Get in touch with Zeyu lntelligent Industrial Company
Updated June 2026 · Reviewed by the ZEUEE application engineering team, builders of automated assembly and ultrasonic welding equipment since 2005.
A toy ultrasonic welding machine joins two molded thermoplastic toy parts by converting high-frequency electrical energy into mechanical vibration, usually at 20, 35, or 40 kHz, and pressing that vibration into the joint until friction melts a small ridge of plastic and fuses the parts, all in a fraction of a second, with no glue, screws, or solvent, and leaving a clean joint that can be sealed and strong enough to survive a child’s rough play. This guide explains how the process works, the parts of the machine, the machine types, which plastics weld, how to choose one, and the toy-safety standards every weld has to pass.
Quick Specs: Toy Ultrasonic Welding at a Glance
| Typical frequency | 15 / 20 / 30 / 35 / 40 kHz |
| Weld cycle | ~0.1–1 s weld + brief hold/cool (2–6 s total in automation) |
| Horn amplitude | ~10–120 µm (microns) at the horn face |
| Best toy plastics | ABS, PC, PS (amorphous); PP, PE, nylon (semi-crystalline, near-field) |
| Consumables | None (no glue, solvent, or rivet) |
| Governing safety standards | ASTM F963-23 (USA), EN 71-1 (EU) |
What Is a Toy Ultrasonic Welding Machine?

A toy ultrasonic welding machine is a piece of plastic-welding equipment that fuses two thermoplastic parts using ultrasonic vibration instead of an adhesive. This kind of ultrasonic plastic welding machine is the same family of plastic welder used across electronics and automotive assembly, set up for the small, cosmetic, and often sealed joints that plastic toys need. Because the bond is created by melting the plastic itself, there’s no glue line to fail, no solvent fumes, and nothing for a child to pry loose, which is exactly why the toy industry moved to ultrasonic welding for housings, battery covers, and water-tight parts.
Three things appeal at once: it’s fast (a weld lands in well under a second), clean (no consumables, no residue), and consistent enough to repeat the same weld tens of thousands of times. That last point matters more than it sounds, because a toy weld isn’t judged on a single good part, it’s judged on whether the 30,000th part still passes a pull test. Ultrasonic energy has been used to join thermoplastics for more than 70 years, and it’s most often chosen when a part is too complex or too expensive to mold in one piece. Because a part that can separate become a choking hazard, a reliable weld is also a toy-safety requirement (US CPSC), not just a quality one.
How Ultrasonic Welding Works: The Weld Cycle and Parameters
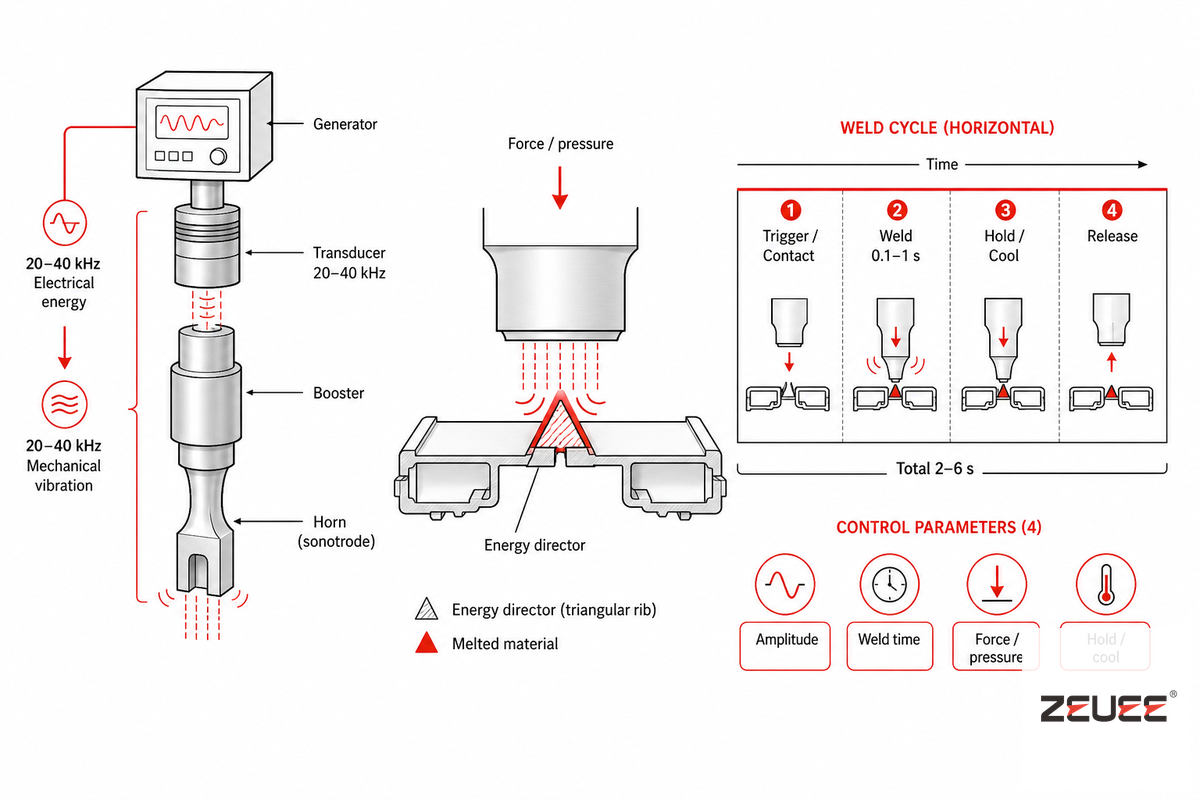
Ultrasonic welding is a high-frequency welding process that turns electricity into sound waves above human hearing, drives that mechanical vibration through one plastic part, and concentrates it at the joint. Its horn (sonotrode) vibrates vertically, for example 20,000 times per second at 20 kHz or 40,000 times per second at 40 kHz, by only a few microns of travel. Those vibrations create friction at the interface between the two parts, the friction generates heat, that localized heating melts the plastic, and when the vibration stops and the melt cool under pressure, a weld is formed.
💡 The Energy-Director First Principle
In our toy-housing builds, the weld is engineered in the mold, not dialed in on the machine. Almost every reliable ultrasonic toy joint carries an energy director — a small triangular ridge molded onto one mating face. It is the high spot the ultrasonics hit first, so it melts first and flows to fill the joint. Get the energy director geometry right and a modest machine welds beautifully; leave it off and no amount of power produces a clean, even bond. Patent offices have granted patents specifically on energy director joint design for ultrasonic welding of thermoplastics — proof that the joint geometry, not the box, is the real invention.
The four phases of a weld cycle
- Contact and trigger, the horn descends and applies an initial force to seat the parts.
- Weld, the ultrasonics switch on; the energy director melts and molten plastic flows across the interface.
- Hold and cool, vibration stops but force is held while the melt solidifies into the finished joint.
- Release, the horn retracts and the welded part is ejected.
Four parameters control that cycle: amplitude (how far the horn face move, in microns), weld force/pressure, weld time, and hold time. Modern welders run one of three weld modes, time (weld for a fixed number of milliseconds), energy (weld until a set number of joules is delivered), or distance/collapse (weld until the parts close by a set amount). Distance and energy modes are the most repeatable because they react to the part instead of the clock, which is why the control mode you pick is itself a welding decision.
How much amplitude do you actually need? Research from the welding-engineering community is specific: studies of minimum amplitude found that polypropylene need roughly 13 µm of peak-to-peak amplitude before a weld will even form, while easier amorphous resins tolerate a wider window. As a worked example, an engineer setting up a 20 kHz weld on a thin ABS doll seam might start near 40–60 µm amplitude, a short 0.2–0.4 s weld time, and a light hold, then tune by pulling test parts apart and reading where they break. If parts fail in the weld, raise energy or fix the joint; if the plastic marks or flashes, you’ve too much.
Inside the Machine: The Ultrasonic Stack
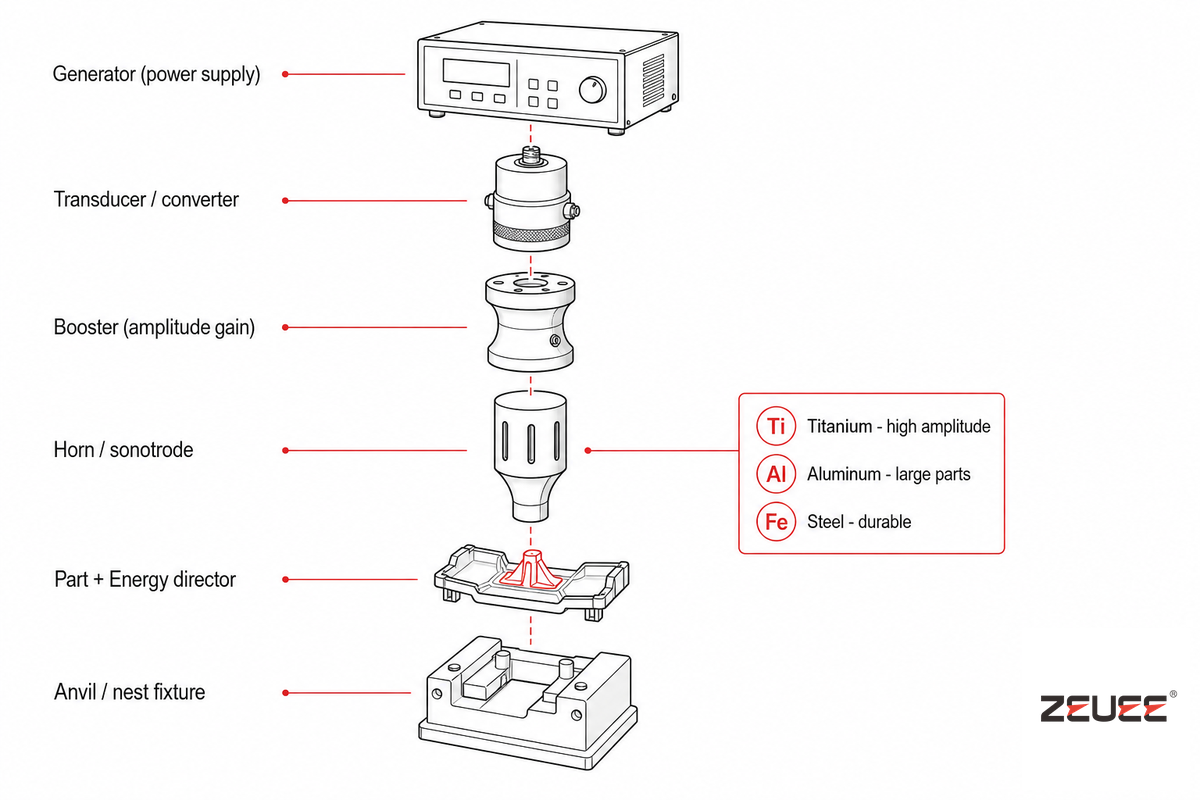
Every ultrasonic welding machine, from a benchtop welder to a custom production cell, shares the same core set of components, called the stack. Understanding the stack help you read a datasheet and spot which welder is actually built for your toy parts.
| Component | What it does | Toy-relevant note |
|---|---|---|
| Generator / power supply | Converts 50/60 Hz mains (110V/220V) into high-frequency electrical energy at the welder’s frequency. | Digital generators add energy mode, data logging, and PLC integration. |
| Converter / transducer | Piezoelectric ceramics turn the electrical signal into mechanical vibration (the acoustic source). | Sets the base frequency — 20, 30, 35, or 40 kHz. |
| Booster | Mechanically increases or decreases the vibration amplitude before it reaches the part. | Tunes gentleness for thin, delicate toy walls. |
| Horn / sonotrode | Delivers the vibration to the part; machined (often titanium or aluminum) to match the part’s shape. | Custom per toy — a water-gun trigger needs a different horn than a doll torso. |
| Anvil / nest / fixture | Holds and supports the lower part so energy goes into the joint, not into flexing the part. | A rigid, well-fitted nest is half the weld quality. |
Horn and nest are the parts you customize for each toy; the generator, converter, and booster are largely reusable, high-precision modules. The horn carries the patented detail, joint and energy-director geometries (for example US 9,873,225 B2) decide exactly where the energy lands. That split is why a single welder can run many different toy products, you swap tooling, not the whole machine.
Types of Toy Ultrasonic Welding Machines
“Toy ultrasonic welding machine” covers everything from a handheld gun to a fully automated production line. Which type fits depends on part size, daily volume, and how many different toys you run. Here’s the full taxonomy, not just the three configurations a single vendor happens to sell.
| Type | Best for | Trade-off |
|---|---|---|
| Handheld / portable spot welder | Prototyping, repairs, spot/stud welds; manual, low volume. | Operator-paced; limited power and control (tack welds, not production). |
| Benchtop press (pneumatic) | Mid-volume, single SKU; a fixed horn and air cylinder press parts. | Less force control than servo; manual load/unload. |
| Benchtop press (servo) | Precision parts, mixed runs, NPI; force + distance control, recipe storage. | Higher cost than pneumatic; worth it for tight tolerances. |
| Rotary indexing / automated cell | High-volume identical toy housings; a dial table feeds parts to the stack. | Highest investment; built around one part family. |
| Inline / continuous (seam) | Long seams, films, or fabric toy parts joined continuously. | Specialized; not for rigid 3D housings. |
A practical note from the floor: hobbyists and small shops often buy a cheap portable ultrasonic or handheld ultrasonic unit expecting production results. As one engineer put it on an assembly forum, the inexpensive handheld welders “aren’t the greatest for anything beyond little tack welds, they just don’t have the power or control to fuse bigger parts consistently.” For a real toy line, the question isn’t handheld versus bench, it’s how much weld control you need, a point borne out by university research on ultrasonic welding, where joint and process control, not machine class, set weld quality.
Which Toy Plastics and Joint Designs Weld Best?
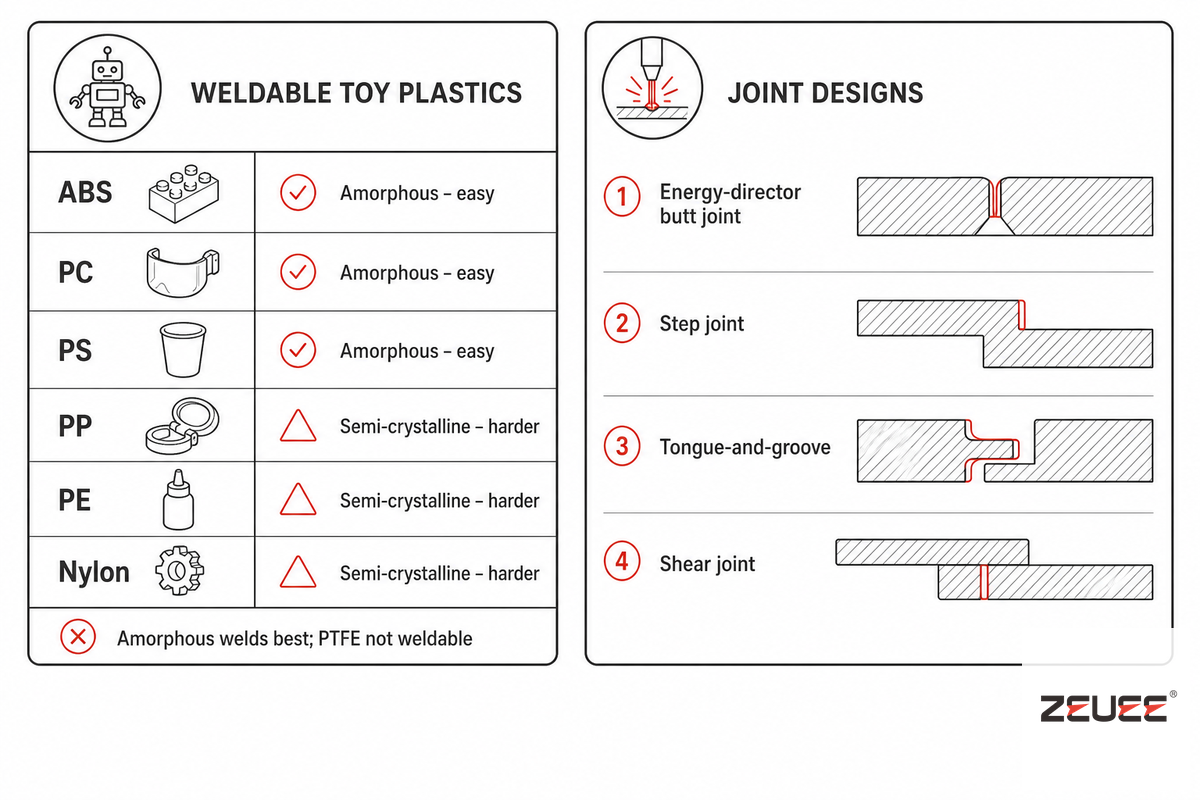
Ultrasonic welding only works on thermoplastics, and not all of them weld equally. Most toy parts come off an injection molding line in a few standard plastics, so the material is usually fixed before welding is even considered. By far the most useful rule is the split between amorphous and semi-crystalline plastics. Amorphous plastics, ABS, polycarbonate (PC), polystyrene (PS), PMMA, and rigid PVC, have a wide softening range, transmit sound well, and weld easily. Semi-crystalline plastics, polypropylene (PP), polyethylene (PE), nylon, and acetal, have a sharp melt point and absorb (dampen) the vibration, so they need the horn closer to the joint and more energy.
| Plastic | Class | Weldability | Typical toy part |
|---|---|---|---|
| ABS | Amorphous | Excellent (near & far field) | Doll limbs, action figures, housings |
| PC (polycarbonate) | Amorphous | Excellent; clear, haze-free welds | Robot visors, clear shields |
| PS (polystyrene) | Amorphous | Good | Rigid model and figure parts |
| PP (polypropylene) | Semi-crystalline | Near-field only; higher amplitude | Living-hinge parts, water guns |
| PE (polyethylene) | Semi-crystalline | Difficult; tune carefully | Soft bath toys, squeeze items |
| Nylon (PA) | Semi-crystalline | Near-field; sensitive to moisture | Gears, durable mechanisms |
| PMMA (acrylic) | Amorphous | Good; clear welds, can be brittle | Clear lenses, display parts |
| Rigid PVC | Amorphous | Good; can degrade if over-welded | Inflatable valves, trim |
| SAN | Amorphous | Good | Clear rigid components |
| ASA | Amorphous | Good; UV/weather resistant | Outdoor playsets, garden toys |
| POM (acetal) | Semi-crystalline | Difficult; near-field only | Gears, snap mechanisms |
| TPU/TPE | Elastomer | Poor; soft/damping, rarely welded | Grips, soft over-molded parts |
Compatibility classes are well documented in ultrasonic welding design literature, including academic work on energy directors for thermoplastic composites.
Welding two different plastics is the common trap. As a rule, dissimilar thermoplastics only weld if they’re chemically compatible and their melt temperatures are close, ultrasonic welding guides cite within roughly 40 °F (about 22 °C) of each other. ABS welds to certain ABS/PC blends; PP, in practice, welds only to PP. But the melt-temperature window is a starting filter, not the whole story: immiscibility between two polymers can arrest the interfacial mixing that makes a weld strong even when melt points are close, and real molded parts add their own variables, glass or mineral fillers, colorants and additives, recycled regrind, and absorbed moisture (especially in nylon) all change how a part welds. When a “mystery weld” fails, mismatched materials or a missing energy director is almost always the cause, so test the actual production resin, not a generic data-sheet pairing.
| Joint design | Use it when |
|---|---|
| Butt joint + energy director | General amorphous housings; the default toy joint. |
| Step joint | Need alignment + a hidden, clean outer surface. |
| Tongue-and-groove | Watertight bath/water toys; self-locating, leak-resistant. |
| Shear joint | Semi-crystalline (PP/PE) and strong hermetic seals. |
| Stud / spot weld | Large or curved surfaces; weld at chosen points only. |
| Ultrasonic staking / swaging | Capturing a second (even dissimilar) part by reforming a plastic boss. |
What plastic is best for ultrasonic welding?
For toys, ABS is the best all-round choice: it’s impact-resistant, welds to itself reliably in both near- and far-field, and tolerates a wide processing window, which is why doll limbs and figure housings are overwhelmingly ABS. Polycarbonate is the best pick when the part must stay clear (visors, light-up parts) because it welds without haze. If the part has to flex or be chemical- and water-resistant, polypropylene is used, but it must be welded near-field with a shear joint and more amplitude. The honest answer is “the best plastic is the one your part is already molded in, welded to itself” — same-material, amorphous joints are always the safest. Use a thermoplastic weldability checker before committing a dissimilar pair.
Ultrasonic Welding vs Other Toy Joining Methods
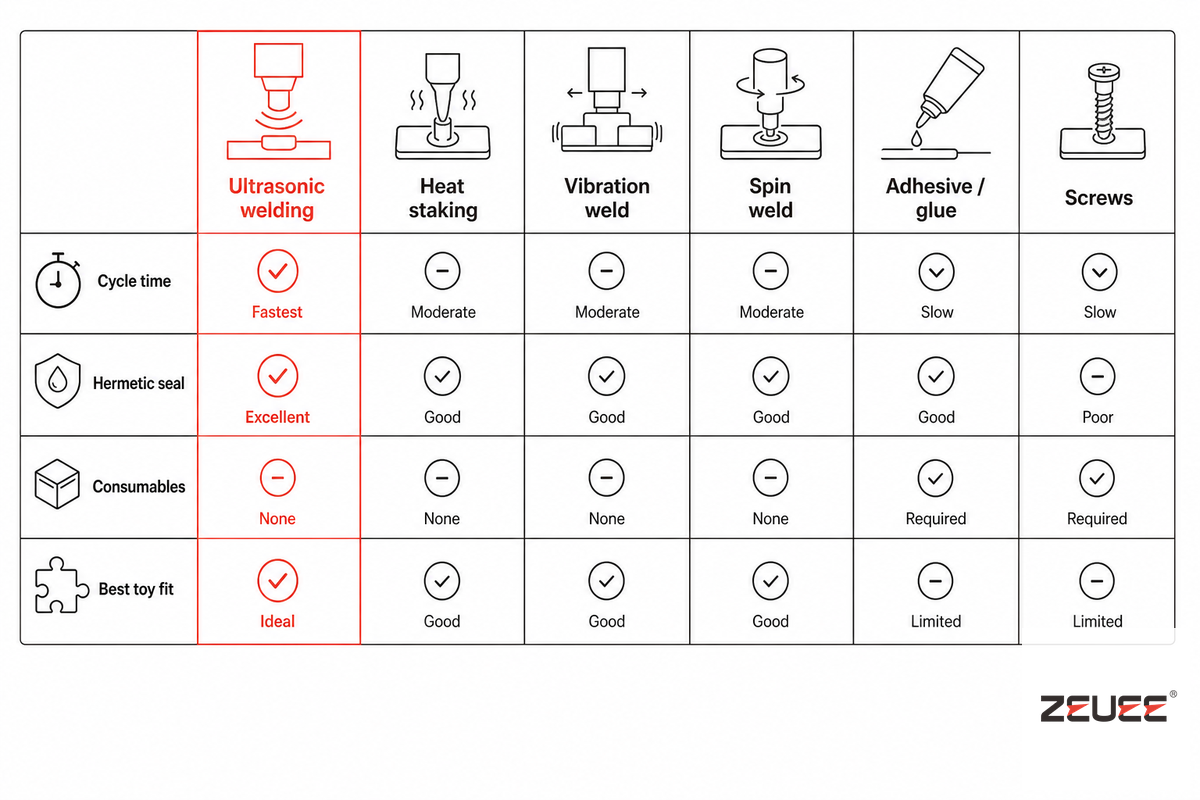
Ultrasonic is the fastest and cleanest way to join small thermoplastic toy parts, but it isn’t the only one. Unlike a solder joint or a dab of glue, an ultrasonic weld uses the parts’ own plastic, so there’s no filler to fail. Really, the comparison isn’t “good versus bad” — it’s which method fits the part size, the seal requirement, and the volume.
| Method | Cycle | Seal | Consumables | Best toy fit |
|---|---|---|---|---|
| Ultrasonic welding | ~0.1–1 s | Hermetic possible | None | Small–medium housings, sealed parts |
| Heat staking (thermal) | 10–40 s | No | None | Capturing dissimilar/metal inserts |
| Vibration welding | 2–10 s | Strong, hermetic | None | Large rigid parts, ride-on bodies |
| Spin welding | 1–3 s | Strong | None | Round/circular parts only |
| Solvent / adhesive (glue) | Minutes (cure) | Varies | Glue, fumes | Low volume; child-safety concern |
| Screws / snap-fit | Manual | No | Fasteners | Parts that must be re-opened |
Why More Watts Won’t Save a Bad Toy Weld
A common buying mistake is shopping by wattage. A weld is a window, not a dial, push amplitude, pressure, or time too high and you over-weld: the plastic marks, flashes, or stress-whitens, and the part can actually end up weaker. AWS G1.1M, the guide for ultrasonic assembly of thermoplastics, lists “weld pressure too high and/or amplitude” among the faults to reduce, not increase. When a weld is weak after the settings are exhausted, the fix is almost always the joint, add or improve the energy director (a patented joint feature), or switch to a shear joint, not a bigger generator. Buy the control, not the watts.
What are the disadvantages of ultrasonic welding?
Ultrasonic welding has real limits worth knowing before you commit a toy design. It needs an energy director or a shear joint molded into the part, so it has to be designed in from the start, you can’t easily retrofit it onto a part meant for screws. It’s best for small to medium parts; very large housings are usually better suited to vibration or hot-plate welding. It struggles with soft, low-density, or highly filled plastics that dampen the vibration. And it generally needs same-material (or close-melt) joints, so a design that mix incompatible plastics won’t weld. None of these are deal-breakers for most toys, but they explain why method selection comes before machine selection.
How to Choose a Toy Ultrasonic Welding Machine
Selection comes down to four questions about your part and your line, not a spec sheet beauty contest. Answer them in order and the machine type and frequency fall out.
The 3-Band Frequency Map
| Frequency | Energy & action | Best toy parts |
|---|---|---|
| 20 kHz | Highest amplitude/energy; more aggressive | Large, thick, rigid parts — ride-on bodies, big ABS housings |
| 35 kHz | Balanced energy and precision | Standard toy housings, battery covers |
| 40 kHz | Lower amplitude; gentler, finer | Small, thin, delicate parts — miniatures, electronic toy modules |
Higher frequency means lower amplitude and a gentler action for small fragile parts; lower frequency (a 15kHz or 20 kHz stack) delivers more energy for large, heavy welds. Try a frequency selector tool to match your specific part.
Four questions that pick the machine
- Part size & wall thickness? → frequency (20/35/40 kHz, above).
- Daily volume? Under ~500/day → handheld or single bench; over ~5,000/day → rotary/automated.
- SKU mix? Many models with frequent changeover → a servo bench with recipe storage beats a fixed automated cell.
- Safety class? Sealed/water-tight or load-bearing joints → prioritize servo force/distance control and in-line weld verification.
How much does a toy ultrasonic welding machine cost?
Prices span a wide range because the category cover everything from a hand tool to a production line. Sellers list handheld and portable spot welders from about $250 to $900, fine for prototyping and tack welds, but, as practitioners repeatedly warn, not built for consistent production. Buying from a specialist supplier or manufacturer matters as much as the headline spec, because tooling and after-sales support decide whether the machine actually hold up in a toy manufacturing line. A benchtop press (pneumatic or servo) is the next tier, and a fully automated rotary or custom cell is a different cost class entirely, priced by station count, vision inspection, and custom tooling rather than by a list price. Cheapest is rarely the cheapest answer: a $250 handheld that fails drop test at volume costs far more in scrap and recalls than a properly specified machine. When you’re ready to move from learning to production, an automated toy ultrasonic welding machine is quoted per part and volume; you can estimate throughput and labor savings first.
Toy Safety Standards and Weld Quality Testing
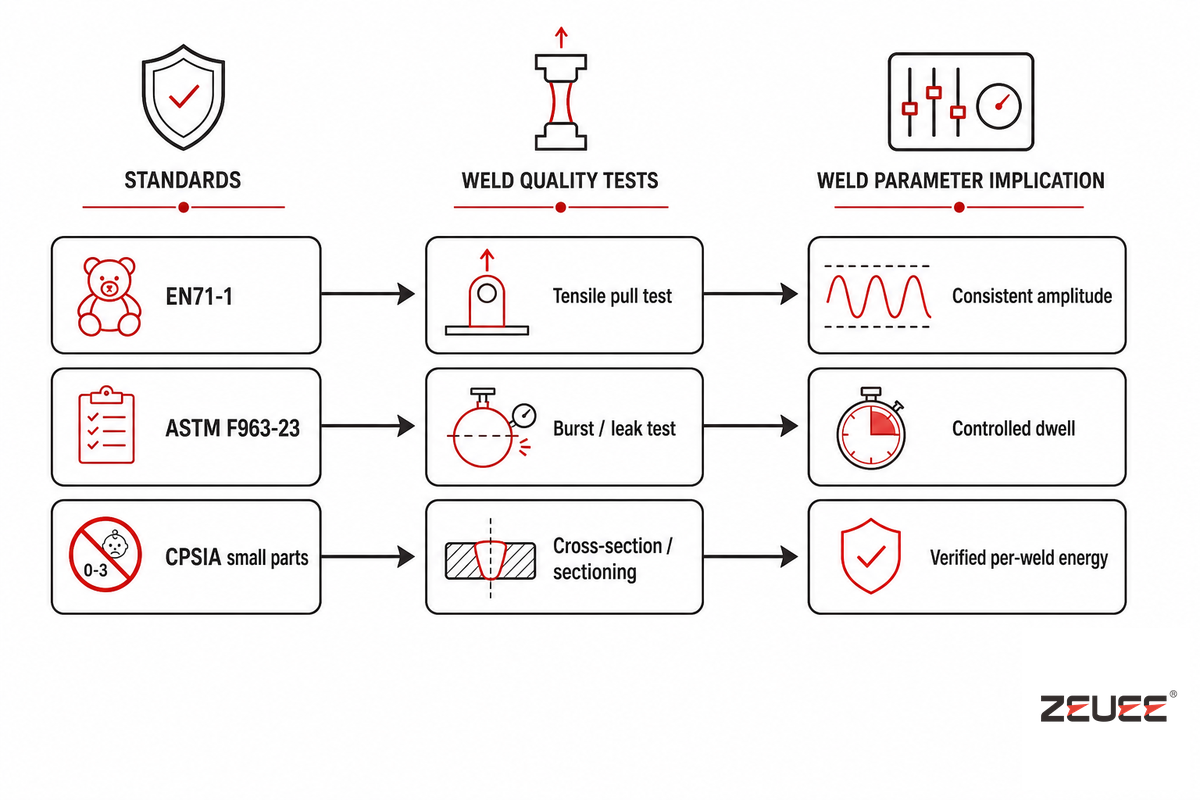
For a toy, a weld isn’t just a quality feature, it’s a compliance requirement. If a welded part can come loose, it becomes a small-parts and choking hazard, which is an automatic failure under the toy-safety standards. This is the single biggest reason toy makers care about weld consistency.
In the United States, ASTM F963 is a mandatory consumer-product safety standard for children’s toys under the Consumer Product Safety Improvement Act. According to CPSC guidance, toys manufactured after April 20, 2024 must meet the current revision, ASTM F963-23, which replaced F963-17. Not every section of F963 applies to every toy, the CPSC notes that firms must identify the sections relevant to their specific product, and third-party testing and certification (a Children’s Product Certificate) apply to toys intended for children 12 and under. In the EU, the legal framework is the Toy Safety Directive 2009/48/EC; EN 71-1 is the harmonized standard for mechanical and physical properties that gives a presumption of conformity.
Everything hinges on use-and-abuse testing: accessible edges, points, and small parts are tested before and after abuse (tension, torque, drop, impact). A weld that survives the abuse pull is compliant; a weld that releases a part is not. Note a common myth: the often-quoted “90 N ASTM F963 pull” figure is really an EN 71-1 value for grippable components, ASTM F963 use-and-abuse references the federal tension and torque tests (16 CFR 1500.51–53), which apply lower forces graded by the child’s age. Practically, the takeaway is the same: hold weld energy constant and the joint strength stays above whichever pull test applies.
One honest caveat: a sound weld is necessary but not sufficient. Welding keeps parts from separating, but if a toy contains magnets, a battery, sharp edges, or a sound module, those are governed by their own F963 sections (for example, §4.38 magnets, §4.25 battery access, §4.7 edges) and their own federal rules. Treat weld integrity as one hazard pathway in a larger compliance picture, not the whole of it.
📐 Engineering Note
Verify welds with more than a tug. Production toy lines pull-test (tensile) sample welds to a target force, burst- or leak-test sealed water-toy joints, and periodically section a weld to read the melt-layer depth, melt-layer thickness correlates directly with joint strength. Distance/energy weld modes plus in-line verification keep every part inside that window across a full production run, which is what an audit actually check.
Where Toy Makers Use Ultrasonic Welding
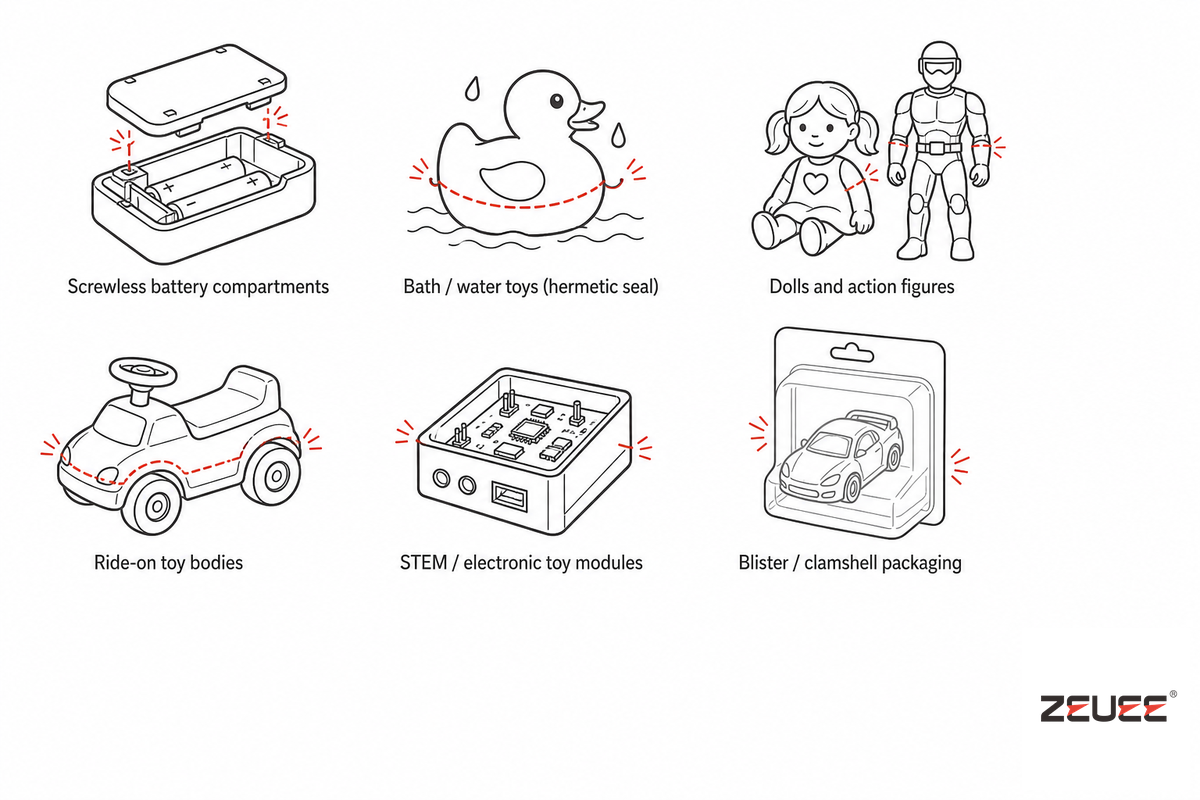
Ultrasonic welding shows up wherever a toy need a clean, sealed, or hidden joint. The most common applications:
- ✔ Screwless battery compartments for electronic toys, a welded housing keeps the battery inaccessible during play, which ASTM F963 §4.25 (via US CPSC) requires for battery-operated toys.
- ✔ Water and bath toys, a tongue-and-groove weld give a watertight seal for squirt toys; interestingly, some water toys are welded the opposite way on purpose.
- ✔ Dolls and action figures, ABS limbs and torsos joined with clean, hidden seams that survive rough play.
- ✔ Educational and STEM electronics, sealed housings that protect a PCB and its wiring insulation while staying tamper-resistant.
- ✔ Ride-on bodies and large housings, thick ABS welded at 20 kHz, or moved to vibration welding when very large.
- ✔ Blister and clamshell packaging, ultrasonic sealing closes toy packaging without heat damage to the contents.
That “opposite way” is worth a story. In one documented industrial case, an injection-molded ABS toy dinosaur with movable limbs was meant to be played with in water, but the design deliberately did not seal the joints. Instead of a continuous watertight seam, the parts were joined with stud (spot) welds at molded domes, so that if water got inside the toy it could simply run out again. It’s a reminder that the “right” weld is the one the toy need, not the strongest possible one, sometimes a toy is engineered to drain, not to seal.
Industry Outlook: What’s Changing in Toy Ultrasonic Welding

Today the biggest shift in toy ultrasonic welding isn’t the physics, it’s the demand for proof. Toy recalls and retailer compliance audits increasingly ask manufacturers to show evidence that every weld met spec, not just that the process was capable. That procurement and liability pressure is pushing the industry toward servo-driven, digitally controlled welders that log force, energy, and collapse distance for each cycle and flag any weld that drifts out of the window. Trade coverage from Plastics Technology and Assembly Magazine has tracked the same move: closed-loop process control and real-time data monitoring becoming standard rather than premium.
For a toy buyer, the action item through 2026 is concrete: when you specify a machine, ask not only “can it weld my part” but “can it prove every weld passed.” Market analysts expect the broader ultrasonic plastic welding equipment market to keep growing at a mid-single-digit rate, with the intelligent/servo segment outpacing it, but the number that matters on your floor is whether your welder produces an audit trail, because that’s what a compliance check now asks for.
“On toy housings we always start from the energy director, not the machine. Get the joint geometry and the 20-versus-35 kHz call right, and a rotary system will repeat that weld tens of thousands of times. Get it wrong, and no amount of power setting saves the drop test.”
ZEUEE Application Engineering Team
Frequently Asked Questions
Q: Can you ultrasonically weld two different plastics in a toy?
View Answer
Only sometimes. Dissimilar thermoplastics will weld ultrasonically if they are chemically compatible and their melt temperatures are close — ultrasonic welding guides cite within roughly 40 °F (about 22 °C) of each other — for example certain ABS and ABS/PC blends. Polypropylene, in practice, only welds reliably to polypropylene. If two materials are far apart in melt temperature, ultrasonic staking (reforming a plastic boss to capture the second part) is the usual workaround rather than a fusion weld.
Q: What frequency, 20, 35, or 40 kHz, should I use for toy parts?
View Answer
Match frequency to part size. Use 20 kHz for large, thick, rigid parts such as ride-on bodies and big housings, where you want maximum energy. Use 35 kHz as the balanced general-purpose choice for standard toy housings and battery covers. Use 40 kHz for small, thin, or delicate parts such as miniatures and electronic-toy modules, where the lower amplitude is gentler. Higher frequency equals lower amplitude and a softer action.
Q: Is an ultrasonic weld strong and safe enough for children’s toys?
View Answer
Yes, when the joint is designed and the process is controlled. A correct ultrasonic weld can be as strong as the surrounding plastic and fully sealed, and the chemical-free process leaves no residue. The reason it suits toys is repeatability: every part gets the same energy, so joint strength stays consistent enough to pass the small-parts and use-and-abuse tests in ASTM F963-23 and EN 71-1 across an entire production run.
Q: Can a cheap handheld or Amazon ultrasonic welder handle real toy production?
View Answer
Not for volume. Inexpensive handheld units are useful for prototyping and spot welds, but they lack the power and control to fuse larger parts consistently — fine for tack welds, not for parts that must pass a drop test by the thousand.
Q: Can ultrasonic welding make a watertight seal for bath and water toys?
View Answer
Yes — a continuous tongue-and-groove or shear joint produces a hermetic, leak-proof seal that is ideal for squirt guns and floating bath toys, where trapped water inside the shell would otherwise add weight or leak during play. But worth knowing: not every water toy is meant to be sealed. Some are deliberately spot-welded at molded domes instead of sealed with a continuous seam, specifically so that any water which gets inside can drain straight back out again. That design choice prevents trapped water, mildew, and mold growth in a toy that lives in the bath. So decide which behavior your toy actually needs — sealed-and-dry or open-and-draining — before you choose the joint design, because the two call for opposite welds.
Q: Do I need an energy director designed into my toy part?
View Answer
For a fusion weld, almost always. An energy director — a small molded ridge — is what concentrates the ultrasonic energy so the joint melts predictably. Without it, welds are weak and inconsistent. The exception is a shear joint or ultrasonic staking, which use different geometry to the same end.
Why We Wrote This
ZEUEE has designed and built automated ultrasonic welding and assembly equipment since 2005, including rotary toy-welding cells that run a fixed 2–6 second servo-locked cycle with in-line weld inspection. The energy-director-first and “control over watts” guidance here comes from that build experience across toy, 3C, and electronics programs. Reviewed by the Shenzhen Zeyu Intelligent Industrial Science Technology Co., Ltd technical team.
References & Sources
- Toy Safety Business Guidance, U.S. Consumer Product Safety Commission (CPSC)
- Safety Standard Mandating ASTM F963 for Toys, U.S. Federal Register
- ASTM F963 Standard Consumer Safety Specification for Toy Safety, ASTM International
- Energy Director for Ultrasonic Welding of Thermoplastic Composites, Wichita State University (SOAR)
- US 9,873,225 B2, Energy Director Joint Design for Ultrasonic Welding of Thermoplastics, USPTO (via Google Patents)
- A Guide to Ultrasonic Welding Controls, Plastics Technology
Related Articles
- Automated Assembly Machines, the full range of ZEUEE assembly automation
- Custom Assembly Machine Guide, anatomy, feeding, and selection
- Automated Assembly Machines Guide, architectures and throughput
- Vision Inspection Systems Guide, in-line weld and part verification
- Connector Assembly Machines Guide, adjacent assembly automation