
Get in touch with Zeyu lntelligent Industrial Company
Twist Pin Braiding Machine: A Field Guide to Carrier Counts, Standards, and Selection
Published 29 May 2026 · Reviewed by the ZEUEE engineering team
A twist pin braiding machine is a category of small-carrier wire braiding cell purpose-built to weave 10-strand beryllium-copper cages around a mandrel, forming the hyperboloid contact element used inside MIL-DTL-83513 Micro-D and MIL-DTL-32139 Nano-D connectors. It looks like a wire-cable braider, but the carrier count, lay-length geometry, and the inspection pipeline are tuned for contact-scale work, not over-braid harness work. This guide walks through what the machine is, how it actually works, the five categories buyers confuse on RFQ day, a five-question buyer tree for spec’ing one, and what changes in 2026.
Quick Specs: Twist Pin Braiding Machine
| Typical carrier count | 16, 24, 32, 48 (twist pin range; medical braiders extend to 288) |
| Wire diameter range | 0.04 mm – 0.30 mm BeCu (UNS C17200 class) |
| Strands per contact cage | 10 (standard hyperboloid geometry) |
| Lay length output range | 0.5 mm – 80 mm (depending on horn-gear speed and take-up ratio) |
| Governing standards | MIL-DTL-83513G (29 Oct 2008), MIL-DTL-32139 Rev A (23 Jun 2006) |
| CapEx envelope (2026 reported bands) | $1,800 entry tier – $500,000+ mission-critical tier |
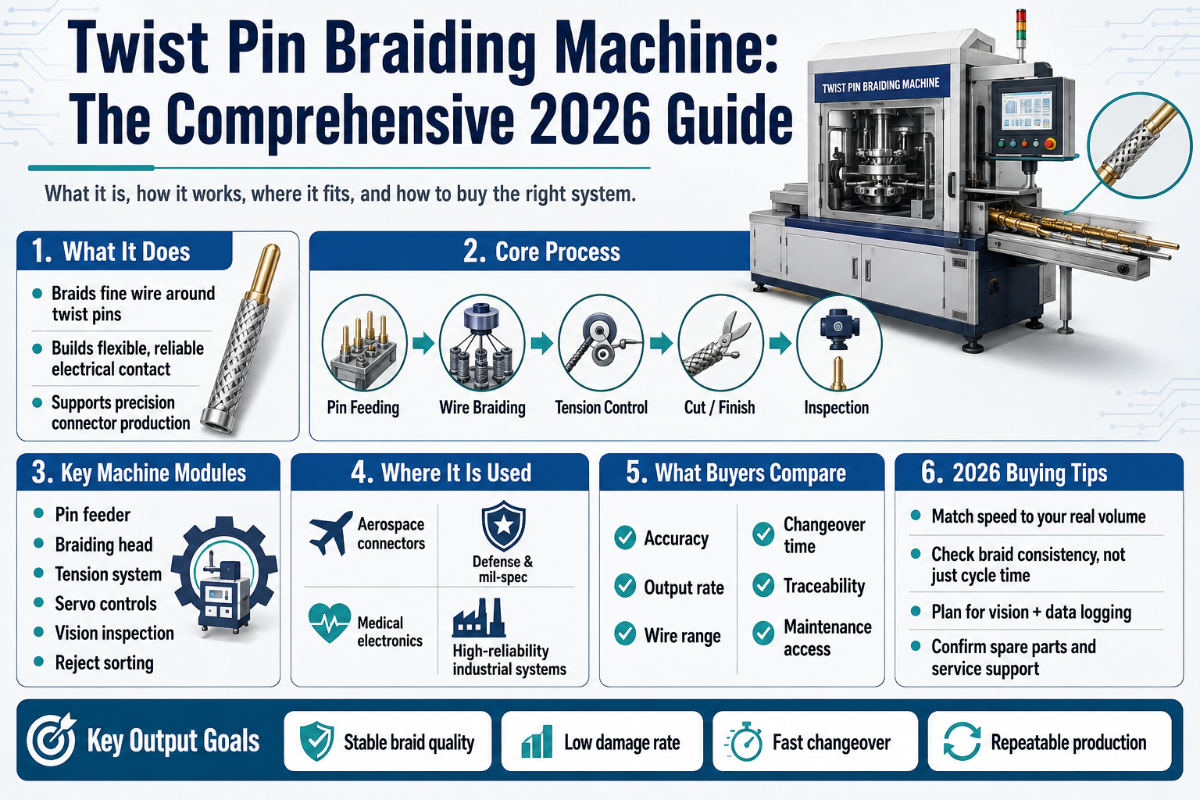
What a Twist Pin Braiding Machine Actually Is (And Why It Exists)

Search “wire braiding machine” and the top names — Wardwell, Herzog, Steeger, Cobra — all sell different equipment to different industries. So why does a separate “twist pin braiding machine” category exist at all? Because the contact element inside a Micro-D or Nano-D connector is not the same artifact as a wire shield over a cable harness. It is a 10-strand cage of fine beryllium-copper wire braided around a tiny mandrel, then expanded into a hyperboloid shape so that when a mating pin pushes through it, every strand makes line contact with the pin. That gives high contact density at very low mating force, which is why MIL-spec aerospace and defense connectors specify it.
A base standard governs the category: MIL-DTL-83513, last revised to Rev G on 29 October 2008. It defines microminiature rectangular shell connectors with 0.050-inch contact pitch and 9 to 100 contacts. Its smaller sibling, MIL-DTL-32139, first issued 16 December 2003 and revised to Rev A on 23 June 2006, tightens the pitch to 0.025 inch — the Nano-D format. Braided contacts are not optional under either spec; they are how each one earns its mating-cycle life and its low-contact-resistance numbers. Build the wrong cage and the connector fails qualification.
So when a procurement engineer asks “is this just a wire braider?” the right answer is: same physics, very different machine. Wire-harness over-braiders operate on millimeter-scale wire and count coverage percentage. Twist pin cells count strand-to-mandrel angle and lay-length consistency at the level of single microns. Different problem, different equipment. ZEUEE’s C49-BR braiding cell is built for this second case.
Inside the 10-Strand Cage: How the Braid Forms Around a Mandrel
Here is the mechanical picture. Picture a horn gear: a notched disk driven by a spur gear underneath, where bobbins ride from notch to notch on adjacent gears, weaving their way around a central axis. This was Simon Wardwell’s 1922 innovation — moving the strands instead of moving the carriers, which let a circular path replace the older sinusoidal carrier track. Modern carrier counts in the twist pin range are 16, 24, 32, and 48. Each carrier holds one bobbin; each bobbin pays off one or more very fine BeCu strands.
For a 10-strand twist pin cage, the typical setup pairs 16 carriers (or 32 for higher coverage) with selected bobbins active, and the wire runs through a tensioner-clutch assembly so that every strand sees the same payoff tension. Fine wire — 0.04 mm to 0.30 mm beryllium copper, generally to the chemistry of UNS C17200 — meets the mandrel at a precise angle set by the horn-gear speed and the take-up speed. That angle is the lay length, and it is the most spec-critical number on the machine. Wire-industry references give the basic productivity equation as Lay length × horn-gear speed × 4 × 0.06 / number of carriers = braid metres per hour, which captures why pushing lay length to compete on cycle time has hard limits.
10-Strand Beryllium-Copper Braid Anatomy
| Component type | Role in the Cage | Twist Pin Spec |
|---|---|---|
| Horn gear | Carries bobbins around mandrel axis | Backlash < 0.02 mm typical |
| Bobbin carrier | Holds one bobbin; provides payoff tension | 16 / 24 / 32 / 48 count |
| BeCu strand | Conductor wire forming cage wall | 0.04 – 0.30 mm OD, UNS C17200 |
| Mandrel | Defines internal diameter of cage | Pull-out fit; ground finish ≤ Ra 0.4 µm |
| Tensioner / clutch | Equalises strand tension across all carriers | ±5% variation goal |
| Take-up wheel | Pulls braid downstream; sets lay length | Servo-controlled in MIL-grade builds |
| CCD inspection module | Detects strand-break and lay-length drift inline | Optional in entry tier; mandatory in mission-critical |
| Strand-detection sensor | Counts expected strands at collecting die | Programmed against bobbin-loaded count |
| Main clutch spring assembly | Drives horn-gear engagement / disengagement | Periodic fatigue check on spares plan |
“On a twist pin cell the lay length and the tensioner balance set the contact resistance you measure six months later in the field. Get the horn-gear backlash wrong and you can chase a defect for months and never see it on the CCD.”
— ZEUEE engineering team, on a recurring procurement question
Five Braiding Machine Categories Buyers Confuse
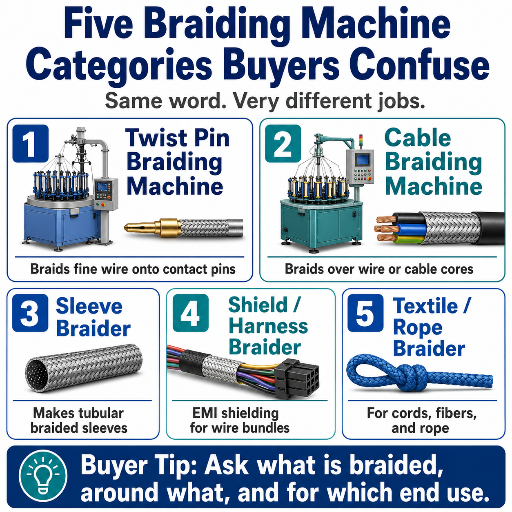
Most RFQs for a “braiding machine” actually need one of five different machines, and the suppliers selling each one rarely cross-compete. Confusing the categories is the cheapest way to waste an evaluation cycle.
5-Category Braiding Machine Catalog
| Category | Carriers | Wire / Yarn | Typical OEM | Standard reference | Reported price band (USD) |
|---|---|---|---|---|---|
| Twist pin contact | 16 – 48 | 0.04 – 0.30 mm BeCu | ZEUEE C49-BR, niche specialists | MIL-DTL-83513 / 32139 | $40k – $500k+ |
| Wire harness over-braid | 24 – 96 | Steel, aluminium, copper wire | Herzog, Wardwell, Cobra | In-house OEM standards | $80k – $400k |
| Medical catheter / stent | 8 – 288 | Fine stainless, nitinol, polymer fibre | Steeger USA medical line | ISO 13485 + customer protocol | $120k – $600k |
| Textile / industrial rope | 16 – 144 | Polyester, nylon, aramid | Credit Ocean, regional textile OEMs | Application-driven | $8k – $80k |
| Flexible metal hose | 24 – 36 rotary | Stainless steel wire | Longterm Machinery, Chinese OEMs | Pressure-test protocols | $15k – $90k |
Notice that twist pin and harness over-braid share carriers and the same horn-gear physics, but the wire diameters and inspection standards diverge by an order of magnitude. Harness over-braiders have no inline CCD strand-count check because losing one of 96 carriers on a 50% coverage shield is recoverable. Twist pin cells that drop one of 10 strands have just produced a reject. The ZEUEE family includes both — the cut-strip-crimp-insert-test wire assembly lines and the connector crimping machine sit downstream — but they are not the same equipment.
Where Twist Pin Braiders Earn Their Keep: Defense, Aerospace, and Medical Implant Cables
Walk through a connector reliability database and the twist pin contact appears in narrow, high-stakes places. Six application classes drive most of the demand for these machines:
- Avionics interconnect — Micro-D connectors mate the bay-to-bay flight-computer harness on most modern airframes, working under MIL-DTL-83513.
- Satellite payload harness — Nano-D, governed by MIL-DTL-32139 Rev A, dominates payload deck wiring where mass and pitch density override unit cost.
- Submarine and undersea cable assembly — twist pin contacts survive vibration and hermetic pull-test more reliably than stamped sockets at the same scale.
- Cochlear implant lead — Steeger USA explicitly lists “leads” alongside catheters and stents in its medical braider portfolio; fine-wire braided contacts terminate the lead at the receiver.
- Neuro-stimulator lead — same family, different application; the contact must survive millions of micro-flexures.
- EV high-voltage backup contact — emerging use, where redundant braided contacts back up the primary terminal for safety qualification.
Common to all of these applications is a written specification — MIL-DTL-83513, MIL-DTL-32139, IEC 60601-1 for medical electrical safety, ISO 14708-1 for active implantables, ESA’s ECSS-Q-ST-70-08 for space-grade interconnects. None of them allow “we built it close to spec.” Any twist pin braiding machine selling into these markets therefore has to be qualified to one of these standards, and a buyer’s job is to read the qualification packet, not the brochure.
📐 Engineering Note
For MIL-DTL-83513 Micro-D production, contacts must be gold-plated per MIL-DTL-45204 Type II Class 1 Grade C over a suitable underplate. That spec governs finish after assembly — the braid geometry feeds the gold-plating step, not the other way round, so a lay-length defect detected after plating becomes an expensive teardown.
The 5-Question Buyer Tree: Which Machine Configuration Fits Your Production Need?

Spec’ing a twist pin braiding cell falls apart fast if buyers shop on carrier count alone. Walking five questions in order, in this order, lands most teams on a defensible configuration before the first quote arrives.
How many carriers do I actually need?
Answer this from the cage geometry backward, not from the brochure forward. A 10-strand twist pin cage built on a 0.4-mm mandrel does not need 48 carriers. Industry references repeatedly list 12, 16, and 24 as the most popular carrier counts for fine electrical-conductor braiding. ZEUEE’s 16-carrier configuration handles the Micro-D mainstream; 24 and 32 cover Nano-D and high-coverage variants; 48 belongs in over-braid territory, not contact assembly. Over-spec’ing at this step is the single most common procurement waste case in this category.
5-Question Twist Pin Braiding Buyer Tree
Walk these questions in order:
- Contact OD range — ≤0.25 mm → Nano-D family (32139); 0.25 – 0.5 mm → Micro-D mainstream (83513); >0.5 mm → confirm whether you really need braided contacts or whether stamped pins fit.
- Annual volume — <5,000 cages/yr → manual or semi-automatic carriage may be adequate; 5,000 – 50,000 → 24-carrier servo build; >50,000 → 32-carrier with full CCD and barcode lot tracking.
- Governing MIL or medical standard — MIL-DTL-83513G calls for contacts gold-plated per MIL-DTL-45204 and spec batch records; MIL-DTL-32139 locks in 0.025-inch pitch and amendment-list audit; IEC 60601-1 and ISO 14708-1 require biocompatible BeCu lot certification.
- In-house or outsourced lay-length tooling — in-house tooling raises CapEx by 15 – 25% but cuts changeover cycle time from hours to minutes for mixed-spec runs.
- Inline or post-process CCD inspection — inline catches lay-length drift in the current cage; post-process catches it after the lot. For mission-critical work, inline is non-negotiable.
Working example: 0.25 mm contact OD + 50,000 cages/yr + MIL-DTL-32139 + outsourced tooling + inline CCD → 32-carrier servo braider with vision module.
Notice that none of those questions ask about brand. Brand decides itself once the configuration is firm. Request a custom RFQ only after the buyer tree gives you the same configuration on two independent passes.
Reading the Spec Sheet: MIL-DTL-83513, MIL-DTL-32139, and the Numbers That Actually Matter
Supplier spec sheets are written to sell, not to qualify. Your job is to find the eight numbers a MIL-grade twist pin braider has to hit and to check whether each one is quoted or hand-waved. Below, a cheat sheet maps each parameter to the section of the governing standard where it appears.
MIL-Spec Compliance Cheat Sheet
| Parameter | What to look for | Standard reference | Common supplier dodge |
|---|---|---|---|
| Lay length consistency | ±5% across 1 m sample, recorded value | MIL-DTL-83513G §3.5.3 (general) | “within tolerance” with no number |
| Pitch angle | Quoted in degrees; correlated to coverage | MIL-DTL-83513G workmanship | Coverage % quoted without angle |
| Strand tension uniformity | ±5% bobbin-to-bobbin, measured cN | Spec inferred; lay-length workmanship | “All bobbins calibrated” with no record |
| Bobbin replenishment cycle | SOP for splice handling, with glove protocol | IPC J-STD-001 contamination clauses | Splice “as required” with no SOP |
| Horn gear backlash | <0.02 mm; bearing replacement interval | Workmanship + supplier SOP | “Precision gears” with no number |
| CCD defect classes | Named classes (split, kink, missing strand, splice) | Workmanship + qualification packet | “Vision inspection” with no defect list |
| Output sample retention | 2-year lot-retain sample; traceable lot ID | MIL-DTL-83513G batch records | “Samples retained” with no retention period |
| Final braid OD CV | Coefficient of variation <3% within lot | QA protocol on lot release | “Average OD” with no CV statistic |
Two of these — lay length consistency and final braid OD CV — are statistical numbers, not pass/fail flags. If a supplier cannot quote a CV, the supplier does not have the inline measurement to compute one. That is information enough.
Cost Reality: New CapEx, Refurbished, and Custom-Build Pricing in 2026
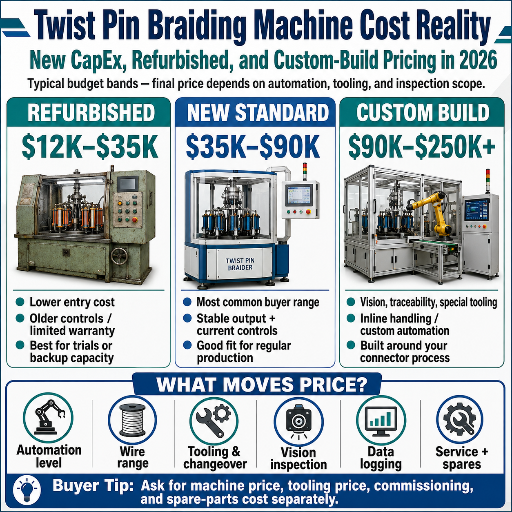
Public quotes are scarce for twist pin braiders, but a three-tier procurement envelope describes what buyers actually see in the market. Bands below are reported price bands from public listings (entry tier) and synthesised from quotation patterns (commercial and mission-critical tiers). They are not precise dollar quotes.
3-Tier 2026 Pricing Table
| Tier | Machine reality | Reported band (USD) | What you give up |
|---|---|---|---|
| Entry | Commodity wire braider; no twist pin geometry; no inline CCD; no MIL traceability. | $1,800 – $10,000 (Alibaba showroom and IndiaMART listings name $1,680 – $10,000 ranges) | Any MIL-spec output; lot traceability; lay-length statistical control. |
| Commercial | 24 – 32 carrier servo build with basic CCD; capable of twist pin geometry; partial MIL-trace. | $40,000 – $120,000 (synthesised from industry quotation patterns) | Continuous-run mission-critical work; advanced ML defect classes; full barcode-tied lot retention. |
| Mission-critical | Full servo control, in-line CCD with defect-class library, MIL-traceable batch logs, qualification packet. | $150,000 – $500,000+ (Wardwell / Herzog premium tier reference) | Lower up-front spend; faster delivery; uncommitted spares plan. |
Three line items get under-counted in every first quote we have seen on this category: changeover tooling (commonly $5,000 – $20,000 per mandrel family), the multi-year spares plan (horn-gear bearings, clutch springs, tensioner cartridges) and operator training time for first-article inspection. Budget for those before the depreciation table is finalised. Upstream and downstream cells — the twist pin cutting and welding stage and the wire stress relief stage — also have their own CapEx that has to be planned alongside the braider, not separately.
Five Production Failure Modes Twist Pin Braiding Operators Actually Encounter
Reliability does not come from the machine name on the purchase order. It comes from understanding how these machines actually fail under real production stress. Five modes show up repeatedly across published failure-mode analyses and operator interviews.
5-Mode Production Failure Catalog
| Failure mode | Root cause | Symptom | Detection | Fix |
|---|---|---|---|---|
| Lay length drift | Sliding spindle speed and take-up speed mismatch; worn horn-gear bearings introduce slip | Lay length walks out of spec over a shift | Inline lay-length sensor or post-shift sample audit | Bearing replacement cycle and tighter take-up servo tuning |
| Strand-broken-not-caught | Bobbin tension-sensor failure; snapped wire keeps paying off until empty | Cage is short one strand downstream | Strand-detection sensor at collecting die, matched to loaded bobbin count | Sensor calibration interval; lot-segregated halt on miscount |
| Mandrel misalignment | Operator setup error or thermal drift after long runs; “yarn tension anomaly” moves braiding point off centre | Eccentric cage geometry | Visual or inline geometric vision module | First-piece centring SOP; thermal soak-time before MIL lot starts |
| CCD vision false-pass | Lighting drift, dust on optics, or rule-based classifier outside trained envelope (Frontiers in Materials 2023) | Defect leaks downstream and is caught at next station | Daily lighting reference card; periodic gold-coupon retain | Move to ML defect classifier with vendor model updates |
| Bobbin splice contamination | Operator handles wire bare-handed during splice; skin oils contaminate region | Solderability or gold-plating adhesion fail | IPC J-STD-001 ionics test on sample lot | Glove SOP, lot-segregated splice records, documented splice SOP |
Notice that three of the five (lay length drift, strand break detection, CCD false-pass) are detection problems, not prevention problems. Machine vendors sell the prevention story; operators carry the detection burden. That asymmetry is why the color band identification machine immediately downstream often catches braid-stage defects first — colour-band print misalignment is the inline tell-tale of an upstream cage that was already off-spec.
What’s Changing in 2026: Vision AI, Microminiaturization, and the Onshoring Question

Three forces reshape the twist pin braiding market in 2026, and each one is worth a slot on the procurement planning agenda.
Vision AI is replacing rule-based CCD on the formation zone. Frontiers in Materials published a 2023 study on optical inspection of the braid formation zone — one of several peer-reviewed efforts moving the industry from hand-tuned thresholds toward learned defect classification. Buyers spec’ing a braider with a five-year horizon should ask whether the CCD subsystem allows model updates from the vendor’s defect library, or whether it is frozen at install time.
Nano-D contact density continues to compress. MIL-DTL-32139 already specifies 0.025-inch pitch, and the spec family has shipped two amendments. Patent records (USPTO 8,142,236, electrical connector with improved density) signal further density work in flight on the IP side. A braider qualified only for Micro-D pitch may not bridge to the next density step without a tooling change.
Defense onshoring pressure is shifting where braiding capacity sits. U.S. and allied defense procurement patterns increasingly require domestic or allied-source connector content for sensitive programs. This is not a verbatim CHIPS Act provision for connectors — but it is a procurement-pattern reality across NDAA-funded contracts. Capacity decisions made in 2026 should factor in that the next ten-year amortisation may cross a domestic-content cliff.
Frequently Asked Questions

Q: What is the typical lead time for a custom twist pin braiding cell?
View Answer
Lead time for a commercial-tier 24 to 32 carrier servo build with inline CCD usually runs 14 to 20 weeks from purchase order, depending on horn-gear sourcing and the inspection-module integration scope. Mission-critical builds with full qualification packets and customer-witnessed factory acceptance can extend that to 26 to 32 weeks. Entry-tier commodity braiders ship from stock in 4 to 8 weeks but cannot produce MIL-spec output regardless of post-purchase configuration.
Q: How long does a horn gear set last before replacement?
