specified for those elements. MIL-DTL-83513 specifies that connector materials may contain a maximum of 3 percent tin by weight in all applications; pure tin is excluded due to tin-whisker concerns in long-duration space and military applications.
The standard machine configuration comes with a parts and labor warranty for a specified term; tooling has a different wear schedule (provided separately).ZEUEE-specified wear parts, including crimp die elements, CCD vision LEDs, and pneumatic seals, are sold on a consumable basis with recommended replacement intervals detailed in the operation operating manual.
Please use one of these three options:
1) Review our technical specification sheets for engineering
2) Book a 30-minute consultation with our application engineering team to discuss fit and interface options
3) Submit a representative sample of your crimp lots under NDA for ZEUEE’s application engineering team to run on our test configuration; you will receive the resulting inspection log as part of our findings.
1) Review our technical specification sheets for engineering
2) Book a 30-minute consultation with our application engineering team to discuss fit and interface options
3) Submit a representative sample of your crimp lots under NDA for ZEUEE’s application engineering team to run on our test configuration; you will receive the resulting inspection log as part of our findings.
MIL-DTL-83513 qualified connector manufacturers and assembly equipment suppliers including TE Connectivity, Cinch Connectivity Solutions (Bel Fuse), Glenair, ITT Cannon, among others in the connector supply base, and a range of Western and Asian suppliers to the assembly segment. The optimal selection across these manufacturers requires evaluating the total cost of ownership (TCO) over a 5-year period to include equipment cost, commissioning, tooling consumables, spare parts, and post-sale support. ZEUEE’s two-decades of industrial automation experience, numerous invention patents (32+), and extensive international customer base (30+ countries) also factor into procurement teams’ analysis when comparing ZEUEE to their Western competitors.
Ready to Specify the 0.45 Twist Pin Crimping Machine?
Send us your pin drawings and annual volume; our application engineering team will return a configuration proposal, lead-time estimate, and a TCO worksheet customized to your program.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified



