Get in touch with Zeyu lntelligent Industrial Company

Wire Harness Assembly Machine — Automated Cut, Strip, Crimp & Test in One Line
Reduce your harness labor by 50% and set crimp’s quality to IPC/WHMA-A-620 — with a custom-built line designed specifically for your wire types, terminals, and volume.
Credentials
- ISO 9001:2015 certified
- 150+ patents (32 invention)
- 20 years, 10,000+ builds
- Trusted by TE · Corning · SONY · LEGO
- IPC/WHMA-A-620 aligned

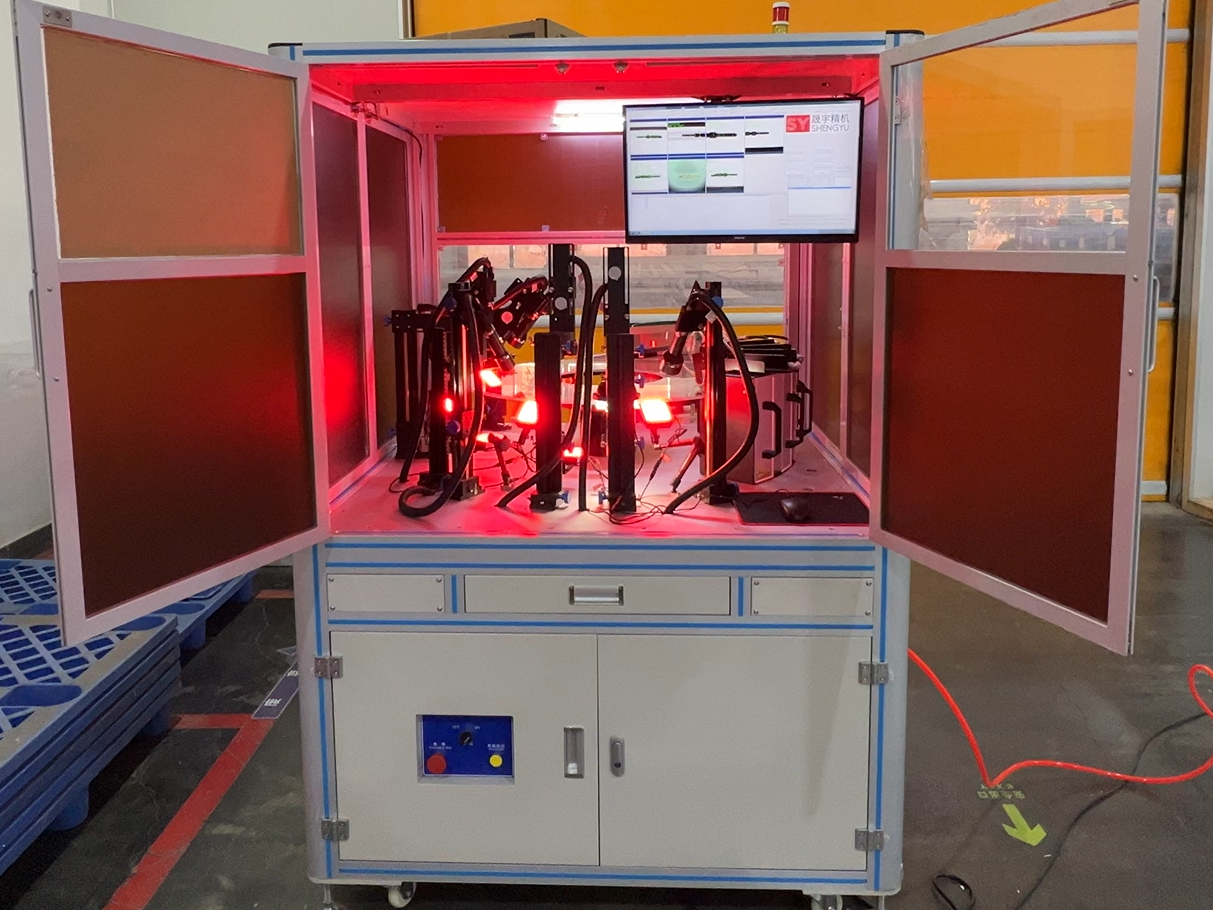
Fig. 01 / Cut–Strip–Crimp–Test Line
Model A145-ZY02
Machine Capabilities & Specifications
Spec / 06 ITEMS
-
01
Wire Range
0.13–6 mm² (26–10 AWG), adjustable -
02
Crimp Force
Approximately 150 kN for large-cable / lug configurations -
03
Crimp Quality
IPC/WHMA-A-620 Class 3, ±0.05 mm height with crimp-force monitoring -
04
Testing
100% electrical continuity + CCD vision inspection -
05
Process
Cut, strip, crimp, seal, twist, housing insertion, test -
06
Build
Custom, MOQ 1 unit · ISO 9001:2015 · Model series A145-ZY02
A wire harness assembly machine automates the wire processing sequence — measuring, cutting, stripping, crimping terminals, and electrical testing — that manual benches struggle to keep consistent. ZEUEE builds these lines as custom automation: you bring the wire gauges, connector terminals, and throughput target; we configure the cut–strip–crimp–insert–test stations around them — one specialized line within our connector assembly machine range.
Automated cut-strip-crimp lines usually reduce harness labor costs by over 50% with a 12–24 month payback (average industry data), whereas crimp-force monitoring refuses any joint that deviates >5% from the validated profile. Built for cable assembly and wire assembly across automotive wire, appliance, and industrial harnesses, the compact platform delivers high quality and productivity with variable, tailored configurations engineered for reliability and efficiency.
For Engineers · Plant Managers · Procurement
Why Manual Wire Harness Assembly Caps Throughput — and What Automation Changes
Demand for harness manufacturing automation tracks two pressures at once — a tight labor market and rising electrical-quality expectations from automotive and aerospace customers. What sets ZEUEE apart is not speed alone: its line, validated at factory acceptance test (FAT) before shipment, makes every crimp measurable against IPC/WHMA-A-620.

A wire harness, is a structured bundle of cut-to-length conductors that end with connectors, which distribute power and signals through a system, whether it be a vehicle, aircraft, or appliance. More often than not, the design isn’t the expensive component — it’s the repetitive cutting, strip and crimp assembly, and inspection work that’s behind it all. That is exactly the band of the wire harness assembly process automation removes, freeing your technicians for layout, branch routing, and final quality control where human judgment still wins. For an industrial buyer weighing a first automated line, that division of labor is the honest version of “automation” — not a lights-out fantasy.
Key Outcome
Get a line assessment
Automated wire processing typically reduces harness labor cost by more than 50% with a 12–24 month payback (industry averages), while crimp-force monitoring adds the traceability a manual line never had.
For Engineers · Procurement (RFQ matching)
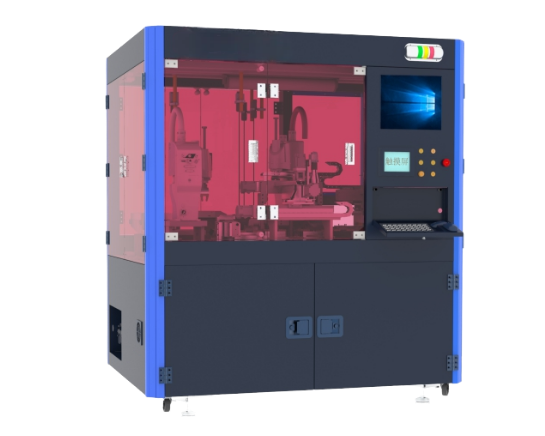
ZEUEE Wire Harness Assembly Machines — Models & Configuration
A fixed-catalog machine that doesn’t match your wire range is an expensive mismatch: over-spec the gauge band and you overpay; under-spec it and you hit changeover delays and stranded capacity within a year. Structurally, harnesses differ in wire gauge, terminal style, and volume — so ZEUEE engineers the assembly machine as a configured line rather than a fixed box, validated at FAT against your spec. Our A145-ZY02 series spans single-head benchtop crimping through multi-station fully automatic cut-and-stripping and crimping lines, each matched to the 0.13–6 mm² range and terminal styles you provide. This configured-line architecture mirrors long-standing USPTO filings such as US 5,365,659. Each build is cost-effective and configurable, with fine adjustment for wire diameter, dual-head throughput, a connector housing insertion machine module, and quality standards matched to your application.
Wire cross-section
0.13–6 mm² (26–10 AWG)
multiconductor, coax, ribbon supported
Crimp force (large-cable configs)
up to ~150 kN
to 120 / 240 / 400 mm² / 600 MCM on heavy presses
Crimp pull-force target
≥90% of wire UTS (IPC-620 Class 3)
55 N @ 20 AWG · 100 N @ 16 AWG · 160 N @ 12 AWG
Crimp height tolerance
±0.05 mm (with CFM)
>5% force deviation auto-rejected
Processing stations
cut · strip · crimp · seal · twist · insert · test
station count configured to harness complexity
Inspection
100% electrical continuity + CCD vision
per ZEUEE DC wire line architecture
Throughput
model-dependent (≈10–12 pcs/min reference)
varies with branch count and insertion mode
Pull-force and tolerance specifications according to IPC/WHMA-A-620 Table 4-1. Throughput reference from the ZEUEE DC wire automated production line. Specifics are determined according to order.
Please use the matrix to outline your production reality to a configuration prior to requesting your quote:
| Your situation | Wire / terminal | Volume | Recommended configuration | Insertion mode |
|---|---|---|---|---|
| Prototyping / repair | 0.13–2.5 mm², mixed terminals | Low / high-mix | Benchtop crimp + manual strip | Manual |
| Mid-volume signal harness | 0.13–1.5 mm², open-barrel | Mid | Automatic cut-strip-crimp, 3–4 stations | Vision-guided assist |
| High-volume automotive | 0.5–6 mm², sealed + ferrule | High | Fully automatic line + seal insertion + CFM | Hybrid (auto + tech) |
| Power / EV cable | 16–400 mm², cable lug | Mid–High | Heavy crimp press (to 150 kN) + pull-test | Manual load |
| Aerospace / mil-spec | Coax, multiconductor, shielded | Low–Mid | Programmable cut-strip + machined-contact crimp | Manual + 100% test |
Every configuration comes with a specified wire range, terminal compatibility list, and a minimum of one unit — ZEUEE builds to order, so specification drives the machine, not the other way around.
Get the Selection Matrix as a PDF →
As a complete wire harness manufacturing equipment investment, the line integrates a wire cut and strip machine front-end with our automatic terminal & wire crimping machine and upstream DC wire production line for a complete processing cell.
For Engineers
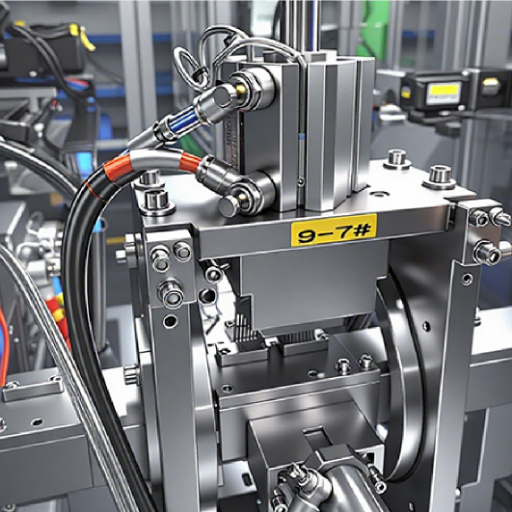
Inside the Cut–Strip–Crimp–Insert–Test Integrated Line
The Connector insertion of terminated leads into housings is still mostly manual, even as cutting, stripping, and crimping automate cleanly. There is a structural reason that deals with the physics of trade-offs: wires remain flexible while robots and the parts they work on are built around rigidity; connectors click audibly; and the misplaced terminations are small enough that the operator’s ear would have been the one to catch the misalignment that would cause a faulty seated termination. As if they do not know this is how plants get a insertion line that jams and delays every build. ZEUEE engineers around this trade-off using a hybrid line: automate the high-volume sections of cut-strip-crimp and then guide housing insertion to vision and test 100% of circuits by electrical.
Five integrated stages
-
1. Measure & Cut — servo feed adjusts length to approximately 1 mm and a precision blade cuts each conductor.
-
2. Strip — programmable stripper strips insulation without nicks, handles partial and full cuts, and stripping over the wire range.
-
3. Crimp — applicator presses terminals to the crimping terminal profile, with crimp force monitoring of each cycle vs. a golden sample, rejecting cycles greater than 5% difference.
-
4. Seal & insert — place seals for sealed connectors, then vision-guided insertion positions leads into the connector housing, the same precision behind our automatic pin insertion machine.
-
5. Test — 100% electrical continuity, plus CCD vision checks each terminal before the harness leaves the cell. Optional wire marking integrates with the crimping process to cut manual labor across versatile wire runs.
ZEUEE’s contribution is combining crimp-force monitoring and CCD test into a single traceable line. This cut-measure-strip-crimp-insert sequence is the foundational architecture captured in USPTO filings like US 7,134,190 (Wire Harness Manufacturing Machine) and US 5,365,659 (Wiring harness Fabricating System) and shows the cut-measure-strip-crimp-insert sequence.
“We do not market a ‘lights-out’ harness fantasy. We automate the cut, strip, and crimp where repeatability pays, instrument every crimp with force monitoring, and maintain a guided insertion step where a connector’s click still counts. That combination is what truly stands up on a automotive audit.”
— ZEUEE Engineering Team, Industrial Automation Division
Every ZEUEE harness line has a unique feature: automate where repeatability pays, instrument the crimp, and maintain a verified human-or-vision step insertion.
For Engineers + Plant Managers · Procurement (cost)
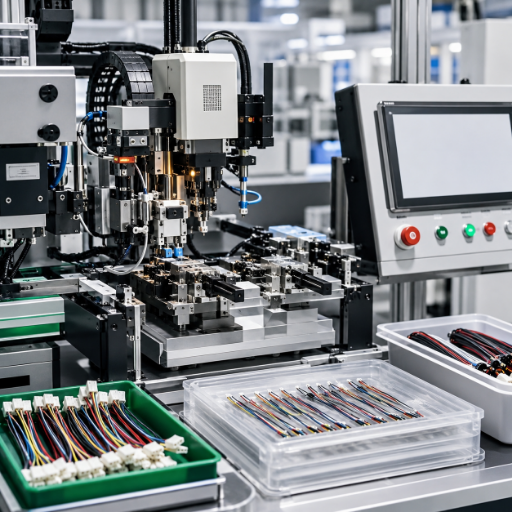
Automated vs Manual Harness Assembly — Throughput, Quality & Cost
The case for an automated wire crimping machine line is not speed; it is a consistent measure. manual crimping is inconsistent operator-to-operator and leaves no record, so an under-performing crimp ships and fails in the field; the structural defect is a lack of per-cycle measurement. Instrumenting every crimp resolves it — the line measures crimp quality against the IPC-620 profile on each cycle and rejects deviations beyond 5% — the differentiator that turns “>50% labor savings” from a marketing claim into an audited number — the kind of manufacturing-automation ROI documented by bodies such as NIST MEP. Concrete figures below replace High/Medium/Low labels:
| Dimension | Manual bench | Automated cut-strip-crimp line |
|---|---|---|
| Crimp consistency | Operator-dependent, no per-crimp record | ±0.05 mm height, >5% deviation auto-rejected |
| Pull-force compliance | Spot-checked by sampling | Every crimp to IPC-620 Class 3 (≥90% UTS) |
| Labor per 1,000 leads | Baseline | >50% lower labor cost (industry average) |
| Traceability | Manual logs | Per-crimp force-displacement data |
| Changeover | Re-tool + re-train | Programmable recipe, fast changeover |
TCO / ROI Outlook
For harness automation, a typical payback period of 12-24 mo is typical; this time frame averages a strong annual savings of 25-45%, and is driven by most labor savings and fewer crimp defects.
These figures are averaged industry figures and not a ZEUEE-specific guarantee — actual payback will be determined by your wire mix, your shift pattern, and your volume. We model it against your numbers upon request.
Where automation pays back fastest is high-volume, repetitive harness families; low-volume high-mix work stays more economical on a hybrid bench, which is why our Selection Matrix routes you accordingly.
Request a free ROI estimate for your volume →For Plant Managers · Engineers (technical validation)
Proven in Automotive, Aerospace & 3C Electronics
Every industrial buyer fears the risk of purchasing a line that looks good in a brochure but stalls when a customer audits it. This explains why harness automation only matters if it outlasts a real production floor. Structurally, ZEUEE clears that bar through two decades of factory-floor builds in the same industries as where harness’s quality is non-negotiable — automotive, aerospace and defense, 3C electronics, appliances, and medical.
That track record means long-term collaboration with TE, Sumitomo, Corning, SONY, LEGO, GAC Group, AVIC, and Foxconn, and it doesn’t matter if you are a US buyer or an EU buyer, the line only ships after a factory acceptance test against your own samples.
-
01
Sealed harness families at 0.5–6 mm² demand seal insertion plus crimp-force monitoring to pass USCAR-2 Grade 3 (≥80 N pull-out at 1.5 mm², the automated fabrication approach behind US 4,825,537) — the configuration our high-volume line aims for.
-
02

Coax, shielded, and machined-contact terminations where 100% electrical testing is mandatory, no exceptions.
-
03
Fine-gauge signal harnesses where rapid changeover across product variants safeguards profit.
Each aligns with a configuration in the Selection Matrix above, and our broader automotive assembly automation capacity.
For Procurement · Engineers (standards applicability)
Quality Control, Certifications & Compliance
The most costly defective item from harness is shipping. Buyers looking for the cheapest price, avoiding crimp and test verification, inevitably pay later in field failures and non-compliance . Building the standard into the machine, not bolting inspection on afterward, is how ZEUEE answers — integrating checks later.










ISO 9001:2015
Quality management certified
IPC/WHMA-A-620
Class 3 crimp criteria aligned
Crimp Monitoring
Per-cycle, >5% reject
100% Elect. Test
Continuity + CCD vision
150+ Patents
32 invention · 68 utility
Nat’l High-Tech
Enterprise qualification
Crimp quality control meets the requirements of the IPC/WHMA-A-620 standard via two methods: height measurement at crimp and pull-force testing, with our lines aiming for the Table 4-1 minimums (55 N at 20 AWG, 100 N at 16 AWG, 160 N at 12 AWG) and Class 3’s ≥90%-of-UTS rule, layered on top of an ISO 9001 quality system . CCD vision adds the dimensional and seating verification the human eye cannot catch at line speed. Uncertified, untested crimps are precisely where short circuits and insulation failures originate . Closing that gap is the whole point of an instrumented line.
Download full compliance documentation →For Procurement · Plant Managers (budget approval)
Procurement Guide — Customization, Lead Time & After-Sales
Custom-equipped budgets for harness equipment sink two hidden costs: mold and fixture costs for custom configurations and testing fees that can be easily missed at the time of quoting. ZEUEE quotes with a transparent set of parameters so the installed cost will not surprise you.
What drives your configuration and price
-
Wire and terminal scope
gauge range, terminal styles (open-barrel, ferrule, IDC, cable lug), sealed or unsealed
-
Station count
how many of cut / strip / crimp / seal / twist / insert / test you automate
-
Inspection depth
crimp-force monitoring, CCD vision, 100% electrical testing
-
Volume and changeover
single-product line vs rapid multi-recipe changeover
-
Integration
standalone cell vs upstream line tie-in
Each factor impacts the construction, and we correlate it to a written quotation instead of a sticker price — contact ZEUEE for a quotation according to your parameters for harness. A single custom unit is the minimum order; lead time is based on your spec at the quote; every line is shipped with installation support, spare-part instruction, and after-sales service from a builder that has commissioned lines across 30+ countries. Buyers comparing offers should weigh certification, test coverage, and after-sales depth beyond the headline price — the documented number-one sourcing mistake in this segment.
Contact ZEUEE for a Quotation →FAQ — Wire Harness Assembly Machines
What wire cross-sections and AWG range can the machine handle?
Signal and standard power harnesses span 0.13–6 mm² (26–10 AWG) and for specialized heavy crimp presses is 120–400 mm² (up to 600 MCM) for cable-lug work. This range is configured according to your order to the wire list.
Does the line include automatic testing?
Yes. ZEUEE integrates 100% electrical continuity testing and CCD vision inspection, as well as crimp-force monitoring which records every cycle and rejects any crimp that deviates more than 5% from the validated profile.
How much labor can automation actually save versus manual assembly?
industry data estimates automated wire processing at labor-cost savings >50% with a payback period of 12-24 months. Your result is volume and shift pattern dependent – we prefer modeling it against your data than promising a fixed figure.
Can wire harness assembly be fully automated?
Not entirely. Cutting, stripping, and crimping automate cleanly, but inserting terminated leads into connector housings stays largely manual because connectors rely on tactile/acoustic feedback and tiny-terminal alignment. A hybrid line — automated processing plus vision-guided insertion and 100% test — is the honest, production-proven approach.
How do I choose the right configuration for my volume and wire types?
Use the Wire Harness Automation Selection Matrix above: match your wire and terminal type, your volume, and your insertion needs to a recommended station configuration, then forward it with your RFQ for an exact build.
What is the lead time, minimum order, and customization scope?
Minimum order is a single custom unit. Lead time is confirmed against your specification at quote. Each line is constructed according to your wire range, terminal styles, desired station count, and integration options — ZEUEE is a custom non-standard builder of automations, not a catalog vendor.
How does ZEUEE compare to Komax- or TE-class machines?
At manufacturer-direct cost structure, ZEUEE competes on custom build flexibility, integrated CCD + electrical testing, transparent procurement, and direct after-sales while matching core spec envelope (0.13–6 mm², IPC-620 crimp compliance, crimp-force monitoring). For an importer evaluating a first Asian-built line, that mix — proven spec parity plus a builder you can actually audit — is the practical reason to shortlist ZEUEE alongside the incumbents.
WHY WE WRITE THIS
About ZEUEE Engineering Insights
ZEUEE shares technical guides based on real automation project experience. Since 2005, we have designed and manufactured non-standard automation equipment for connector assembly, wire harness production, robotic lines, vision inspection, and smart factory upgrades.
Founded in 2005
20,000 m² production base
120+ specialists
150+ R&D patents
ISO9001:2015 certified