View Answer
Horn-gear bearings are the dominant wear item. On a single-shift commercial-tier braider, expect to plan a bearing audit at 6,000 running hours and replacement at 10,000 to 12,000 running hours. Gears themselves outlast bearings by a factor of three or more, but a worn bearing introduces backlash that walks the lay length out of spec long before the gear teeth show wear.
Q: Can a wire harness over-braider be retrofitted for twist pin contacts?
View Answer
In theory, the horn-gear architecture is the same. In practice, the tensioner cartridges, bobbin sizes, and inspection envelope all have to change, and the carrier path was not laid out for 0.04 to 0.30 mm wire. Most retrofit attempts end at the strand-tension uniformity step, where bobbins designed for steel harness wire cannot hold tension on fine BeCu. Buying a purpose-built twist pin cell is usually cheaper than a deep retrofit by the time tooling, qualification, and downtime are accounted for.
Q: Are there standards-compliant Chinese-built braiders, or do I have to source from Wardwell or Herzog?
View Answer
Yes, there are. The question is not country of build; it is the qualification packet that ships with the machine. A braider built anywhere can be qualified to MIL-DTL-83513 or MIL-DTL-32139 if the supplier delivers documented lay-length statistical process control records, gold-plate test coupons, lot-retain samples, and a written CCD defect class library. Conversely, a Wardwell or Herzog machine without that packet would still need a qualification campaign before any MIL-spec output ships. Procurement teams that grade vendors on document quality, not nameplate, get better outcomes here. The ZEUEE C49-BR family ships with the qualification packet by default, which is what the brochure number actually means.
Q: What CCD camera resolution is enough for MIL-DTL-83513 inspection?
View Answer
A 5 MP global-shutter sensor at the formation zone is the current commercial baseline. Lighting matters more than raw resolution beyond that.
Q: Is a 32-carrier always better than 16-carrier?
View Answer
No. For Micro-D mainstream work, 16-carrier is widely used. Carriers add cost and complexity; only add them when the cage geometry calls for it.
Related Articles
- Nano Twist Pin Machine: A Buyer’s Guide — sibling guide focused on MIL-DTL-32139 assembly cells.
- ZEUEE C49-BR Twist Pin Braiding Cell — product page with the qualification packet detail.
- Twist Pin Cutting and Welding Stage — the downstream cell after braiding.
- Wire Stress Relief Stage — the upstream wire-prep cell before braiding.
- Nano Twist Pin Assembly Cell — downstream MIL-DTL-32139 contact assembly equipment.
- Micro Twist Pin Assembly Cell — downstream MIL-DTL-83513 contact assembly equipment.
References & Sources
- MIL-DTL-83513 Rev G (29 Oct 2008) — Microminiature Rectangular Connector Specification — U.S. Defense Logistics Agency.
- MIL-DTL-32139 Detail Specification Sheet — U.S. Defense Logistics Agency, Nano-D 0.025-inch pitch contact family.
- Braiding Machine — Wikipedia, covering Wardwell’s 1922 horn-gear innovation and maypole versus square braider architecture.
- Optical inspection of the braid formation zone during manufacturing of preforms from reinforcement fibers for defect detection purposes — Frontiers in Materials, 2023.
- U.S. Patent 10,422,059 — Braiding Machine — USPTO, mechanism background.
- U.S. Patent 8,142,236 — Electrical connector having improved density and routing characteristics — USPTO, high-density connector IP.
- Steeger USA Wire, Cable & Microelectronics Braiding Machines — vendor product line documenting carrier-count taxonomy.
- Herzog Wire Braiding Machines — German OEM reference for harness over-braid category.
About This Analysis
This guide was prepared by the ZEUEE engineering team in May 2026 as a category reference for procurement teams evaluating twist pin braiding cells against MIL-DTL-83513 and MIL-DTL-32139 specifications. Pricing bands above are reported price ranges from public showroom listings (entry tier) and synthesised from multi-year quotation patterns (commercial and mission-critical tiers); they are not precise dollar quotes. Where a single MIL-spec section governs a parameter, that section is cited in line.



